Материал: Стандарт MIL-STD-202G
MIL-STD-202G
e.Remove the iron and allow the component to cool and stabilize at room ambient conditions. If flux was used, the component shall be cleaned using an appropriate cleaning solution.
f.The component shall be visually examined under 10X magnification.
4.4.2Test condition B: Solder dip.
a.Place the component in an appropriate fixture (see 2.3).
b.When specified, the leads shall be fluxed (see 4.3).
c.The specific combination of temperature, immersion and emersion rate, immersion duration, and number of heats shall be as specified in table I. Unless otherwise specified, terminations shall be immersed to within
.050 inch (1.27 mm) of the component body. Terminations shall be immersed simultaneously, if the geometry of the component permits.
d.After the solder dip, the component shall be allowed to cool and stabilize at room ambient conditions. If flux was used, the component shall be cleaned using an appropriate cleaning solution.
e.The component shall be visually examined under 10X magnification.
4.4.3Test condition C: Wave solder - topside board mount component.
a.The component under test shall be mounted on a mounting board (see 2.4).
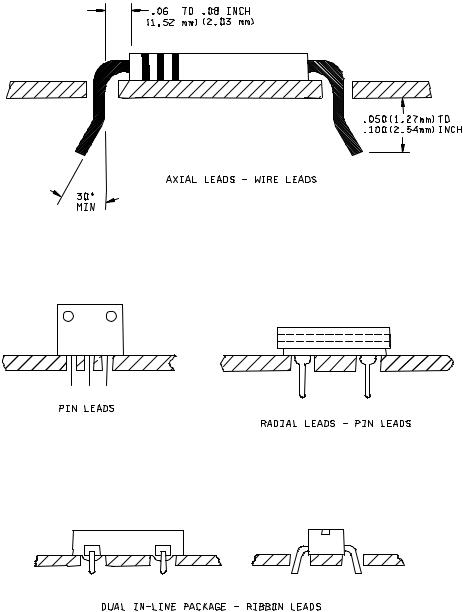
Wire leads: Wire leads shall be brought through the board holes and bent at least 30 degrees from a line
perpendicular to the board. Leads shall extend from .050 inch to .100 inch (1.27 mm to 2.54 mm) from the bottom of the board. Axial leads shall be bent at a 90° angle at a point between .06 inch and .08 inch (1.5 mm and 2.1 mm) from the body, eyelet fillet or weld unless otherwise specified (see figure 210-1).
Pin leads: Where the component is designed with rigid pin leads, the full length of the termination shall be retained. Pin leads shall not be cut or bent (see figure 210-1).
b.When specified, the leads shall be fluxed (see 4.3).
c.The specific combination of temperature, duration, and number of heats shall be as specified in table I.
d.The components, mounted on the board, shall be immersed in the solder pot so that the bottom of the board floats on the molten solder.
e.After the float, the components shall be allowed to cool and stabilize at room ambient conditions. If flux was used, the components shall be cleaned using an appropriate cleaning solution.
f.The components shall be visually examined under 10X magnification.
4.4.4Test condition D: Wave solder - bottomside board mount product.
a.Place the component in an appropriate fixture (see 2.3).
b.When specified, the terminations shall be fluxed (see 4.3).
c.The specific combination of temperature, preheat conditions, immersion and emersion rates, immersion duration, and number of heats shall be as specified in table I.
METHOD 210F
8 February 2002
3
MIL-STD-202G
d.The component shall be preheated and fully immersed in the solder bath in accordance with 4.4.4c.
e.After the immersion, the component shall be allowed to cool and stabilize at room ambient conditions. If flux was used, the component shall be cleaned using an appropriate cleaning solution.
f.The component shall be visually examined under 10X magnification.
4.4.5Test condition H: Vapor phase reflow soldering.
a.Components shall be mounted on a mounting board (see 2.4). Through-hole mounted components shall have their terminals inserted into the termination holes. Surface mount components shall be placed on top of the board.
b.A test chamber (see 2.6) shall be used which is large enough to suspend the mounting board without touching the sides or the solution. The VPR fluid shall be placed in the test chamber and shall be heated until it is boiling. The solution shall be allowed to boil for 5 minutes prior to suspending the mounting board.
c.The specific combination of temperature, duration of exposure, and number of heats shall be as specified in table I.
d.After chamber equalization, the mounting board shall be suspended into the vapor in a horizontal plane. The mounting board shall not touch the solution.
e.After the heat, the components shall be allowed to cool and stabilize at room ambient conditions. If a solder paste was used, the component shall be cleaned using an appropriate solution.
f.The components shall be visually examined under 10X magnification.
4.4.6Test conditions I, J, K: Infared/convection reflow soldering.
a.Components shall be mounted on a mounting board (see 2.4). Through-hole mounted components shall have their terminals inserted into the termination holes. Surface mount components shall be placed on top of the board.
b.A test chamber as specified in 2.6 shall be used.
c.A low mass thermocouple shall be attached tightly to the component at an appropriate position away from the edges.
d.The specific combination of temperature, preheat, duration, and number of heats shall be as specified by test condition I, J, or K in table I and the individual procurement document.
e.The board shall be placed into the test chamber and the temperature of the component ramped at a rate of 1°C/s to 4°C/s as measured by the thermocouple. The assembly shall be above 183°C for 90 seconds to 120 seconds and held at the final temperature and time designated by the test condition. The assembly shall then be allowed to cool to room ambient temperature. This constitutes one heat cycle. The assembly shall be exposed to three heat cycles.
f.The components shall be visually examined under 10X magnification.
METHOD 210F
8 February 2002
4
MIL-STD-202G
5. EXAMINATIONS AND MEASUREMENTS. Examinations and measurements to be made before and after the test, as applicable, shall be as specified in the individual specification. After the procedure, the specimens shall be allowed to cool and stabilize at room ambient conditions, for the time specified in the individual specification.
5.1 Internal examination. When specified, internal examination of the part shall be made after the test to check for solder reflow or heat damage.
6.SUMMARY. The following details are to be specified in the individual specification:
a.The use of heat sinks or shielding is prohibited except when they are part of the component (see 2.2).
b.Mounting board, if different from that specified (see 2.4).
c.Solder, if different from that specified (see 3.1).
d.Flux, if applicable and if different from that specified (see 3.2, 4.1, and 4.3).
e.Solder terminations that are not to be tested, if applicable (see 4.4).
f.Special preparation of specimens if applicable (see 4.1).
g.Depth of immersion in the molten solder, if different from that specified (see 4.4.2).
h.Test condition letter (see 4.4).
i.Cooling time prior to final examinations and measurements (see 4.4 and 5).
j.Examinations and measurements before and after test, as applicable (see 5).
k.Method of internal inspection, if required (see 5.1).
METHOD 210F
8 February 2002
5
MIL-STD-202G
TABLE I. Test conditions.
Solder technique |
Test |
Temperature |
Time |
Temperature ramp/ |
Number |
simulation |
condition |
(°C) |
(s) |
immersion and emersion |
of |
|
|
|
|
rate |
heat |
|
|
|
|
|
cycles |
Solder iron |
A |
350 ±10 |
4 - 5 |
|
1 |
|
|
(solder iron temp) |
|
|
|
Dip |
B |
260 ±5 |
10 ±1 |
25mm/s ±6 mm/s |
1 |
|
|
(solder temp) |
|
|
|
Wave: Topside |
C |
260 ±5 |
20 ±1 |
|
1 |
board-mount product |
|
(solder temp) |
|
|
|
Wave: Bottomside |
D |
260 ±5 |
10 ±1 |
Preheat 1°C/s-4°C/s to within |
1 |
board-mount product |
|
(solder temp) |
|
100°C of solder temp. |
|
|
|
|
|
25 mm/s ± 6 mm/s |
|
|
E |
CANCELLED |
|
|
|
|
F |
CANCELLED |
|
|
|
|
G |
CANCELLED |
|
|
|
Vapor phase reflow |
H |
215 ±5 |
60 ±5 |
|
1 |
|
|
(vapor temp) |
|
|
|
IR/convection reflow |
I |
215 ±5 |
30 ±5 |
1°C/s-4°C/s; time above 183°C, |
3 |
|
|
(component temp) |
|
90 s - 120 s |
|
|
J |
235 ±5 |
30 ±5 |
1°C/s-4°C/s; time above 183°C, |
3 |
|
|
(component temp) |
|
90 s - 120 s |
|
|
K |
250 ±5 |
30 ±5 |
1°C/s-4°C/s; time above 183°C, |
3 |
|
|
(component temp) |
|
90 s - 120 s |
|
Test condition E is cancelled; use test condition C.
Test condition F is cancelled; use test condition B.
Test condition G is cancelled.
METHOD 210F
8 February 2002
6
MIL-STD-202G
FIGURE 210-1. Component lead and mounting examples.
METHOD 210F
8 February 2002
7