Материал: Системы автоматизированного проектирования лекал и раскладок
.3.2 TopCut 3
Модель с максимальной толщиной настила 3 см
оптимальна для производств, кроящих средние партии изделий, а также для кроя
тканей с пропиткой, плохо пропускающих воздух, таких как плащевые.

Характеристики АРУ F.K Group TopCut 3:
|
|
Стандартная конфигурация |
||
|
Максимальная толщина настила (в сжатом виде) |
30 мм |
||
|
Максимальная ширина рабочей области |
180 см |
200 см |
220 см |
|
Длина рабочей области |
160 см |
200 см |
270 см |
|
Полная ширина основания |
2.73 м |
2.93 м |
3.13 м |
|
Полная длина основания |
4.675 м |
5.325 м |
6.585 м |
|
Максимальная скорость кроя |
48 м/мин |
||
|
Расход сжатого воздуха 8 бар |
200 л/мин (н.у.) |
||
|
с системой охлаждения |
300 л/мин (н.у.) |
||
|
Средняя/максимальная потребляемая мощность |
10/15 кВт (1турбина) |
||
.3.3 TopCut0-30
Раскройная установка TopCut0-30 позиционируется
как решение для предприятий среднего масштаба. Обладает практически всеми
технологическими преимуществами раскройных установок старшей серии, такими как
система регулировки вакуума и пневматическая система заточки ножа.

Раскрой настилов от однослойного до многослойного с толщиной в сжатом виде до 30 мм
Гибкость в настройке режима кроя, позволяющая кроить эластичную и жёсткую, тонкую и толстую ткань
Универсальна в применении - используется в автомобильной, мебельной, швейной отраслях.
Износоустойчивое щёточное покрытие и система
автоматической регулировки уровня вакуума.
Характеристики АРУ F.K Group TopCut0-30:
|
Максимальная толщина настила (в сжатом виде) |
30 мм |
||
|
Максимальная ширина рабочей области |
180 см |
200 см |
220 см |
|
Полезная длина кроя |
320 см |
420 см |
520 см |
|
Полная ширина основания |
266 cм |
286 cм |
306 cм |
|
Полная длина основания |
500 cм |
600 cм |
700 cм |
|
Максимальная скорость кроя |
48 м/мин |
||
|
Расход сжатого воздуха 8 бар |
200 л/мин (н.у.) |
||
|
с системой охлаждения (доп.) |
300 л/мин (н.у.) |
||
|
Средняя/максимальная потребляемая мощность |
7/13 кВт |
||
.3.4 TopCut0-30 + настил FK490Micro
В соединении с устройством для настилания
FK490Micro (поставляется отдельно), раскройная установка создаёт раскройный
комплекс, управляемый одним оператором.
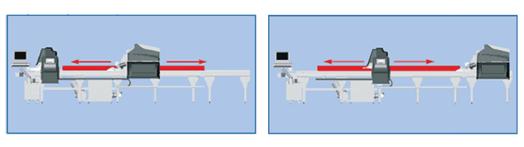
Основные характеристики:
Автоматическое или полу-автоматическое настилание ткани без оператора
Выбор числа слоёв и длины настила. Максимальная толщина настила - 6 см в несжатом виде
Само-регулирующееся натяжение ткани
Работа с рулонами диаметром до 40 см и массой до 30 кг
Габариты комплекса TopCut0-30 + FK490Micro:
|
|
Стандартная конфигурация |
||
|
Ширина рабочей области |
180 см |
200 см |
220 см |
|
Полезная длина кроя |
320 см |
420 см |
520 см |
|
Полная ширина основания |
266 см |
286 см |
306 см |
|
Полная длина основания |
620 см |
720 см |
820 см |
.4 Установка для настилания
Для настилания ткани мы предлагаем установки серии 480 CNC производства компании F.K Group.
Основные свойства установок этой серии:
запатентованное устройство подачи ткани с индивидуальным натяжением ремней конвейера
настилание без натяжения с компьютерным управлением: от лайкры до джинсовой ткани, от джерси до технических тканей
возможность модернизации установки до более старших моделей
сенсорный экран управления режимами настилания
широкий выбор приспособлений для всех режимов настилания
низкое энергопоторебление и простота в
обслуживании.

Технические характеристики установок серии 480 CNC
|
Максимальная ширина рабочей области |
160 см |
180 см |
200 см |
220 см |
240 см |
|
Максимальная скорость настилания |
85 м/мин |
||||
|
Максимальная скорость возврата |
100 м/мин |
||||
|
Максимальный диаметр рулона |
70 см |
||||
|
Максимальный вес рулона |
70 кг (опц. 200 кг) |
||||
|
Габариты (модель 180см) ШxДxВ |
300см x 122см x 174см |
||||
|
Высота стола |
85/90 см |
||||
|
Масса (модель 180см) |
500 кг |
||||
|
Давление сжатого воздуха |
6 бар |
||||
|
Потребляемая мощность |
100/115/230V ±10% 50/60Hz 2,5 кВт |
||||
|
Шум |
<80 ДБ |
||||
Заключение
Системы автоматизированного проектирования лекал и раскладок созданы на базе передовых компьютерных технологий и предназначены для конструкторско-технологической подготовки производства изделий в различных отраслях. САПР широко используются в индивидуальном и серийном швейном (трикотажном) производствах, а также эффективно применяются в производстве автомобильных кресел и чехлов, мягкой мебели, игрушки, кожгалантереи, изделий из меха.
Применение САПР позволяет повысить производительность труда конструкторов и технологов более чем в 2 раза, за счет этого существенно снизить трудоемкость и сроки разработки изделий, в среднем на 5% сократить расход материала, более чем в 3 раза сократить потребности экспериментального цеха в производственных площадях.
Основные этапы конструкторско-технологической подготовки швейных изделий в САПР включают: построение базовых конструкций изделий, конструктивное моделирование, градацию лекал по размерам и ростам, раскладку лекал, зарисовку лекал и раскладок на плоттере. Дополнительные этапы присутствуют в каждом САПР, они различные, что позволяет предприятиям делать свой выбор.
Отличительной особенностью САПР является высокая степень автоматизации всех этапов подготовки производства, надежность программного обеспечения, возможность использования стандартных типовых решений, гибкость пользовательских настроек.
Предусмотрено решение специальных задач
подготовительного раскройного производства: расчет плана раскроя партии
изделий, составление технологической последовательности производства и
разделение труда.
Источники информации
Журнал "Швейная промышленность" №2/2004.RU
Журнал «Швейная промышленность» №5/97://www.comtense.ru/idx.htm.saprgrazia.com
Журнал «ЛегПром Бизнес Директор» №5(55)Май'03 стр.6-7
Журнал «В мире оборудования» №6(65) сентябрь 2006 стр.26-27
Журнал «В мире оборудования»№5-6(10-11)май-июнь2001 стр.28-29
www.textile-press.ru
<#"866146.files/image082.gif">
В заключение хочется выразить надежду, что данная публикация поможет Вам лучше ориентироваться в системах автоматизированного проектирования и сделать выбор, который поможет поднять Ваше производство на качественно новый, более высокий уровень.
Статья №3
Статья опубликована в «Швейная промышленность» № 4, 2005
Решение интеллектуальных задач конструирования
в САПР «Грация»
Сурикова О.В., Сурикова Г.И., Ахмедулова Н.И., Жерлупина А.Е.
Образовательное учреждение высшего профессионального образования Ивановская государственная текстильная академия
Современный подход к проектированию одежды в системе «Форма фигуры - Материал - Конструкция - Одежда» требует всестороннего учета исходных параметров объектов системы и требований к их использованию при разработке конструкции. Качество разработки базируется на глубоких знаниях и большом опыте проектировщика-конструктора. При отсутствии в его распоряжении функциональных взаимосвязей между входными и результирующими параметрами системы и критериев оптимизации для промежуточных этапов проектирования достижение желаемого результата возможно путем многократных проб и корректировок.
Компьютерные технологии позволяют реализовать системный принцип проектирования одежды, расширяют объем и возможности использования исходной информации, повышают точность и ускоряют процесс выполнения расчетных и графических процедур, освобождая проектировщика от рутинных видов работ. Однако в современных системах автоматизированного проектирования конструктор по-прежнему остается ядром процесса, генератором логических выводов и принимаемых решений. А успех проекта во многом зависит от его таланта и опыта.
На начальных этапах разработки новой модели конструктору трудно предусмотреть все функциональные взаимосвязи между параметрами системы и оценить целесообразность принимаемых решений. Затруднительность обуславливается геометрической неопределенностью объекта проектирования и сложностью процесса преобразования плоского текстильного материала с анизотропными показателями свойств в неразвертываемую объемную поверхность деталей и узлов изделия. Поэтому, несмотря на использование компьютерной техники, труд конструктор по-прежнему остается многовариантным и не застрахованным от ошибок и неудач.
Выходом из этой ситуации является внедрение систем с элементами искусственного интеллекта. Такие системы позволяют организовывать ветвящиеся процессы с многоальтернативным результатом, направленным на достижение оптимальных сочетаний свойств объектов системы не только на конечном этапе, но и на промежуточных стадиях. Системная организация внутрипроцессного прогнозирования результатов проектных действий позволяет предостеречь конструктора от нерациональных действий.
Такими возможностями обладает система автоматизированного проектирования одежды - САПР «Грация». Принципы ее построения и функционирования позволяют решать задачи не только технического, но и интеллектуального плана. Удобный интерфейс, развитая сеть поддерживающих (подстраховывающих и подсказывающих) функций, реализация принципов наследования и саморегулирования, а также открытость системы, создают широкие перспективы для ее использования в системном проектировании одежды
Отличительной особенностью «Грации» является использование алгоритма, представляющего собой своеобразную форму записи процедур проектирования. Каждая строка алгоритма являет собой команду для выполнения системой того или иного действия. Набор команд и последовательность их выполнения определяют маршрут проектирования. Проектировщик видит на экране одновременно и алгоритм, и результат действий системы по каждой выполняемой строке этого алгоритма.
По мере выполнения команд рождается чертеж конструкции, происходит формирование лекал, реализуются последовательные операции по проверке сопряженности срезов деталей, по оценке соответствия конструкции условиям равновесного положения изделия на фигуре.
Содержание алгоритма конструктор формирует сам в соответствии с условиями и задачами проектирования, используя при этом удобные команды экранного меню в так называемом режиме «Мастеров». Система направляет конструктора по необходимой последовательности формирования команды. Каждая записанная команда, мгновенно реализуется на экране в виде очередного построенного элемента конструкции изделия. Режим «Мастеров» не только сокращает время на разработку алгоритма, но превращает труд по его созданию в увлекательный процесс формирования стратегии проектирования.
Наличие алгоритма позволяет воспроизводить по нему процесс разработки конструкции не ограниченное число раз, и каждый раз конструкция будет простраиваться в автоматическом режиме. Построение будет выполнено не только для размера, принятого за исходный при разработке алгоритма, но и для любого другого размерного или ростового варианта фигуры. При этом отпадает надобность в таком трудоемком технологическом этапе как градация лекал.
Кроме того, единожды созданный алгоритм обеспечивает возможность реализации модульного принципа проектирования коллекций моделей на одной конструктивной основе (рис.1,а), а также получения по нему многоальтернативных решений объемно-силуэтных форм (рис.1,б). Для перехода от одной модели к другой достаточно изменить численные значения входных параметров в таблице исходных данных. Перестроения конструкции происходят мгновенно без каких-либо дополнительных действий конструктора.
Но особенно широкие возможности в создании ветвящихся
процессов открывает использование в алгоритме условного оператора «Если»,
который направляет процесс проектирования по одному или другому руслу в
зависимости от выполнения или не выполнения поставленного условия. Так решена
задача автоматического построения по одному алгоритму конструкций с различным
количеством вытачек по линии талии.
Рис. 1. Разработка коллекций моделей по одному
алгоритму
Решение основано на оптимизации расчета растворов и расположения вытачек. Введение в структуру алгоритма критерия оптимизации параметров вытачек позволяет реализовать функциональную взаимосвязь параметров объемно-силуэтного решения с формой поверхности фигуры потребителя и со свойствами материалов.
В традиционном конструировании количество вытачек и их параметры связывают только с величиной суммарного раствора вытачек (Sвыт), который определяют разностью проектируемой ширины изделия на двух смежных уровнях. При этом ограниченная база исходных данных не позволяет в полной мере учесть характер распределения обхватов фигуры и формы изделия на переднюю и заднюю части. А отсутствие критериев внутриоперационной проверки и оптимизации параметров системы зачастую приводят неправильному распределению общей ширины на детали, к нарушению поперечного баланса конструкции и к последующему дефекту посадки на фигуре потребителя.
К примеру, при построении конструкции юбок
авторами рекомендовано проводить распределение общей ширины изделия на переднюю
и заднюю по расчетному коэффициенту соотношения размерных параметров фигуры
потребителя. Для выбора рационального решения в структуру алгоритма введено
дополнительное условие согласования растворов вытачек со свойствами материалов.
В результате при выполнении одного алгоритма система проводит расчеты заданных
соотношений и реализует построение конструкции юбки рациональному
альтернативному варианту: с одной вытачкой на каждой детали (рис.2 а), с одной
вытачкой на передней части и двумя вытачками на задней части (рис. 2,б) или с
двумя вытачками на передней и на задней частях (рис.2в). Выбор конструктивного
решения в алгоритме осуществляется с использованием условного оператора Если.