Материал: Системы автоматизированного проектирования лекал и раскладок
.6 Конвертор
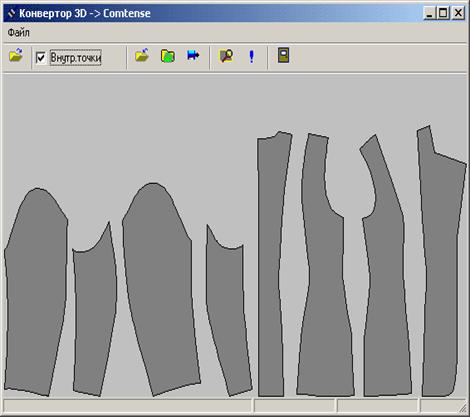
Конвертор- Для ряда зарубежных САПР таких как Novocut, Lectra, Investronica, Gerber, разработан конвертор, позволяющий импортировать лекала и раскладки в формат САПР КОМТЕНС. В модуле реализован ввод и вывод лекал в стандартном формате формате DXF AAMA.
.7 Нормирование сырья
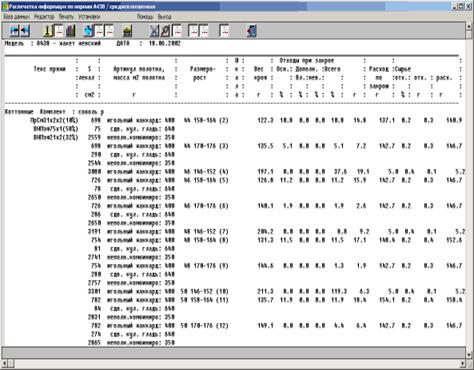
Функции программного обеспечения нормирования сырья:
Расчет нормы расхода сырья для кроеных изделий;
Создание накопительной информации расхода полотна по раскладкам;
Расчет нормы расхода сырья для купонных и полурегулярных изделий верхнего трикотажа с учетом переплетений;
Расчет средневзвешенных норм расхода сырья по модели в целом;
Расчет вспомогательных материалов: ниток, беек, кружев и т.д.
.8 Расчет куска
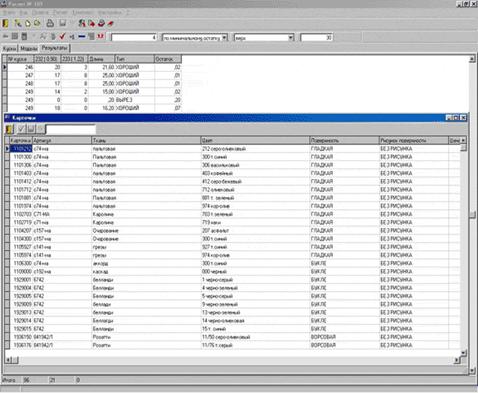
Расчет куска - блок программ для расчета (формирования минимального остатка), учета кусков на складе и подбора и расчета фурнитуры. На основе имеющихся раскладок, плана выпуска изделий и наличия кусков ткани она позволяет распределить куски по настилам с минимальными остатками.
В программе присутствуют следующие алгоритмы распределения:
распределение раскладок по кускам «на 1 настилочный стол», куски ткани подбираются на каждый настил полностью;
распределение раскладок по кускам «на 2 или 3 настилочных стола», при этом каждый кусок разбивается не более чем на 2 или 3 настила.
Без снижения эффективности распределения, применение программы "Расчет куска" позволяет снизить трудоемкость работы с кусками ткани в раскройном цехе.
Программа позволяет рассчитывать различные ткани, учитывать способ настилания, печатать различные виды накладных, паспортов кусков.
.9 Технологическая
последовательность
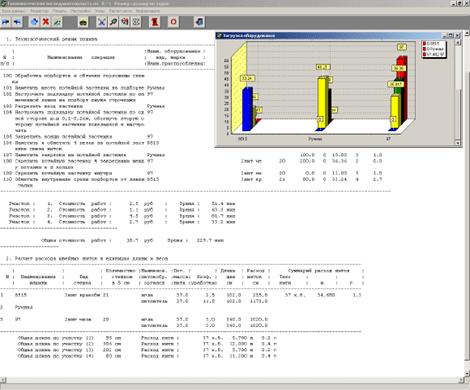
Программа "АРМ Технолог" предназначена для автоматизации работы технологов экспериментального и швейного цехов швейного производства и позволяет решить следующие задачи:
составление технологической последовательности изготовления швейных изделий;
нормирование времени выполнения операций;
расчет стоимости отдельных операций и технологической последовательности в целом;
разбиение технологической последовательности на организационные операции в соответствии с тактом процесса;
составление индивидуальных заданий рабочим на основе технологической последовательности;
расчет расхода швейных ниток.
Составление технологической последовательности (ТП) изготовления швейных изделий в программе возможно 3-мя способами:
С помощью модификации существующей ТП на однотипное изделие.
"Быстрый" набор ТП из операций и узлов, имеющихся в Базе Данных.
Последовательный набор ТП с возможностью одновременного пополнения Базы Данных технологических операций.
Нормирование времени выполнения операции основано на использовании существующих методик, доработанных с учетом требований современного производства. Оно позволяет технически обосновать время выполнения операции, разделяя общее время на составляющие части, доступные для анализа и коррекции.
В расчете стоимости операций возможно изменять стоимость секунды не только в зависимости от «разряда операции», но и от вида работ (ручные, машинные, автоматические, ВТО и т.д.).
Разбиение технологической последовательности на организационные операции может проводиться автоматически (желаемый результат достигается путем настройки исходных параметров), вручную и комбинированным способом. Эффективность работы автомата разбиения определяется гибкостью настройки исходных параметров.
Составление индивидуальных заданий рабочим на основе технологической последовательности может осуществляться аналогично разбиению по такту процесса, но с учетом некоторых особенностей «небольшого» производства.
На основе неделимых операций в программе могут быть сформированы организационные. Для этого предусмотрен специальный режим, при котором используются средства оперативного контроля с возможностью фильтрации и сортировки неделимых операций. Это позволяет минимизировать ошибки и упростить сам процесс формирования ТП.
В настоящее время программа
применяется на трикотажных фабриках и швейных предприятиях (Ассортимент:
мужские брюки, корсетные изделия, пальто, спецодежда).
.10 Управление швейным цехом
контроль выпуска партий (в том числе малых) изделий;
оптимизация размещения технологических (неделимых) или организационных операций по имеющимся рабочим местам;
повышение производительности труда швей за счет рационального распределения работ.
Программа имеет специальный раздел планирования швейного производства. Входной информацией здесь является план выпуска изделий на заданный срок (обычно 2-3 месяца). Пользователь, обычно это руководитель производства, на основе заданного плана проводит анализ общего времени выполнения и времени загрузки имеющегося оборудования. Далее план разделяется по требуемым критериям на этапы - разделы плана, и передается мастеру в цех для формирования сменных заданий швеям. Сменное задание представляет собой перечень работ для каждого работника. По окончании смены листки-задания с проставленным фактом собираются, и результаты работ вносятся в программу.
Программа позволяет:
оперативно вносить изменения в разделы плана: добавлять или удалять отдельные изделия, изменять их выход;
отслеживать состояние исполнения любого изделия;
накапливать информацию о
производительности труда каждого работника и использовать ее при составлении
сменных заданий.
3. САПР «Грация»
.1 История развития САПР
Первыми в мире приступили к автоматизации процессов в легкой промышленности американцы. Они создали автоматизированную раскройную установку (АРУ) для порезки настилов ткани специальным ножом без предварительной разметки по заданной программе. Путь к широкому промышленному использованию и признанию не был простым. Разработчики около пяти лет безуспешно убеждали предприятия легкой промышленности в эффективности и перспективности этого подхода. И только однажды им удалось уговорить одно автомобильное предприятие попробовать установку при раскрое материалов для сидений. Результат превзошел все ожидания. Только после этого комплекс начали использовать и предприятия легкой промышленности. Следует отметить, что большинство современных САПР очень сильно похожи на американскую систему "Гербер".
В России первая САПР для легкой промышленности была разработана совместно специалистами отдела математического моделирования и оптимального проектирования Института проблем машиностроения АН Украины и Проектно-конструкторского бюро автоматизированных систем управления текстильной и легкой промышленности в Москве. Система разрабатывалась на базе АРМ СМ-4.
Специалисты Института разработали программное обеспечение проектирования раскладок (САПР).
Специалисты ПКБ разрабатывали Автоматизированную Раскройную Установку (АРУ) для раскроя лазерным лучом.
В 1988 году система демонстрировалась на ВДНХ СССР. САПР была отмечена "Золотой медалью" поскольку реализованная программа автоматического проектирования раскладок превосходила все известные в мире программы.
Разработанная система удовлетворяла необходимым требованиям, но не получила, и не могла получить, широкого распространения, поскольку АРМ СМ-4 было фондируемой техникой. Их выделялось 1-2 на все Министерство легкой промышленности.
Нормальное развитие САПР началось с появлением в 90-х годах в нашей стране IBM PC компьютеров.
Полученные результаты не пропали даром. На их основе были разработаны известные САПР - "Грация" и "Комтенс".
Основы «Грации» закладывались более тридцати лет назад. В 1972 году в Институте проблем машиностроения АН Украины был создан отдел математического моделирования и оптимального проектирования. Его возглавил один из учеников академика В.Л. Рвачева, профессор Ю.Г. Стоян. Под его руководством разработаны теория и математические методы геометрического проектирования. В рамках этой теории задача построения раскладки формулируется и решается как задача оптимального размещения геометрических объектов в заданной области. Уже в 1977 году была создана программа автоматического построения секционных раскладок для раскроя трикотажных полотен, построены в компьютере и нарисованы в натуральную величину на плоттере реальные оптимальные раскладки. Использование специальных математических методов отличает «Грацию» от зарубежных и отечественных систем.
Разработка системы велась для предприятий, которым не досталось закупленных в то время правительством за рубежом нескольких десятков САПР с целью перевооружения предприятий легкой промышленности. Разработка «Грации» велась в тесном сотрудничестве со специалистами предприятий. Это позволило учитывать особенности российского производства и создавало предпосылки для дальнейшего развития и совершенствования.
В 1991-1993 гг. были разработаны и установлены системы на предприятиях Киева, Бердичева, Коростеня, Чернигова, Архангельска, Воронежа, Калуги.
Результаты были очень хорошие.
В 1994 г. Открылось новое направление использования «Грации» - замена работающих на предприятиях зарубежных САПР.
На Курском трикотажном комбинате с 1989 года работала испанская система "Инвестроника", включающая Дигитайзер, Плоттер и АРУ из 4 раскройных столов. Установили «Грацию», подключили все оборудование и организовали параллельную работу систем. Одну и ту же работу можно было выполнить по одной и по другой системе. Какая система и чем лучше, говорили результаты работы. Оценивались два основных показателя - время подготовки от ввода лекал с дигитайзера, градации, построения раскладок и создания программы порезки настила на АРУ, и процент использования материала. При выполнении пятидесяти реальных заданий время выполнения по «Грации» сократилось в два с половиной раза, и использование материала повысилось на два процента. Все новые изделия стали готовить к запуску в производство по «Грации», а созданные ранее по мере необходимости постепенно переведены в «Грацию».
Несмотря на полученные результаты сравнения систем, которые являлись несомненным успехом, главный инженер комбината Галина Ивановна Ильина говорила: "Это все хорошо, поддерживается массовость производства, но, ни та, ни другая система не автоматизирует конструкторскую подготовку. Ввод лекал с дигитайзера, графическое моделирование и градация лекал с помощью норм приращений не способствуют повышению качества изделий и расширению ассортимента, а являются просто необходимой работой по "оцифровке" лекал для построения раскладок.
Как показало время, это совершенно справедливо. Более того, такое положение дел сохранилось до сих пор в большинстве зарубежных и российских систем.
Со временем были проведены сравнения и заменены другие системы.
Система "Майкродэйнемикс" десять лет работает на Нижегородском швейном ЗАО "МАЯК". Предприятие производит одежду для внутреннего рынка и выполняет заказы инофирм по поставляемым ими лекалам. Весной 1999г. для выполнения договора с немецкой фирмой потребовалось существенно сократить сроки подготовки моделей к запуску. Прежде, чем заменить САПР "Майкродэйнемикс", специалисты подробно ознакомились с известными зарубежными и отечественными системами и выбрали "Грацию". После этого время подготовки к запуску заказа немецкой фирмы сократилось более чем в четыре раза. Проектирование собственных изделий на предприятии ведется с использованием нового подхода, а выполнение заказов инофирм - по традиционной схеме, с использованием дигитайзера.
Проведенное сравнение с системой "Лектра" в сентябре 1999г. в Новосибирском ОАО "СИНАР" показало, что возможности "Грации" значительно шире, а производительность в несколько раз выше.
На Нижегородском швейном ЗАО "ВОСХОД" была заменена английская система "Сайбрид".
Выяснилось, что "Грация" позволяет по-новому организовать процесс разработки и подготовки к запуску новых моделей, так как при ее использовании отпадает необходимость не только в конструкторе, выполняющем градацию лекал, но зачастую, и в операторе-раскладчике лекал. Это возможно благодаря тому, что разработка раскладок лекал в системе выполняется значительно быстрее и проще, чем в наиболее известных САПР, а применение в программах математических методов геометрического проектирования гарантирует автоматическое выполнение всех задаваемых технологических требований к раскладке. Кроме того, разработка раскладки лекал конструктором создает условия для корректировки конструкции модели с целью достижения максимального использования материала без снижения качества изделия.
Таким образом, при замене зарубежных САПР на "Грацию" первое время осуществляется принцип параллельной работы двух систем, при котором к "Грации" подключается имеющееся периферийное оборудование. Для совершенствования работы по заказам с фирмами, использующими другие САПР, разработана достаточно простая структура данных для представления хранящейся в них информации о моделях в цифровом виде, передачи их по системе Интернет и использования в "Грации".
Для уточнения ситуации с автоматизацией конструкторской подготовки мы провели семинар ведущих специалистов. Пригласили главного конструктора и главного инженера Харьковского дома моды и Московского дома моды трикотажных изделий на комбинат, где вместе со специалистами комбината основательно обсудили эти вопросы.
Установили, что конструкторская подготовка включает в себя решение следующих задач:
.Разработка изделия в базовом размере - построение базовой конструкции (БК) по используемой методике конструирования и построение модельной конструкции (МК).
.Построение лекал нужных размеров, ростов и полнот.
.Построение лекал модели на индивидуальную фигуру.
.Внесение изменений при изменении свойств материалов, прибавок, конструктивных решений, направлений моды.
Применяемые системы не решают в полной мере ни одну из поставленных задач. Они предполагают следующую схему работы.
В базовом размере лекала изделия строятся на картоне вручную и вводятся в компьютер с помощью дигитайзера. Или строятся непосредственно в компьютере с применением графических приемов моделирования.
Основной, непреодолимый, недостаток обоих способов состоит в том, что они не могут обеспечить взаимосвязь деталей по построению. Построили лекала, отшили образец, изменили линию проймы - необходимо внести соответствующие изменения во все сопрягаемые и производные лекала.
Построение лекал нужных размеров и ростов может производиться двумя разными способами:
Построением лекал в каждом размере и росте индивидуально.
Градацией - получением из лекал базового размера и роста с помощью градации, заданием норм приращений в конструктивных точках.
Первый способ обеспечивает качество изделий в каждом размере, но является трудоемким. Второй подход ускоряет процесс построения лекал, но является приближенным и приводит к изменению балансовых характеристик, сопряжения деталей и ухудшению качества изделий. Чем дальше нужный размер отстоит от базового, тем больше будут искажения.
Основной, труднопреодолимый недостаток градации это ухудшение качества изделий в других размерах.
Построение лекал модели на индивидуальную фигуру надо выполнять отдельно.
После изменения прибавок и конструктивных решений необходимо перестроить практически все лекала.
Специалисты «Грации» пришли к выводу, что устранить имеющие место недостатки при решении задач конструкторской подготовки не возможно, не выходя за рамки графических подходов.
В сентябре 1995 года была поставлена задача разработки системы автоматизации конструкторской подготовки, которая удовлетворяла бы следующим основным требованиям:
.Осуществляла комплексную автоматизацию всех задач конструкторской подготовки.
.Позволяла работать по любой методике конструирования, совокупности методик или собственной оригинальной методике.
Вся творческая работа выполняется Конструктором, вся техническая, рутинная работа выполняется системой. Конструктор строит любое изделие по любой методике конструирования в Базовом размере. Система быстро и точно выполняет решение всех задач конструкторской подготовки - строит лекала заданных размеров, ростов и полнот, строит лекала на индивидуальную фигуру с учетом размеров и осанки; перестраивает все лекала при изменении значений прибавок и конструктивных решений.