Материал: Разработка робототехнического комплекса по производству фанеры
Рисунок 19. - Ультразвуковые датчики приближения
Общие данные
диапазон чувствительности с.о. 10 ... 200 мм
Диапазон сканирования дальняя граница Сде 30 ... 200 мм
гистерезис тип. 4% Сде
Повторяемость <0,5 мм
температурный дрейф <0,18% Сде / К
Регулировка Teach-In
время отклика тонн <10 мс
Время спада Toff <10 мс
Выравнивание помощь целевой дисплей мигает
звуковая частота 380 кГц
Индикатор выхода зеленый светодиод
) Датчик положения.
Рисунок 20.- Датчик положения
Технические характеристики:
Напряжение питания (постоянное) 24 В,
Ток нагрузки 0,4 А,
Время переключения контактов 4 мс.
) Датчик зажим/разжим.
Требуемое усилие зажима инструмента в пневмопатроне обеспечивается
пружиной. Зажим инструмента фиксируется срабатыванием датчика, подключенного к
входу контроллера, то есть, подачей на этот вход сигнала логической единицы.
Разжим инструмента в патроне осуществляется с помощью пневмоцилиндра. При
подаче с выхода контроллера управляющего напряжения на катушку пневмозолотника
шток пневмоцилиндра перемещается исжимает пружину патрона, что позволяет
вынимать и вставлять инструмент впатрон. При снятии управляющего напряжения с
катушки электропневмозолотника шток пневмоцилиндра перестает противодействовать
пружине, и поддействием последней инструмент зажимается в патроне. Если в
патрон невставлен инструмент, то датчик зажима зафиксирует достигнутое усилие
сжатия губок патрона и выдаст сигнал логической единицы на вход контроллера.

Рисунок 21. - Датчик зажим/разжим.
Технические характеристики:
Напряжение питания (постоянное) 24 В,
Ток нагрузки 0,4 А,
Время переключения контактов 4 мс.
.2 Выбор контроллера
S7-200 как только при проектировании системы автоматизации речь заходит о
большом количестве входных/выходных сигналов системы управления, о ее сетевой и
распределенной структуре, необходимости диспетчеризации или обслуживания
большого количества интеллектуального технологического оборудования по цифровым
интерфейсам - идеальным решением будет использование контроллеров серии SIMATIC
S7-200. Эта серия свободно программируемых контроллеров позволяет
воспользоваться всеми преимуществами оборудования подобного класса. S7-200 -
это очень гибкая модульная система, которая поддерживает работу более чем с 200
дискретными и 50 аналоговыми входами и выходами, а также дает возможность
работать практически с любыми известными интерфейсами и протоколами.
Конфигурация SIMATIC S7-200 состоит из центрального процессора и опциональных
модулей расширения, которые могут быть подключены с помощью встроенных в них
шлейфов. Помимо дополнительных модулей дискретных и аналоговых сигналов, существуют
коммуникационные модули, которые позволяют использовать такие промышленные
интерфейсы, как Profibus DP, Ethernet, As-i.

Рисунок 22. - Контроллеры серии SIMATIC S7-200
Отличительные особенности семейства SIMATIC S7-200:
· время выполнения 1 К логических инструкций не превышает 0.22 мс;
· наличие скоростных счетчиков внешних событий;
· наличие быстродействующих входов аппаратных прерываний;
· возможность наращивания количества обслуживаемых входов-выходов (за исключением систем на основе CPU 221);
· наличие импульсных выходов (широтно- или частотно-импульсная модуляция);
· потенциометры аналогового задания цифровых параметров;
· часы реального времени (встроенные или устанавливаемые в виде съемного модуля);
· мощный набор инструкций языка программирования;
· один или два порта RS 485 универсального назначения;
· функции ведущего устройства AS-Interface, обеспечиваемые коммуникационным модулем CP 243-2;
· функции ведомого устройства PROFIBUS DP, обеспечиваемые коммуникационным модулем EM 277;
· функции обмена данными через Industrial Ethernet, поддерживаемые коммуникационным процессором CP 243-1;
· обмен данными через системы модемной связи, обеспечиваемый модулями EM 241 и MD 720-1;
· дружественная оболочка программирования STEP 7 Micro/WIN;
· трехуровневая парольная защита программ пользователя;
· возможность работы с устройствами человеко-машинного интерфейса.
.3 Разработка циклограммы
Циклограмма (техника) - временная диаграмма программы производственного процесса
Процесс моей циклограммы начинается с включения портального робота, потом он с положения над ванной 1 захватывает заготовку и перекладывает его в бункер, потом с положения над ванной 2 захватывает заготовку и перекладывает его также в бункер. Далее бункер по одному отправляет бревна на линию, далее по линии он попадает на окорочный станок, после на распилку, затем толкатель его отправляет по линии на лущилный станок. Далее по линии шпон попадает в станок для обрезания, после в станок для сборки шпона в паллеты(кучи). Затем по линии попадает в сушилку, после обрезка дефектов, клейка, холодное прессование затем на горячую прессовку после охлаждается шлифуется и упаковывается. Затем по линии попадает на поддоны и складируется погрузчиком на склад.
.4 Разработка структурной схемы автоматизированной системы управления
Нижний уровень (полевой) состоит из первичных датчиков (изме- рительных
преобразователей), осуществляющих сбор информации о ходе технологического
процесса, приводов и исполнительных устройств, реализующих регулирующие и
управляющие воздействия, кабельных соединений, клеммников и нормирующих
преобразователей.
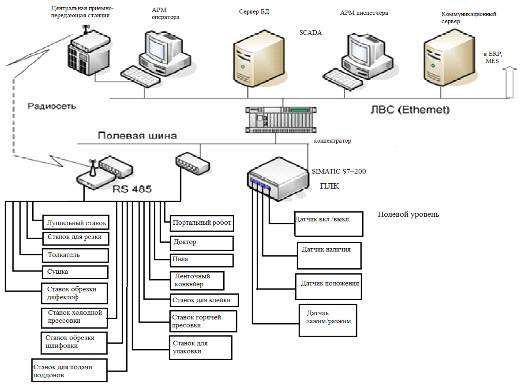
Рисунок 23. - Обобщенная структура системы управления
Средний уровень (контроллерный) состоит из контроллеров и про- чих устройств аналого-цифрового, цифро-аналового, дискретного, им- пульсного и т.д. преобразования и устройств для сопряжения с верхним уровнем (шлюзов). Отдельные контроллеры могут быть объединены друг с другом при помощи контроллерных сетей. Контроллерные сети строятся на базе интерфейсов RS-232, RS-485 или же (при использова- нии соответствующих контроллеров) Profibus, HART, CAN и других со- вместимых с серверами OPC- и SCADA-систем.
Верхний уровень (информационно-вычислительный) состоит из компьютеров, объединенных в локальную сеть Fast Ethernet (возможно Ethernet) с использованием в качестве передающей среды медной витой пары или (при больших расстояниях) оптоволокна. Протокол передачи данных - для удаленных подключений TCP IP.
Датчики с нижнего уровня поставляют информацию среднему уровню управления локальным контроллерам (ПЛК), которые могут обеспечить реализацию следующих функций:
•сбор, первичную обработку и хранение информации о состоянии оборудования и параметрах технологического процесса;
•автоматическое логическое управление и регулирование;
•исполнение команд с пункта управления;
•самодиагностику работы программного обеспечения и состояния самого контроллера;
•обмен информацией с пунктами управления.
Заключение
Данная работа была посвящена РТК по производству фанеры.
В ходе выполнения курсовой работы РТК по производству фанеры я ознакомился с принципами работы основного оборудования и промышленных роботов.
В виде основного оборудования были использованы:
) Окорочный станок модели VK26 MX;
) Линия раскроя бревен на чураки фирмы RAUTE WOOD;
) Лущильный станок Raute;
) Роторные ножницы модели RCH 1600 фирмы RAUTE WOOD;
) Сушилка шпона модульной конструкции фирмы RAUTE WOOD;
) Шпонопочиночный станок модели ПШ;
) Автоматический станок мод C2R-130 Клеевой валец модели КВ 14;
) Холодный пресс ОМС;
) Гидравлический пресс многопролетный фирмы OLM;
) Станок для обрезки фанеры модели SDR фирмы OLM.
Также выяснил принципы управления различными манипуляторами.
В соответствии с заданием на курсовую работу была разработана система автоматизированного управления.
Цели и задачи, решаемые при разработке РТК, достигнуты.
Список использованной литературы
. Довбня Н.М. Роботизированные технологические комплексы в ГПС 1990г
2. Организационно технические основы гибкого автоматизированного производства Минск 2012
. Технические средства автоматизации, М.Ю. Рачков, Москва, МГИУ, 2006, 185 с.
. Технические измерения и приборы, Рачков М.Ю., 2-е изд., М., МГИУ ИДО, 2007, 200 с.
. Пневматические средства автоматизации, М.Ю. Рачков, Москва, МГИУ, 2005, 288 с.
. Оборудование и основы построения ГАП, М.Ю. Рачков, Москва, Высшая школа, 1991, 166 с.
. Роботы вертикального перемещения, В.Г. Градецкий, М.Ю. Рачков, Москва, Минобразования, 1997, 223 с.
. Интернет ресурс #"898478.files/image024.jpg">
Рисунок 24. - Циклограмма работы линии
Приложение Б
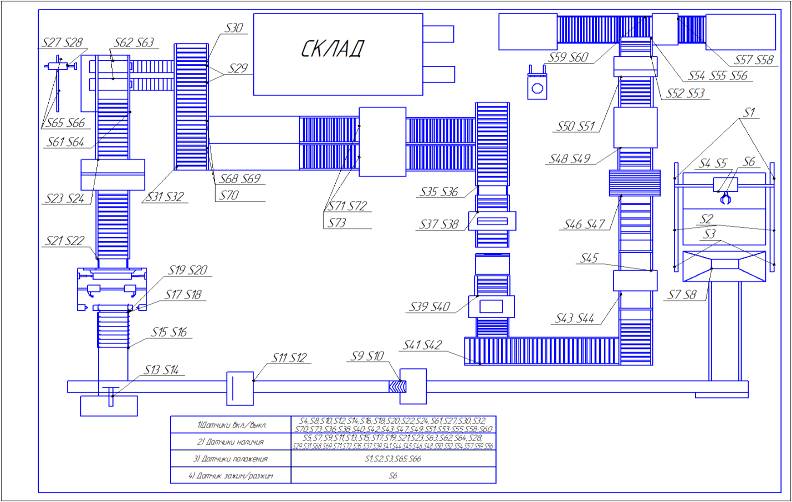
Рисунок 25. - Автоматизированная линия производства фанеры