Материал: Углеродные наноматериалы, производство, свойства, применение (Мищенко), 2008, c.172
|
40 |
|
|
|
17,12133 |
|
|
17,10312 |
|
|
|
2,66 |
|
|
45 |
|
|
|
17,12133 |
|
|
17,10146 |
|
|
|
2,58 |
|
Известно [22], что ускорение вибрации убывает по высоте слоя сыпучего материала по экспоненциальному закону |
|||||||||||||
|
|
|
|
|
|
|
|
|
A ω2 |
= |
Aω2 |
(2.1) |
|
|
|
|
|
|
|
|
|
|
c |
c |
e−kHi , |
||
|
|
|
|
|
|
|
|
|
g |
|
|
g |
|
где Ac, ωc – |
амплитуда и частота вибраций на текущей высоте Hi от дна аппарата; A, ω – |
амплитуда и частота вибраций кор- |
|||||||||||
пуса. |
|
|
|
|
|
|
|
|
|
|
|
|
|
Н, м |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,2 |
|
|
|
|
|
|
|
|
5 |
|
|
|
|
00,18 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
00,166 |
|
|
|
|
|
|
|
|
4 |
|
|
|
|
00,144 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
00,122 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
0,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,08 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
0,08 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,06 |
|
|
|
|
|
|
|
|
|
|
|
|
|
00,044 |
|
|
|
|
|
|
|
|
1 |
|
|
|
|
00,022 |
|
|
|
|
|
|
|
|
j |
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
7 |
|
|
|
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
8 |
9 |
|
|
|
|
|
0 |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
|
|
|
|
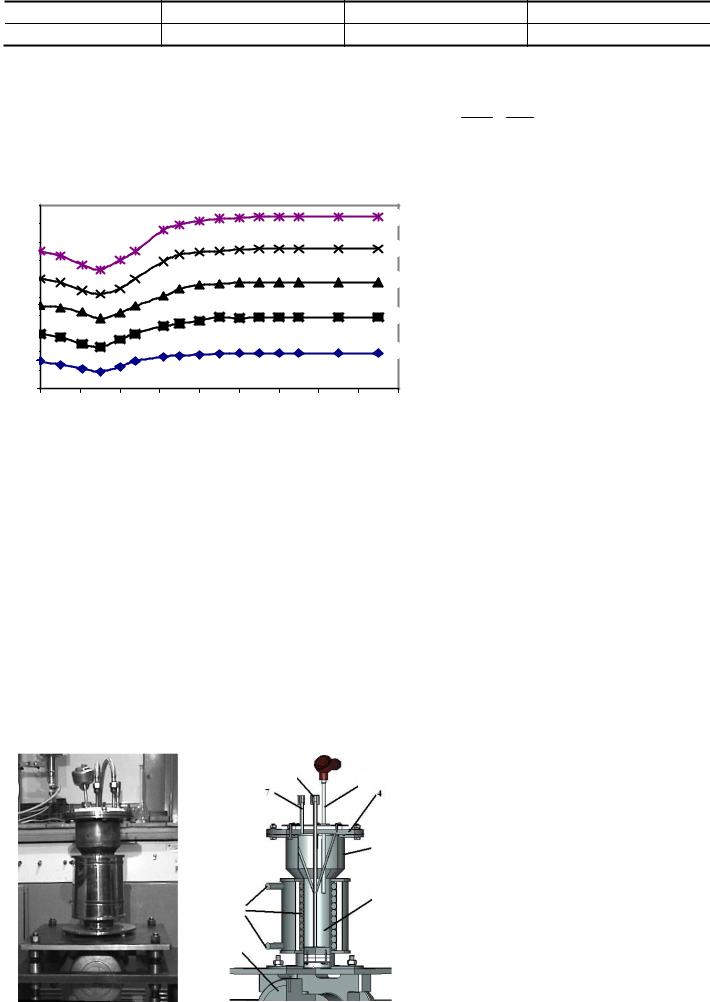
Рис. 2.28. Изменение высоты слоя H вjзависимости от относительного ус- |
|
|
|
|
|||||||||
|
|
|
корения вибрации j: |
|
|
|
|
|
|
|
|
||
|
1 – |
H0 =10,03 м; 2 –2H0 = 0,063м; 3 – |
H0 =4 0,09 м; |
5 |
|
|
|
|
|
||||
|
|
4 – |
H0 = 0,12 м; 5 – |
H0 = 0,15 м |
|
|
|
|
|
|
|
||
Зная экспериментальное значение коэффициента k, можно рассчитать относительное ускорение вибрации аппарата, необходимое для равномерного ожижения всего слоя материала. Для УНМ jc должно находиться в диапазоне 3…5, что иллюстрируют экспериментальные исследования по изучению изменения Н в зависимости от j. Результаты приведены на рис.
2.28.
Полученные данные позволяют сделать вывод о том, что интенсивное виброожижение начинается при значениях j ≈ 3. Увеличение этого показателя до значений близких к 5 ведет к росту высоты виброожиженного слоя, а далее практически не меняется.
В диапазоне j = 3…5 изменение высоты слоя H описывается уравнением
H = H 0 ekH j , |
(2.2) |
где H0 – высота неподвижного слоя; kH = 0,05 – коэффициент изменения высоты слоя в зависимости от относительного ускорения вибрации.
Для проведения экспериментальных исследований процесса синтеза УНМ в условиях виброожижения был спроектирован и изготовлен лабораторный реактор (рис. 2.29).
6
5
7 |
|
4 |
|
|
|
|
|
|
3
1
2
8
а) |
б) |
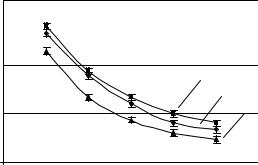
РИС. 2.29. ЛАБОРАТОРНЫЙ РЕАКТОР ПИРОЛИЗА УГЛЕВОДОРОДОВ В ВИБРООЖИЖЕННОМ СЛОЕ КАТАЛИЗАТОРА:
а – фотография; б – трехмерная модель
Цель эксперимента – определение рациональных значений основных технологических параметров синтеза: массы катализатора, расхода углеродсодержащего газа и времени процесса. За критерий эффективности принимали удельный выход продукта K(гС / гkt). Процесс вели при T = 600 °C с использованием катализатора Ni / Mg с размером частиц больше 0,063 мм.
Конструкция реактора представляет собой цилиндрическую обечайку 1, обогреваемую снаружи электрическим нагревателем 2. Корпус в верхней части снабжен коническим раструбом 3 для предотвращения уноса материала. В крышке корпуса 4 установлены термопара 5 типа ХА, конец которой заглублен в слой материала, патрубки подачи 6 и отвода газа 7. Реактор размещали на вибростоле 8. Источником вибрации служил вибропривод ИВ-99Н, предусматривающий регулирование амплитуды колебаний за счет изменения взаимного расположения дебалансов. Контроль температуры осуществляли с помощью измерителя ПИД-регуля-тора ОВЕН типа ТРМ10, а расход газа – ротаметром РМА-0,1 Г.
Высота виброожиженного слоя в ходе проведения экспериментов изменялась от 5 до 50 мм. Синтез УНМ осуществляли следующим образом. Навеску катализатора помещали в реактор, который герметизировался. После этого в реакционную зону подавали инертный газ (аргон) для удаления воздуха, включали нагреватель и вибропривод. При достижении температуры в реакционной зоне значения 600 °С подачу аргона прекращали и подавали пропан-бутановую смесь. По истечении времени проведения процесса, которое в различных опытах варьировалось, отключали нагрев и вибропривод и снова проводили продувку аппарата инертом для удаления газообразных продуктов пиролиза. В токе инертного газа реактор охлаждался до температуры окружающей среды и из реактора извлекался полученный продукт.
Продувка реактора инертным газом перед подачей пропан-бутано-вой смеси в зону реакции необходима, поскольку предварительное восстановление катализатора или восстановление реакционной смесью в ходе постепенного подъема температуры приводит к формированию каталитических металлических частиц с широким распределением размеров и последующему росту углеродных отложений различной структуры с широким распределением диаметров нанотрубок. Вместе с тем формирование металлических частиц при высокой температуре непосредственно в условиях реакции, т.е. в условиях, для которых характерно образование зародышей с малым критическим радиусом, приводит к образованию однородных нанотрубок [23].
Изучение влияния массы катализатора на удельный выход продукта проводили следующим образом. Порошок Ni / MgO после взвешивания засыпался в реактор. Включался нагрев и вибропривод. Относительное ускорение вибрации составляло 3,8. После достижения температуры слоя величины 600 °С подачу аргона прекращали и подавали углеродсодержащий газ (пропан/бутан = 70/30). Время процесса пиролиза составляло 30 мин. Полученный продукт извлекали и взвешивали. Результаты приведены на рис. 2.30.
Установлено, что при увеличении массы катализатора при неизменных времени пиролиза и расходе газа удельный выход снижается, что можно объяснить низкой концентрацией пироуглерода в зоне реакции. Вместе с тем уменьшение массы загружаемого катализатора нецелесообразно, поскольку при таких параметрах не образуется виброожиженный слой катализатора, что приводит к неравномерному температурному полю в зоне реакции и ухудшает однородность получаемого продукта.
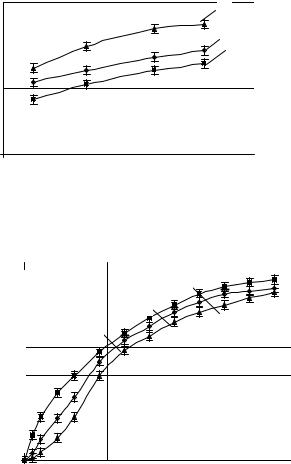
Увеличение расхода газа способствует увеличению K (рис. 2.31), однако при расходе газа выше 120 л/ч инициируется унос катализатора.
При значительных расходах газа (> 80 л/ч) наблюдалось существенное до 570 °С снижение температуры синтеза, что сопровождалось ростом количества аморфного углерода. Поэтому в последующих опытах углеводород предварительно подогревался в теплообменнике до температуры 450 °С, что позволило в ходе реакции избежать значительных колебаний температуры, тем самым стабилизировать условия пиролиза, обеспечить повышение удельного выхода продукта K и снизить объем примесей.
|
5 |
|
|
|
|
|
|
kt |
4,5 |
|
|
|
|
|
|
г |
|
|
|
|
|
|
|
/ |
4 |
|
|
|
|
|
|
C |
|
|
|
|
|
|
|
г |
|
|
|
|
|
|
|
, |
3,5 |
|
|
|
|
|
|
выход |
|
|
|
|
|
|
|
3 |
|
|
|
|
3 |
|
|
2,5 |
|
|
|
|
|
||
|
|
|
|
2 |
|
||
Удельный |
2 |
|
|
|
|
|
|
|
|
|
|
|
1 |
||
1,5 |
|
|
|
|
|
||
|
|
|
|
|
|
||
1 |
|
|
|
|
|
|
|
0,5 |
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
0 |
5 |
10 |
15 |
20 |
25 |
30 |
|
|
|
Масса катализатора, г |
|
|
||
РИС. 2.30. ЗАВИСИМОСТЬ УДЕЛЬНОГО ВЫХОДА ПРОДУКТА ОТ МАССЫ ЗАГРУЖАЕМОГО КАТАЛИЗАТОРА MKT ПРИ РАЗЛИЧНЫХ РАСХОДАХ ГАЗА И ВРЕМЕНИ ПРОВЕДЕНИЯ ПРОЦЕССА 30 МИН:
1 – 40 Л/Ч; 2 – 50 Л/Ч; 3 – 60 Л/Ч
kt |
7 |
|
|
|
|
1 |
|
|
|
|
|
||
|
|
|
|
|
|
|
/г |
6 |
|
|
|
|
|
C |
|
|
|
|
2 |
|
, г |
5 |
|
|
|
|
|
выход |
|
|
|
|
3 |
|
|
|
|
|
|
||
4 |
|
|
|
|
|
|
3 |
|
|
|
|
|
|
Удельный |
|
|
|
|
|
|
2 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
40 |
60 |
80 |
100 |
120 |
140 |
|
|
|
Расход газа, л/ч |
|
|
|
Рис. 2.31. Зависимость удельного выхода K продукта от расхода газа Vг при различной массе катализатора и времени проведения процесса 30 мин:
1 – 5 Г; 2 – 7 Г; 3 – 10 Г
|
14 |
|
|
|
|
12 |
|
3 |
|
kt |
|
|
|
|
|
|
|
|
|
/г |
|
|
2 |
|
C |
10 |
|
|
|
г |
|
|
|
|
, |
1 |
|
|
|
выход |
|
|
|
|
kt |
|
|
|
|
г |
|
|
|
|
8 |
|
|
|
|
/ |
|
|
|
|
C |
|
|
|
|
г |
|
|
|
|
Удельный |
, |
|
|
|
6 |
|
|
|
|
K |
|
|
|
|
4 |
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
0 |
50 |
100 |
150 |
|
|
|
t, мин |
|
|
|
|
Время, мин |
|
РИС. 2.32. ЗАВИСИМОСТЬ УДЕЛЬНОГО ВЫХОДА ПРОДУКТА ОТ ВРЕМЕНИ T ПРОВЕДЕНИЯ ПРОЦЕССА:
1 – расход газа 120 л/ч, масса катализатора 5 г; 2 – расход газа 100 л/ч, масса катализатора 7 г; 3 – расход газа 70 л/ч, масса катализатора 10 г
В результате изучения влияния времени проведения процесса на удельный выход продукта K установлено, что увеличение времени процесса способствует росту УНМ (рис. 2.32). При достижении значений 12…12,8 гC / гkt рост УНМ практически останавливается. Замедление роста УНМ и дальнейшее практически полное его отсутствие свидетельствуют о том, что катализатор теряет свою активность и дальнейшее проведение процесса является нецелесообразным.
После обработки экспериментальных данных была получена зависимость, позволяющая оценить удельный выход продукта в реакторе каталитического пиролиза пропан-бутановой смеси в виброожиженном слое катализатора в зависимости от времени проведения процесса и коэффициента kи, учитывающего избыток газа
|
|
V |
|
|
|
kи = |
|
г |
|
, |
(2.3) |
f |
|
|
|||
|
mkt |
|
|
||
где Vг – расход газа, л/ ч; mkt – масса катализатора, г.
Для катализатора Ni / Mg и пропан-бутановой смеси коэффициент kи выбирается из следующих соображений:
при Vг / mkt > 45
kи = 1;
при Vг / mkt £ 45 kи
kи = |
|
|
|
|
|
1 |
|
|
|
|
|
|
|
. (2.4) |
|
|
|
|
2 |
|
|
|
|
|
|
|
|||
|
|
−3 |
V |
V |
|
m |
kt |
59,509 |
|
|
||||
|
|
|
г |
|
|
г |
|
|
|
|
|
|
||
- 5,4848 ×10 |
|
|
|
|
+ 3,4564 ln |
|
|
+ |
|
|
|
|
|
|
|
|
|
|
|
Vг |
|||||||||
|
|
|
mkt |
mkt |
|
|
|
|||||||
После определения коэффициента kи удельный выход продукта K рассчитывают по следующей зависимости [24]: |
|
||
K = |
13(1- e−kиt ) |
, |
(2.5) |
|
|||
|
19e−kиt +1 |
|
|
где K – удельный выход продукта, гС / гkt; t – время проведения процесса, мин.
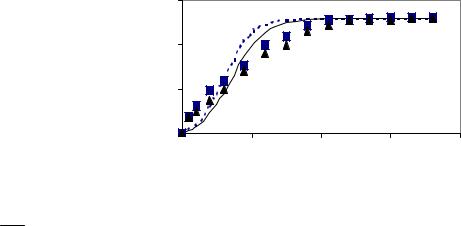
Значения удельного выхода K, рассчитанные по формуле (2.5), при расходах газа 120 л/ч, 75 л/ч и массе катализатора 5 г сравнивали с экспериментальными, полученными в реакторе с виброожиженным слоем (рис. 2.33). Максимальное относительное отклонение составило = 18 %.
В результате экспериментальных исследований процесса получения УНМ в виброожиженном слое Ni / Mg катализатора были определены рациональные технологические параметры работы реактора при синтезе УНМ: амплитуда и частота вибрации, масса катализатора, расход газа, коэффициент поглощения энергии. Полученные зависимости позволили создать достаточно простую и удобную методику расчета реакторов для синтеза УНМ в виброожиженном слое.
|
15 |
|
|
|
|
C/гkt |
|
|
|
|
|
, г |
10 |
|
|
|
|
выход |
|
|
|
|
|
|
|
|
|
|
|
Удельный |
5 |
|
|
|
|
|
|
|
|
|
|
|
0 |
|
|
|
|
|
0 |
50 |
100 |
150 |
200 |
Рис. 2.33. Расчетные и экспериментальные зависимости удельного выхода K УНМ от времени пиролиза t :
– - – - – Kрасч (Vг / mkt = 24 л/г×ч); ■ – Kэксп (Vг / mkt = 24 л/г×ч);
– Kрасч (Vг / mkt = 15 л/г×ч); ▲ – Kэксп (Vг / mkt = 15 л/г×ч)
Установлено, что относительное ускорение вибрации на поверхности виброожиженного слоя jc должно находиться в диапазоне 3…5, значение коэффициента поглощения энергии k = 2,5 1/м, время проведения процесса зависит от отношения расхода газа Vг к массе катализатора mkt . Отношение Vг / mkt должно выбираться таким образом, чтобы обеспечить отсутствие уноса материала из зоны реакции. При расходах газа более 80 л/ч требуется предварительный подогрев газа для обеспечения стабильного температурного режима в реакционном пространстве. Максимальное значение удельного выхода составило
K = 12…12,8 гС/гkt.
2.3. АППАРАТЫ ДЛЯ ДУГОВОГО СИНТЕЗА УНМ
Плазменный метод получения углеродных наноматериалов по своей физической сущности наиболее близок к электродуговому сжиганию графитовых электродов.
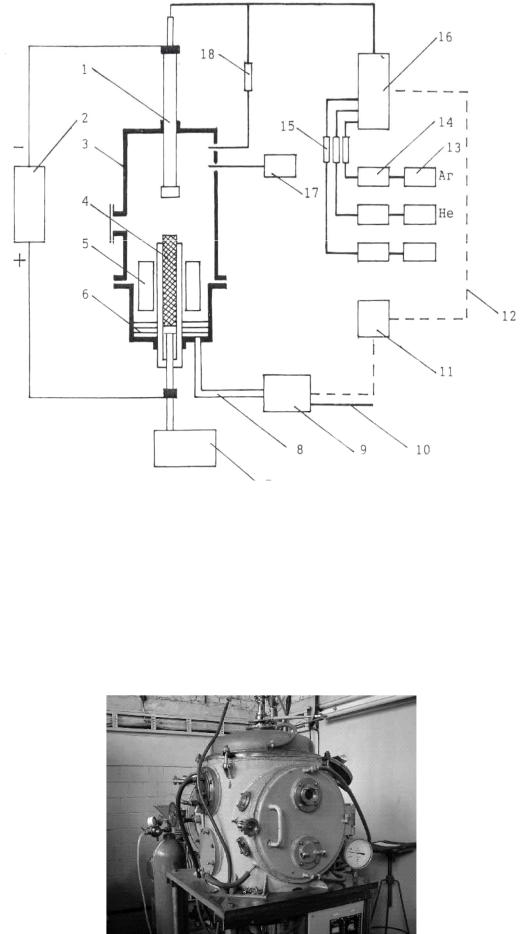
Опытная установка [25], разработанная в институте физико-химических проблем керамических материалов РАН и ФГУП "НИИВТ им. С.А. Векшинского", состоит из следующих основных узлов: вакуумная камера, источник питания 60 кВт, вакуумная и газовая системы. Схема и фотография установки представлены на рис. 2.34 и 2.35.
Вкачестве источника нагрева графитового электрода (анод) использовали прямоточный вакуумный плазмотрон специальной конструкции. Графитовый анод диаметром от 6 до 35 мм устанавливали соосно плазмотрону с возможностью его свободного перемещения вдоль оси в процессе испарения.
Водоохлаждаемые коллекторы и дополнительные экраны для сбора продуктов синтеза устанавливали внутри камеры осесимметрично плазмотрону. Плазмообразующий газ (аргон) подавали в плазмотрон, а буферный газ (гелий) вводили в камеру установки. Давление в камере варьировали от 5 до 500 мм рт. ст. Ток и напряжение на плазмотроне изменяли в пределах, соответственно, от 100 до 500 А и от 15 до 50 В. Продолжительность процесса синтеза определялась массой испаряемого графитового электрода. Продукты синтеза и конденсации углерода собирали с коллекторов, экранов и внутренних узлов установки.
Результаты исследований показали, что в продуктах синтеза присутствуют фуллерены, нанотрубки, аморфный углерод, алмазоподобные структуры.
Вработе [26] представлены результаты по синтезу однослойных нанотрубок (ОНТ) при электродуговом испарении уг-
леродных стержней, содержащих в качестве катализатора смесь Co / Ni или интерметаллид YNi2, сопоставлены выход ОНТ для разных катализаторов, оптимальные условия проведения процесса синтеза, а также особенности распределения ОНТ по
диаметрам.
|
Рис. 2.34. Схема вакуумно-плазменной установки: |
1 – |
плазмотрон; 2 – источник постоянного тока; 3 – камера установки; |
4 – |
испаряемый электрод; 5 – система охлаждения и осаждения паров |
материала электрода; 6 – фильтр; 7 – |
механизм подачи испаряемого электрода; 8 – вакуумпровод; 9 – вакуумный насос; 10 – газоотвод в |
|
вентиляционную |
систему; 11 – компрессор; 12 – байпасная линия при работе в режиме циркуляции; 13 – баллоны с аргоном, гелием и активными газами; 14 – система очистки газов; 15 – расходомеры газа; 16 – ресивер; 17 –
вакуумметр; 18 – расходомер газа, подаваемого в камеру установки
Синтез ОНТ проводили в установке, схема реактора которой представлена на рис. 2.36. Кроме реактора в установку входят источник постоянного тока, системы вакуумирования и напуска очищенного газа, блок регулируемой подачи катода, вольтметры и осциллограф. Установка позволяет варьировать следующие параметры процесса: величину тока и напряжения, скорость подачи катода, зазор между электродами, давление и состав среды и т.д.
Рис. 2.35. Вакуумно-плазменная установка