Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
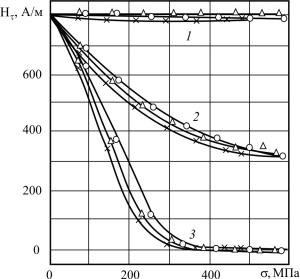
Рис. 3.12. Зависимость тангенциальной составляющей магнитного поля Нτ пластически деформированныхобразцов всостоянии поставкиотвеличины прикладываемых напряжений:
1 – Нτо; 2 – Нτ; 3 – Нτσ; × – 1 %; U – 6 %; |– 11 % отн. деформации
начинает резко увеличиваться, а при пластической деформации 5–8 % достигает слабо выраженного максимума. Это объяснялось возникновением в материале областей пластической деформации. Обусловленная ими остаточная деформация сопровождается существованием, согласно [105], зон сжатия (внутренних сжимающих напряжений), в которых вектор спонтанной намагниченности стремится расположиться вблизи плоскости, перпендикулярной оси образца «плоскость легких магнитных осей».
Формирование такого распределения магнитных фаз при нагружении приводит к увеличению числа поперечных доменов, в результате чего возрастает роль 90-градусных границ, имеющих значительно большую энергию взаимодействия с дефектами решетки (в частности, с дислокациями) и способных сдерживать все большее давление со стороны размагничивающего поля и, следовательно, со-
196
хранять большую величину внутреннего поля и связанную с ним величину Hτ о. Эта же причина лежит в основе роста Нс.
Изменение коэрцитивной силы Нс качественно подобно изменению Hτ о при нагрузках, меньших предела текучести (см. рис. 3.11, кривые 1, 2). Но в то время как Hτ о увеличивается в этом диапазоне на 75 %, изменение коэрцитивной силы составляет лишь 5,5 %. Однако пластическая деформация до 12 % образцов, изготовленных из насосных штанг, изменяетHτ о на10 %, приэтомНс увеличиваетсяпримерновдвараза.
У образца из стали 20Н2М, пластически деформированного на ε = 12 % и затем подвергнутого отжигу при 960 ° С (1 ч, вакуум) с последующим медленным охлаждением, характер всех зависимостей несколько иной (рис. 3.13, б). В частности, Нτ о и Hτ на начальных этапах нагружения начинают изменяться раньше (при 180 МПа против 320 МПа для образцов в состоянии поставки) и эти изменения в начале деформации невелики. Но с дальнейшим увеличением деформации Нτ о и Нτ резко возрастают, а затем с ростом σ меняются незначительно, при этомНс продолжает довольносильнорасти.
На рис. 3.13, а показаны те же зависимости, но на образцах, вырезанных из работавшей насосной штанги, из той же стали. Ход зависимостей Hτ 0, и Hτ от σ (см. рис. 3.11, 3.12) позволяет сделать вывод о существовании некоторого предельного напряжения, при достижении которого в стали 20Н2М начинают происходить необратимые изменения в структуре дефектов. Они приводят к перераспределению полей внутренних напряжений, которые, в свою очередь, вызывают перераспределение магнитных доменов. Например, в качестве предельного напряжения можно рассматривать σ 1, при котором начинает происходить заметное увеличение Hτ о. Касательная, проведенная к кривой Нτ о в точке перегиба, при пересечении с осью σ даст некоторое эффективное значение σ 2, при котором Hτ о начинает необратимо возрастать. С другой стороны, на кривых Hτ (σ ) и Hn(σ ) (на рисунках не показано) существует минимум в интервале напряжений σ = 180…270 МПа для различных образцов стали. Значение напряжения, при котором наблюдается минимум, обозначим σ 3.
197
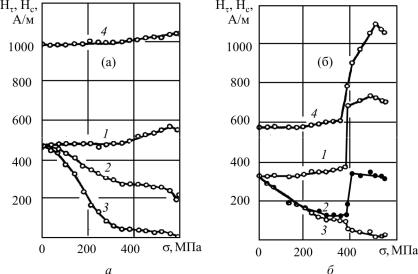
Рис. 3.13. Зависимость коэрцитивной силы Нс и тангенциальной составляющей магнитного поля Нτ от величины прикладываемой нагрузки для стали 20Н2М: а – образцы, вырезанные из работающей насосной штанги; б – после пластической деформации 12 % и отжига при 960 ° С (1 ч, вакуум); 1 – Нτ0; 2 – Нτ; 3 – Нτσ; 4 – Нс
В работах [95, 96] прямым и магнитоупругим методами установлено, что предел выносливости стали 20Н2М при циклических напряжениях, изменяющихся от нуля, составляет 190–230 МПа. Согласно [103] предел выносливости связан с напряжениями, при которых начинают зарождаться усталостные трещины. С ними же мы связываем начало роста магнитострикции, минимум изменения Hτ , начало роста Hτ о. На основании вышеизложенного можно заключить, что существуют магнитные параметры, несущие информацию о величине напряжений, при которых начинается усталостной разрушение материала.
Предварительные исследования [93, 95, 96] и результаты, представленные в данном разделе, показали, что существует корреляционная зависимость между этими напряжениями и пределом
198
выносливости. Благодаря этому существует возможность оценивать предел выносливости из стали 20Н2М, находящейся вне коррозионной среды, ускоренным магнитоупругим неразрушающим методом по изменению Нτ и Нn.
3.5. Долговечность насосных штанг из стали 20Н2М и 15Х2НМФ отечественного производства, бывших в эксплуатации
Основные причины замены насосных штанг, установленных по сопроводительной документации, визуальному и/или инструментальному контролю, следующие:
–неисполнение технических требований к прокату и при изготовлении штанг;
–превышение установленного срока службы;
–механический износ тела, резьбы головок штанг, наружной поверхности муфт, износ резьбы соединительных, переходных муфт;
–коррозионное поражение поверхности насосных штанг;
–сосредоточенная пластическая деформация насосных штанг;
–малоцикловая усталость из-за недопустимой кривизны скважины;
–непрямолинейность тела штанги;
–несоосность резьбы головки и тела штанги.
Следовательно, для перспективного и текущего прогнозирования режимов отбора жидкости, ее физико-химических свойств, межобрывного периода работы подземного оборудования и его эксплуатационных показателей были установлены, на основе предварительно проведенных исследований на воздухе и в коррозионных средах, усталостные показатели (предел выносливости, предел ограниченной выносливости) и корреляция между показаниями средств неразрушающего контроля, макро- и микроструктурой материала тела штанги и сопротивлением усталости материала штанги.
199
Для определения остаточного ресурса насосных штанг ШН19 из стали 20Н2М (изготовитель Очёрский машзавод, г. Очёр, режим термообработки нормализация), 15Х2НМФ (изготовитель машзавод им. В.И. Ленина, г. Пермь, режим термообработки закала и высокий отпуск) были проведены усталостные испытания фрагментов насосных штанг на основе изгиба с вращением (ГОСТ 25.502–79) на воздухе со скоростью 2000 об/мин (база испытаний 5·106 циклов) при температуре окружающей среды 20 ° С [15, 28].
Анализируя полученные в результате испытаний значения пределов выносливости для штанг с различной продолжительностью эксплуатации, делали заключения об остаточном ресурсе (долговечности) этих штанг. Всего было исследовано 12 серий, составленных из насосных штанг, продолжительность эксплуатации которых изменялась от 2 до 12 лет. По результатам усталостных испытаний два или три разрушившихся образца из каждой серии были подвержены металлографическому анализу, с тем чтобы установить зависимость между структурой металла штанги в области излома, амплитудой сигнала h средств неразрушающего контроля и усталостной прочно-
стью σ–1 [20].
Микроструктуру и микротвердость образцов на поверхности и в центре исследовали на поперечных микрошлифах. Твердость измеряли на твердомере ПМП-3 при нагрузке 200 гс. Измерения проводили, начиная от фокуса излома вдоль края шлифа. Измерив микротвердость вдоль поверхности, находили минимальное значение и, начиная от него, выполняли замеры к центру до тех пор, пока не получали значения твердости сердцевины. Одновременно определяли глубину обезуглероженного слоя (ГОСТ 1763–68), балл зерна (ГОСТ 5839–82) и форму зерна феррита (ГОСТ 5640–68) в сердцевине. Из результатов испытаний на изгиб с вращением установили (рис. 3.14), что для всех исследованных насосных штанг остаточная усталостная прочность не зависит от продолжительности эксплуатации штанг, причем для рассмотренных серий величина остаточной прочности σ–1 зависит от механической характеристики материала
200