Материал: Разработка робототехнического комплекса по производству фанеры
Разработка робототехнического комплекса по производству фанеры
Министерство образования и науки Российской Федерации
Набережночелнинский институт (филиал) федерального государственного автономного образовательного учреждения высшего образования
"Казанский (Приволжский) федеральный университет"
Инженерно-Экономический Колледж
Курсовая работа
дисциплина: Теоретические основы разработки и моделирования отдельных несложных модулей и мехатронных систем
тема: "Разработка
робототехнического комплекса по производству фанеры"
Выполнил: студент группы 7121446
Садртдинов Р.М.
Проверил: преподаватель
Юсупов Л.Р.
г. Набережные Челны, 2015г.
Содержание
Введение
. Анализ технологического процесса производства фанеры
. Разработка робототехнического комплекса по производству фанеры
.1 Выбор основного оборудования
.2 Выбор вспомогательного оборудования
.3 Выбор захватного устройства для промышленного робота
. Разработка автоматизированной системы управления технологическим процессом по производству фанеры
.1 Выбор датчиков
.2 Выбор контроллера
.3 Разработка циклограммы
.4 Разработка структурной схемы автоматизированной системы управления
Заключение
Список использованной литературы
Приложение А
Приложение Б
Введение
В последние годы происходит роботизация буквально всех сфер человеческой деятельности. Диапазон применения робототехники чрезвычайно широк:
. Роботы вытесняют человека на производстве. Полная автоматизация многих процессов сводит участие людей в производстве к принятию важных решений и устранению возникающих неисправностей оборудования.
2. Роботы используются при исследованиях космического пространства и океанских глубин.
. С помощью роботов проводятся сложнейшие хирургические операции на мозге и сердце. Разработаны роботизированные протезы конечностей и некоторых внутренних органов.
. Военная техника становится все умней и самостоятельней - управление движением, контроль обстановки, прицеливание и поражение цели производит машина, а человеку остаются решение тактических задач и техническое обслуживание.
Преимущества:
. Сокращение сроков проведения работ.
2. Повышение безопасности труда за счет вывода персонала из зоны работ.
. Точность и быстрота.
В этой курсовой работе мы будем совмещать роботов и производство фанеры, что в итоге разработка робототехнического комплекса по производству фанеры.
Применение фанеры довольно широко, вследствие чего ее разделяют по эксплуатационному назначению на следующие виды: строительная фанера, фанера общего назначения, ламинированная фанера, бакелизированная фанера, мебельная фанера, декоративная фанера, авиационная фанера и др.
Стандартная шлифованная фанера - отличный материал для строительства и мебельного производства. Красивая текстура натуральной древесины придает ей особую ценность в оформлении интерьера и экстерьера. Высокие физико-механические показатели нашей фанеры, отличная прочность, износостойкость и твердость поверхности высоко ценятся в любой отрасли.
В связи с этим разработка автоматизированного участка на основе робототехнических комплексов является актуальной задачей.
Целью курсовой работы является Разработка РТК по производству фанеры.
Объектом исследования является фанера.
Предметом исследования является процесс производства фанеры.
Для достижения поставленной цели понадобилось решение следующей задачи:
· Анализ технологического процесса производства фанеры.
· Разработка робототехнического комплекса по производству фанеры.
· Выбор основного оборудования.
· Выбор вспомогательного оборудования.
· Выбор захватного устройства для промышленного робота.
· Разработка автоматизированной системы управления технологическим процессом по производству фанеры.
1. Анализ технологического процесса производства фанеры
Фанера (древесно-слоистая плита) - многослойный строительный материал, изготавливаемый путём склеивания специально подготовленного шпона. Количество слоёв шпона обычно нечётное, от 3 и более. Для повышения прочности фанеры слои шпона накладываются так, чтобы волокна древесины были строго перпендикулярны предыдущему листу.
Фанера ФК - 1525x1525мм 1. Хвойная фанера производится в основном из сосны, свойства которой обеспечивают не только привлекательный и гармоничный вид поверхности, но и отличные показатели прочности при невысоком весе, что успешно используется в домостроении (обшивка стен, основа под полы, покрытие крыш, сооружение перегородок в жилых помещениях. Естественная красота текстуры и расцветки древесины делают хвойную фанеру незаменимой в мебельном производстве, оформлении интерьера и экстерьера. 2. Высокие физико-механические показатели березы в сочетании с многослойной структурой обеспечивают необычайную прочность березовой фанеры. Это свойство высоко ценится в строительстве, автомобиле- и вагоностроении, а также в других производствах, где прочность материала играет определяющую роль.
В зависимости от применяемого клея, фанера подразделяется на две марки: ФСФ - фанера повышенной влагостойкости (водостойки), склеенный фенолформальдегидными смолами и ФК - фанера водостойкая (влагостойкая фанера), клейка которой производится карбамидоформальдегидными смолами.
Обозначение сортов
В производстве фанеры используется система буквенных (либо цифровых) обозначений для указания качества шпона, из которого состоит фанера.
Обычно фанеру маркируют буквами А, В, С, D (1, 2, 3, 4 либо I, II, III, IV). Буква А (1 или I) означает наилучшее качество с гладкой поверхностью и практически без дефектов, однако в России, сортность обычно начинается с Е (0-нуля), самого лучшего, экспортного сорта фанеры. Буква D (4 или IV) говорит о самом низком качестве и наличии максимально разрешённого числа дефектов. Маркировочные буквы на листе шпона относятся только к лицевым слоям и не отражают прочность материала. Фанера класса А-А (1/1)имеет обе лицевые поверхности хорошего качества, а, например, обозначение В-С (2/3) говорит о том, что у данного листа внешний шпон задней стороны худшего качества, чем лицевая сторона. Фанерная плита производится и маркируется согласно ГОСТ 3916.1-96.
Бревно (чурак), очищенное от коры и термически обработанное, вращают вокруг своей оси. К вращающемуся бревну подводят лущильный нож, шириной на всё бревно, который как на токарном станке снимает "широкую стружку"; эта стружка называется шпон.
Шпон впоследствии раскраивают, сушат, сортируют,
собирают в пакеты, то есть перекладывают шпон таким образом, чтобы направление
волокон в смежных слоях было взаимно перпендикулярным, число слоёв нечётно и
каждый чётный лист с двух сторон намазан клеем. Эти пакеты затем подвергаются
давлению и нагреву в прессе, в результате получается фанера, которую затем
обрезают в формат и упаковывают в пачки. Фанеру затем могут шлифовать и ламинировать
плёнками - в результате получается шлифованная и ламинированная фанера.

Рисунок 1.- Фанера.
Таблица №1
|
Операция |
Позиция |
Содержание перехода |
|
1. Лущение |
1.1 |
Лущение |
|
|
1.2 |
Нарезка шпона |
|
|
1.3 |
Торцевание шпона |
|
2. Сушка |
2.1 |
Сушка |
|
|
2.2 |
Вырезка дефектов |
|
|
2.3 |
Заплатка |
|
3. Прессование |
3.1 |
Клейка шпона |
|
|
3.2 |
Прессование по шаблону |
|
|
3.3 |
Обрезка формы |
|
4. Строгание |
4.1 |
Строгание блоков шпона по размеру |
Таблица №2
|
Код |
Название |
Описание |
|
005 |
Лущение |
Бревно (чурак) подается на станок и выполняется лущение. |
|
010 |
Нарезка шпона |
После лущения ленту шпона режут по размерам. |
|
015 |
Торцевание шпона |
Распределение по размерам. |
|
020 |
Сушка |
После, шпон попадает в машину для сушки при высокой температуре. |
|
025 |
Вырезка дефектов |
В местах, где есть сучки и другие дефекты вырезаются. |
|
030 |
Заплатка |
В местах выреза вставляют такой же материал из дерева. |
|
035 |
Клейка шпона |
Листы шпона один за другим пропускают через станок наносящий клей. Рабочие следят чтобы листы были плотно склеены. |
|
040 |
Прессование по шаблону |
Шпон укладывают в паллеты и прессуют несколько раз по шаблонам. Блок прессуется металлическим шаблоном. Прессование длится в течении 3-5 часов. |
|
045 |
Обрезка формы |
Обрезают блоки с четырёх сторон для придания правильной формы. |
|
050 |
Строгание блоков шпона по размеру |
Блоки отправляются в машину для строгания блоков. Блоки, строгаются в соответствии с техническим заданием и с заданной толщиной. |
2. Разработка робототехнического комплекса по производству фанеры
Проанализировав тех. процесс по производству фанеры была спроектирована
эта линия (рисунок 2).
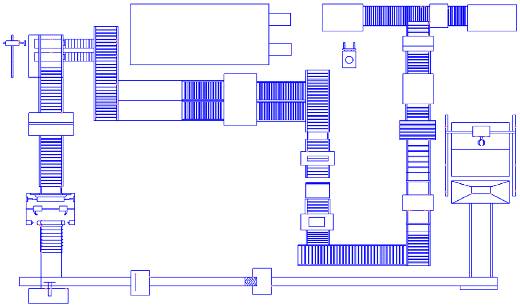
Рисунок 2. - Линия по производству фанеры.
Складская система.
Складская система работает следующим образом. Погрузчик со стола накопителя берет упакованный материал и завозит его на склад.
Дизельные автопогрузчики GEKA D40А.
Недорогие дизельные погрузчики грузоподъемностью 4 тонн, с автоматической
коробкой передач. Выпускаются в комплектации с двигателем Kubota (Япония)
(рисунок 3).

Рисунок. 3 - Дизельный автопогрузчик GEKA D 40A
Сферы применения вилочных автопогрузчиков
· Производственные предприятия.
· Оптовые базы и крупные торговые предприятия.
· Сельскохозяйственные предприятия.
Вилочный погрузчик GEKA D40A производства Невьянского машиностроительного завода прошёл сертификацию и полностью соответствует государственному стандарту. Это современный погрузчик, сочетающий в себе надёжность конструкции, современные технологии и отличные технические характеристики. Он будет удобен как на складах промышленных предприятий и товарных базах, так и в сельском хозяйстве.
Конструкция автопогрузчика Geka
Конструкция GEKA D40A, несмотря на великолепные технические характеристики, предельно проста, что делает систему крайне отказоустойчивой. Современные технологии и большой опыт, накопленный в данной области, позволили инженерам создать надёжную конструкцию с минимальным количеством узлов и деталей. Это дало возможность производителю сделать цену погрузчика крайне привлекательной. Причём для конечного потребителя снижаются затраты не только на приобретение, но и на обслуживание. Надёжность и ремонтопригодность узлов значительно снижает стоимость эксплуатации. Эта модель актуальна и для перемещения грузов на крупном заводе, и для работ на подворье мелкого фермерского хозяйства.
Грузоподъёмность автопогрузчика Geka
Грузоподъёмность GEKA D40A составляет четыре тонны. Силовой агрегат, которым укомплектован погрузчик, дизельный четырёх цилиндровый мощностью 53,9 кВт от японской компании Kubota Corporation. Двигатель Kubota в сочетании с автоматической трансмиссией - это мощность, японское качество и плавность хода. Автоматическая коробка значительно снижает нагрузку на оператора. Этот фактор даже более важен, чем мягкость движения. Поскольку специфика работы такова, что она требует предельной точности, собранности, аккуратности и сосредоточенности.
Оператор может полностью сконцентрироваться на своей работе, не отвлекаясь на переключение передач, не боясь слишком резко отпустить сцепление. Узлы и агрегаты сконструированы в соответствии с современными критериями, предъявляемыми к грузоподъемной технике. А импортный хорошо зарекомендовавший себя двигатель Kubota - достойное дополнение к удачной конструкции Невьянского завода. Современная конструкция грузоподъемного механизма обеспечивает его высокую надёжность.
Размеры автопогрузчика Geka
По сравнению со своими аналогами GEKA D40A имеет большую манёвренность, поскольку радиус поворота составляет всего три метра. Обладает лучшей управляемостью и проходимостью. Что позволяет расширить спектр доступных работ и производить их с большей точностью. GEKA D40A имеет следующие габариты: длина 4,5 метра, ширина - 2,01 метра, высота - 2,455 метра.
Его компактные размеры и небольшой радиус поворота
позволяют удобно перемещаться в помещениях складов. По узким коридорам между
стеллажей и штабелей с товарами. Можно без проблем проезжать в ворота и
перемещаться по пандусам. Удобно производить погрузку автомобилей и их
разгрузку. Небольшая масса и ширина делают возможным при разгрузке по рампе
можно заехать непосредственно в полуприцеп фуры или на открытую платформу.
Таблица №3 Технические характеристики дизельных погрузчиков GEKA D40 A
|
Модель |
Измерение |
GEKA D40 A |
|
Грузоподъемность |
Т |
4 |
|
Количество колес, передние/задние (х-ведущих) |
|
4х/2 |
|
Шины |
|
Пневматические |
|
Высота при опущенном грузоподъемнике |
Мм |
2650 |
|
Высота свободного хода каретки |
Мм |
200 |
|
Высота подъема вил |
Мм |
3300 |
|
Высота с поднятыми вилами |
Мм |
4200 |
|
Длина, включая спинку вил |
Мм |
4580 |
|
Высота по уровню кабины |
Мм |
2455 |
|
Ширина |
Мм |
2010 |
|
Эксплуатационная масса |
Кг |
7170 |
|
Радиус поворота |
Мм |
3000 |
|
Изготовитель/тип двигателя внутреннего сгорания |
|
Kubota |
|
Номинальная мощность |
кВТ |
53,9 |
|
Количество цилиндров |
|
4 |
|
Топливо |
|
дизельное |
|
Трансмиссия |
|
автоматическая |
2.1 Выбор основного оборудования
В РТК по производству фанеры используются 10 основных оборудований:
) Окорочный станок модели VK26 MX;
) Линия раскроя бревен на чураки фирмы RAUTE WOOD;