Материал: Разработка робототехнического комплекса по производству фанеры
Станок для обрезки фанеры фирмы OLM S.CREMONA (Италия) (рисунок 13).
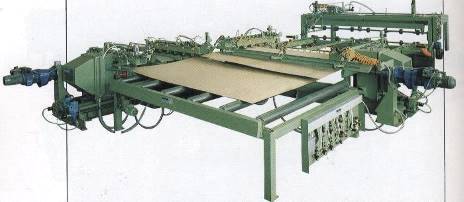
Рисунок 13. - Станок для обрезки фанеры модели SDR фирмы OLM
(Италия)
Таблица №13 Техническая характеристика станка
|
Показатели |
Значения |
|
Производительность линии, Куб. м/час |
10 |
|
Наибольшая высота обрезаемой пачки фанеры, Мм |
120 |
|
Размеры фанеры в обрезном виде, Мм |
1525х 1525 |
|
Скорость подачи кареток, М/мин |
8.5 |
|
Частота вращения пил, 1/мин |
2 800 |
|
Диаметр пил, Мм |
450 |
|
Скорость движения цепей перекладчиков пакетов, М/мин |
11 |
|
Скорость перемещения пакетов по рольгангу, М/мин |
8 |
|
Суммарная мощность, КВт |
66 |
2.2 Выбор вспомогательного оборудования
фанера робот автоматизированный контроллер
Транспортер для бревен.
Конвейера (транспортеры) цепные - используются для транспортировки штучных тяжелых грузов. Конвейера цепные используются в деревоперерабатывающей промышленности - для транспортировки досок и бревен (бревнотаски); на производстве строй материалов - для транспортировки поддонов с кирпичем, плиткой, цементом и т.п. Цепной транспортер может иметь несколько рядов рабочей цепи (ручьев) для транспортировки габаритных грузов (рисунок 14).

Рисунок 14. - Транспортер для бревен
Таблица №14 Характеристика
|
Наименование |
Значение |
|
Скорость перемещения тяговой цепи (типовая) |
19,5 м\мин |
|
Тяговое усилие привода конвейера не менее |
900 кг (до 30м), 1400кг (до 40м) |
|
Максимальный диаметр транспортируемых бревен в комле |
450 мм |
|
Длина транспортируемых бревен |
|
|
Разрывное усилие цепи |
7000кг (круглозвенная ЦЕПЬ 14Х 80) |
|
Длина конвейера |
до 40 м |
|
Установленная мощность |
4 кВт - 11 кВт |
|
Масса |
Ориентировочно 50 кг/м |
Конвейеры ленточные безроликовые типа КЛ (Б)
Конвейеры безроликовые ленточные типа КЛ(Б) (рисунок 15)- предназначены для горизонтального или наклонного перемещения зерна и продуктов его переработки. Безроликовые конвейеры часто называются "волокушей" используются для транспортировки штучных грузов (тюков, меков, ящиков, макулатуры и др.).
Особенности конструкции и принцип работы.
Безроликовый конвейер не имеет верхних роликоопор, верхняя ветвь ленты
скользит по особому листу из металла или металлопластика с низким коэффициентом
трения. Расчет привода проивзодится с учетом специфических особенностей работы
конвейера и особенностей транспортируемого груза - его склонность налипания на
ленту и лист скольжения. Рабочая ветвь ленты огибает приводной и натяжной
барабаны и поддерживается от провисания металлическим вогнутым или прямым
листом. Холостая ветвь ленты поддерживается дном короба. Транспортируемый
материал поступает в конвейер через приемный патрубок или через люки в крышках
коробов. Разгружается материал через разгрузочную течку около приводной
станции. Поверхность ленты очищается скребковым устройством, расположенным
около приводного барабана. Наибольший угол наклона конвейера по трассе 15°. Конструкция
конвейера позволяет устанавливать разное количество точек дополнительной
загрузки, количество и место монтажа которых определяют по графической
спецификации заказчика.

Рисунок 15. - Конвейеры ленточные безроликовые типа КЛ (Б)
Таблица №15 Техническая характеристика
|
Ширина ленты, мм |
300 |
400 |
500 |
650 |
|
Производительность, м³/ч |
|
|
|
|
|
- при скорости ленты 1,0 м/с |
10 |
18 |
28 |
47 |
|
- при скорость ленты 2,0 м/с |
20 |
36 |
56 |
84 |
|
Длина конвейера, м |
от 2 до 60 м |
|||
|
Натяжное устройство |
винтовое |
|||
|
Привод (на выбор) |
мотор-редукторы фирм BAUER Danfoss, SEW-EURODRIVE, NORD, BONFIGLIOLI, 4МЦ 2С (г. Псков, Россия) |
|||
|
Напряжение рабочей сети, В |
380 |
|||
|
Профиль сечения рабочей ветви |
Желобчатый или плоский с бортами |
|||
|
Угол наклона конвейера по трассе |
200 max |
200 max |
200 max |
200 max |
|
Диаметр роликов несущих роликов, мм |
102 |
102 |
102 |
102 |
|
Диаметр приводного барабана, мм |
273 |
325 |
325 |
325 |
|
Диаметр натяжного барабана, мм |
219 |
273 |
273 |
273 |
|
Длина барабанов, мм |
400 |
500 |
600 |
750 |
Поперечный накопитель с механизмом поштучной выдачи бревен Brodpol
Уcтpoйcтвo (рисунок 16) cлyжит для поштучной пoдaчи кpyглoгo лeca нa
цепной или роликовый конвейер либо бревнотаску. Оно позволяет механизировать
подачу сырья на линию лесопиления, окорки или измельчения сырья.
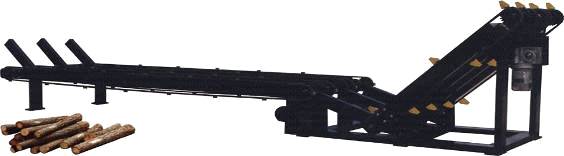
Рисунок 16. - Поперечный накопитель с механизмом поштучной выдачи бревен
Brodpol
Технические данные:
ср. диaмeтp бревен - ø 350 мм
длинa бревен - 1000 ¸ 5000 мм
cкopocть пoдaчи - пpиcпоcoблeнная к зaгpyзoчнoмy cтoлy
мoщнocть элeктpoдвигaтeля горизонтального стола-подавателя (привод цепи) - 7,5 кBт
- мoщнocть элeктpoдвигaтeля наклонного подавателя - привод толкателей - 3 кBт
нaпpяжeниe тoкa - 3 x 380 V
ГAБAPИTЫ :
- шиpинa - 3900 мм
выcoтa - 1700 мм
длинa - 7600 мм
вес - ~ 2670 кг
.3 Выбор захватного устройства для промышленного робота
Для того чтобы переместить бревна с горячей ванны на бункер нужен козловой кран. Он очень удобен потому что при перемещении он может сразу несколько бревен перемещать.
Козловые краны широко применяются на разгрузке
подвижного состава лесовозных дорог, а также на погрузке и штабелевке
сортиментов. На разгрузке с укладкой хлыстов или деревьев в запас применяются
большегрузные козловые (бесконсольные) краны ЛТ-62 и К-305Н, а также
консольно-козловые краны ККЛ-32 и ЛТ-62А, имеющие по две консоли (рисунок 17).
Рисунок 17. - козловой кран
Техническая характеристика
Грузоподьемность, Т 10
Пралет, м 20
Высота подьема, м 12,5
Длина моста, м 20000
Ширина крана, м 10350
Высота крана, м 14600
Скорость (рабочая)
подъема груза, м/мин 0,32
передвижения тележки, м/мин 0,63
передвижения крана, м/мин 1,17
Масса, Т 45
Механизм подъёма крана
Электродвигатель:
Тип 4МТМ 225L8
мощность, кВт 37
частота вращения, об/мин 955
Редуктор:
Тип 1Ц 2У-355
передаточное число 25
мощность, кВт
Тормоз механизма:
Тип ТКГ-300
тормозной момент, Н м 800
Механизм передвижения тележки
Электродвигатель:
Тип 4МТF132L6
мощность, кВт 5,5
частота вращения, об/мин 925
Редуктор:
Тип 1Ц 2У-250
передаточное число 20
мощность, кВт
Тормоз механизма:
Тип ТКГ-160
тормозной момент, Н м 100
Механизм передвижения крана
Группа классификации М 2
Скорость м/с 1,17
Род тока переменный
Колесо
Диаметр, мм 500
Диаметр цапфы, мм 100
Тип рельса Р 43 ГОСТ 7173-54
Редуктор
Тип ВКУ-610М
Передаточное число 25
Мощность, кВт 29
Электродвигатель
Тип 4MTМ 200LB8
Мощность, кВт 22
Частота вращения, об/мин 750
Тормоз
Тип ТКГ-200
Диаметр шкива, мм 200
Тормозной момент, Н*м 250
3. Разработка автоматизированной системы управления технологическим процессом по производству фанеры
АСУ ТП: назначение и состав системы
Задачи повышения эффективности производства и качества выпускаемой продукции, а также обеспечения нового качества управляемости являются насущными для любого предприятия, особенно, если технологические процессы сложны и малейший сбой может привести к существенным экономическим потерям или создать опасную ситуацию.
Реальным инструментом для решения этих задач является автоматизированная система управления технологическими процессами - АСУ ТП.
Автоматизированная система управления технологическим процессом (АСУ ТП) - комплекс технических и программных средств, предназначенный для автоматизации управления технологическим оборудованием на промышленных предприятиях. Человеческое участие при этом сведено к минимуму, но всё же присутствует на уровне принятия наиболее ответственных решений.
Основа автоматизации технологических процессов - это перераспределение материальных, энергетических и информационных потоков в соответствии с принятым критерием управления.
Назначение АСУ ТП
Основными целями автоматизации технологических процессов являются:
· Повышение эффективности производственного процесса.
· Повышение безопасности.
· Повышение экологичности.
· Повышение экономичности.
Достижение целей осуществляется посредством широкого функционала АСУ ТП.
Основные функции:
. Автоматическое управление параметрами технологического процесса. Контроллер системы осуществляет регулирование на основании пропорционально - интегрально - дифференциального закона, что позволяет достичь оптимальных переходных процессов запуска и остановки оборудования, быстрой и адекватной реакции системы на внешние изменения. Это позволяет достигать высоких качественных показателей в других технологических процессах.
. Сбор, обработка, отображение, выдача управляющих воздействий и регистрация информации о технологическом процессе и технологическом оборудовании. Контроллер системы в автоматическом режиме собирает, обрабатывает информацию от датчиков процесса, отображает её на автоматизированное рабочее место оператора в виде мнемосхемы. Мнемосхема оперативно информирует оператора обо всех технологических параметрах в режиме реального времени. На основании собранных данных контроллер АСУ ТП вырабатывает сигналы управления для исполнительных механизмов.
. Распознавание, сигнализация и регистрация аварийных ситуаций, отклонений процесса от заданных пределов, отказов технологического оборудования. На основе анализа собранных данных, контроллер системы распознаёт выход параметров за установки и сигнализирует оператору, либо автоматически блокирует нежелательное развитие ситуации.
. Представление информации о технологическом процессе и состоянии оборудования в виде мнемосхем с индикацией на них значений технологических параметров. Вся текущая информация отображается оператору в виде удобных мнемосхем, с отображением на них числовых и графических данных процесса.
. Дистанционное управление технологическим оборудованием с автоматизированного рабочего места оператора. Управление технологическим оборудованием осуществляется автоматически, либо вручную с рабочего места оператора.
. Регистрация контролируемых параметров, событий, действий оператора и автоматическое архивирование их в базе данных. Все параметры и события в системе автоматически архивируются на сервере системы. Тревожные сообщения и предпринятые оператором действия (или бездействие) фиксируется с привязкой ко времени, что значительно повышает ответственность и внимательность операторов, стимулирует их к более детальному изучению техпроцесса. Наглядно организованный просмотр произошедших событий позволяет выявить причину аварийной ситуации и выработать необходимые мероприятия для исключения повторения аналогичных ситуаций.
. Предоставление информации из базы данных в виде трендов, таблиц, графиков. Расположенная на сервере системы база данных позволяет получать не только текущую, но и архивную информацию в виде трендов, таблиц, графиков. Распечатка стандартных форм отчётности позволяет более качественно организовать делопроизводство.
. Многоуровневое парольное ограничение доступа к системе.
Все функции системы, изложенные выше, имеют ограничение в доступе к ним. Различные уровни парольной защиты позволяют гибко организовать доступ к различным функциям системы. Доступ к жизненно важным параметрам и уставкам, разрешен только специально обученному инженерному составу, с персонифицированными паролями. Выделяется, так же, уровень оператора и руководителя. Каждый оператор имеет свой персональный пароль, войдя под которым в систему, он принимает на себя всю ответственность за ведение технологического процесса. Для руководителя предоставляется вся необходимая информация о прохождении техпроцесса, в режиме просмотра.
3.1 Выбор датчиков
В производстве фанеры используют различного рода датчики.
) Датчик вкл./выкл.;
2) Датчик наличия;
) Датчик положения;
) Датчик зажим/разжим;
1) Датчик включения/выключения.
Такой датчик управляется с помощью программы системы управления.

Рисунок 18.- Датчик включения/выключения
Технические характеристики:
Напряжение питания 24 В,
Дифференциал хода 3 мм,
Время включения 0,3 мс,
Время выключения 0,6 мс,
Потребляемая мощность 0,5 Вт,
Сопротивление нагрузки 91 Ом,
Ток нагрузки 0,1 А.
) Ультразвуковые датчики приближения (положения) (рисунок 19)
предназначены для контроля наличия объекта бесконтактным способом. При этом
материал объекта значения не имеет. Ультразвуковые датчики Baumer настраиваются
либо на диапазон расстояния в котором обнаруживается объект, либо на конкретное
расстояние до объекта.
