Материал: Разработка проекта регламента поведения ежемесячного ТО съёмных дефектоскопов в ПЧ-19 Октябрьской Дирекции инфраструктуры
1.2 Характеристика съемных дефектоскопов на полигоне Октябрьской ДИ
РДМ-3 всего 85 шт. из которых в работе 45шт
Общие положения
Дефектоскоп предназначен для ультразвукового контроля стыковых, угловых, нахлесточных и тавровых соединений, выполненных электродуговой, газовой, электронно-лучевой и стыковой сваркой, оплавлением в сварных конструкциях из углеродистых и низколегированных сталей и сплавов, в том числе железнодорожных рельсов для выявления трещин, не проваров, пор, неметаллических и инородных металлических включений. В железнодорожных рельсах могут быть выявлены:) поперечные трещины в головке рельса (код 26.3);) косые и продольные трещины в шейке (56.3);) трещины в подошве (66.3).
При сварке могут возникнуть горячие трещины, рыхлости (пережоги), пузыри (свищи), кратерные усадки, не провары и силикатные скопления.
Перечисленные дефекты выявляются, если их площадь 3-15 мм2 и более.
Не выявляются дефекты вида холодного слипания, а также дефекты, расположенные по периметру рельса с выходом на поверхность, глубиной 1 мм на шейке рельса, подошве, боковых и нижней гранях головки рельса и глубиной до 15 мм на поверхности катания.
Объясняется это тем, что контактирующая жидкость заполняет трещину, выходящую на поверхность, и отражающие свойства дефекта ухудшаются.
Дефектоскоп может реализовать эхо-метод, теневой метод, ЗТМ, зеркальный метод, УЗК совмещенными или РС ПЭП при контактном способе ввода УЗ.
Индикация сигнала режима контроля, координат выявленных дефектов производится на ЭЛТ и звуковым сигнализатором. Дефектоскоп имеет два идентичных канала.
Питание дефектоскопа:) ·автономное от аккумуляторной батареи напряжение 6,5-9 В при этом потребляемый ток не более 0,4 А;) ·от сетевого блока питания напряжение сети должно быть 220 В (-33 В, +22 В).
Время установления рабочего режима не более 30 с.
Время непрерывной работы дефектоскопа при питании от аккумуляторной батареи не менее 8 часов.
Дефектоскоп устойчив к воздействию окружающего воздуха от минус 10 до плюс 50 °С. Средний срок службы дефектоскопа с учетом технического обслуживания не менее 10 лет.
В дефектоскопе предусмотрено 2 независимых канала контроля с регулировкой усиления в децибелах и регулировкой ВРЧ. Установка режимов работы и измерение производится кнопками «РЕЖ» и «ИЗМЕР». Рабочая частота УЗК 2,5 ± 0,25 МГц, глубина контроля от 3 до 600 мм.
Дефектоскоп позволяет производить контроль изделий в двух режимах:) от поверхности,) по слоям.
В дефектоскопе имеется глубиномер с индикацией координат Н и L в миллиметрах, он также позволяет измерить интервал времени, прошедшего с момента излучения зондирующего до прихода эхоимпульса в микросекундах.
Диапазон регулировки усиления от 2 до 48 дБ через 2 дБ.
Подготовка к контролю
А) Включить дефектоскоп.
Б) Проверить основные параметры контроля, к которым относятся:
- точка выхода луча (центр излучения);
- угол ввода;
- точность работы глубиномера;
- условная чувствительность;
- «мертвая» зона.
В дальнейшем перед каждым сварным стыком или перед проверкой отдельного сечения рельса проверяется условная чувствительность и «мертвую зону» Эти параметры проверяются на образце СО-3Р или на двух образцах СО-2 и СО-3.
В) Очистить от грязи поверхность рельса в пределах 400 мм в обе стороны от стыка и протереть чистой ветошью. Зона сварного стыка 200 мм (100 мм в обе стороны) - это зона термического воздействия (ЗТВ). Все дефекты, выявленные в этой зоне, классифицируются как дефекты сварки.
Г) Осмотреть зону сварного стыка по всему периметру. При отсутствии дефектов, выходящих на поверхность, сварной стык покрыть минеральным маслом. Масло может быть использовано любое без механических включений. Вязкость подбирается с учетом температуры. Контроль сварных стыков осуществляется при температуре не ниже +5 ºС.
Проведение контроля
Контроль сварных стыков проводят операторы (дефектоскописты), имеющие 2-летний и более опыт работы по контролю сварных стыков и прошедшие специальное обучение.
Подготовку сварных стыков к контролю (снятие при необходимости: костылей, клеммных болтов, противоугонов; очистка от грязи, мазута, балласта) должны выполнять монтеры пути.
Контроль сварных стыков в пути выполняется в определенной последовательности:) прозвучивание головки сверху;) прозвучивание головки с боковых поверхностей;) прозвучивание шейки сбоку;) прозвучивание перьев подошвы.
Данные операции проводятся в режиме работы дефектоскопа от поверхности при глубине контроля 100 мм. Сканирование производится перемещением перпендикулярно к сварному шву в зоне 100 мм до шва 25 мм за шов. При продольном перемещении искателя относительно продольной оси рельса осуществляется постоянный разворот его в обе стороны на 15-25° (змейкой); проверка шейки и участка подошвы под шейкой с поверхности катания головки рельса, при которой искатель перемещается в зоне 200 мм, не доходя до сварного шва 50 мм.
Контроль осуществляется в режиме по слоям, ширина контролируемого слоя 100 мм, глубина залегания слоя 90 мм (100 через 90) - для рельсов типа Р65. Для надежного обнаружения дефектов каждую зону следует контролировать с двух сторон.
Шаг перемещения вдоль стыка не должен превышать 3 мм. Скорость перемещения не более 100 мм/с. Для создания надежного контакта необходимо следить за плотным прилеганием искателя к поверхности рельса без особого нажима.
РДМ-33 всего 28 шт. из которых в работе 20шт
Общие положения
УЗК применяют для выявления: дефектов типа рыхлостей (пережогов), пузырей (свищей), кратерных усадок, непроваров, поджогов и силикатных скоплений по ТУ 0921-057-01124328-98 [16] и ТУ ЦПТ-80/350[17] в стыках рельсов, свариваемых контактным способом в условиях РСП и в полевых условиях - ПРСМ; дефектов типа поперечных трещин в головке (дефект кода 26.3), поперечных, наклонных и продольных трещин в шейке (дефект кода 56.3), поперечных трещин в подошве (дефект кода 66.3) по НТД/ЦП-1-93 [2]в стыках контактной сварки рельсов, эксплуатируемых в пути.
Дефекты, расположенные в зоне глубиной до 1 мм по периметру сварного стыка рельса, а также в зоне глубиной до 8 мм под поверхностью катания головки (рисунок 1.5), могут быть не выявлены. Для уменьшения этой зоны необходимо обеспечивать тщательную шлифовку поверхности в строгом соответствии с ТУ 0921-057-01124328-98[16] и ТУ ЦПТ-80/350[17].
Дефекты, выявленные при УЗК, могут быть не видны при осмотре изломов сварных стыков, разрушенных на гидравлическом прессе, т.к. многие дефекты не оказывают влияния на статическую прочность стыка; излом может произойти не по дефектному сечению. Вместе с тем указанные дефекты при воздействии на них подвижного состава развиваются и приводят к усталостным хрупким разрушениям стыков.
Отражающие свойства трещин любого происхождения (усталостного или вследствие нарушения режима сварки), выходящих на поверхность, снижаются при нанесении на эту поверхность контактирующей жидкости.
Дефекты типа слипания (неполная сварка, плоский излом) при УЗК не
выявляются.
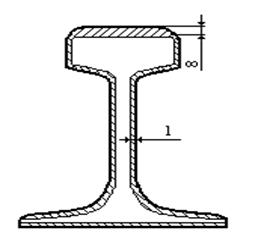
Рисунок 1.5 - Участки сварного стыка рельса, в пределах которых возможен
пропуск дефектов при УЗК
Свариваемые стыки подвергают контролю после их полной механической и термической обработок в соответствии с требованиями, изложенными в ТУ 0921-057-01124328-98 [16] и ТУ ЦПТ-80/350.[17]
Температура металла рельса в зоне контроля должна быть не выше плюс 600С.
УЗК сварных стыков в эксплуатируемых рельсах выполняет бригада из двух операторов (6÷7 разряда) участка дефектоскопии соответствующей дистанции пути, один из которых приказом начальником дистанции пути назначается руководителем бригады.
К контролю сварных стыков с оценкой их качества по результатам НК (визуально-измерительного и УЗК) допускаются дефектоскописты (операторы) не ниже 6-го разряда, прошедшие специальное практическое обучение по УЗК сварных стыков рельсов дефектоскопом УДС2-РДМ-33 и получившие удостоверение, подтверждающее их правоспособность выполнять УЗК стыков контактной сварки рельсов дефектоскопом УДС2-РДМ-3
Дефектоскописты (операторы) обязаны проходить повышение квалификации не реже чем один раз в 3 года, а также после перерыва в практической работе более 6 месяцев.
Ответственность за выполнение УЗК и оформление его результатов возлагается на дефектоскописта (оператора), непосредственно проводившего контроль.
Ответственность за организацию УЗК стыков рельсов, эксплуатируемых в пути, возлагается на начальника участка (мастера цеха) дефектоскопии соответствующей дистанции пути.
Ответственность за организацию УЗК стыков рельсов, свариваемых в условиях РСП, возлагается на контрольного мастера РСП. В обязанности дефектоскописта (оператора) входит выполнение следующих работ:
При сварке рельсов в условиях РСП и дистанции пути (ПРСМ):подготовка и проверка работоспособности аппаратуры для УЗК;
Проверка прямолинейности рельса в местах сварки по поверхности катания и боковым поверхностям головки в соответствии с требованиями ТУ 0921-057-01124328-98 [16] и ТУ ЦПТ-80/350;[17]
Внешний осмотр поверхности рельсов по всему периметру в пределах до 600 мм в обе стороны от сварного стыка с целью установления отсутствия раковин, заусенцев и местных неровностей после шлифования выдавленного при сварке металла, поджогов, заводских маркировочных знаков;
Маркировка зоны сварного стыка в соответствии с ТУ 0921-057-01124328-98 [16] и ТУ ЦПТ-80/350;[19]
Оформление результатов внешнего осмотра и УЗК в журнале контроля сварных стыков (Приложение А) - при контроле в РСП и в рабочем журнале дефектоскопа (форма ПУ 27) - при контроле стыков, сваренных ПРСМ ;уведомление руководства дистанции пути о результатах УЗК стыков рельсов, сваренных ПРСМ;
Содержание в исправности аппаратуры и вспомогательных устройств с регистрацией результатов их проверки в журнале. При контроле сварных стыков рельсов, эксплуатируемых в пути: подготовка и проверка работоспособности аппаратуры для УЗК перед выходом в путь;
Внешний осмотр поверхности рельса по всему периметру в пределах до 600 мм в обе стороны от сварного стыка с целью установления отсутствия дефектов, выходящих на поверхность;
Обновление маркировки зоны сварного стыка в соответствии с ТУ 0921-057-01124328-98 [16] и ТУ ЦПТ-80/350;[17]
Оформление результатов внешнего осмотра и УЗК в рабочем журнале (форма ПУ-27);
Уведомление руководства дистанции пути о результатах УЗК сварных стыков;
Содержание в исправности аппаратуры и вспомогательных устройств с регистрацией результатов их проверки в журнале.
Для обеспечения нормальных условий работы дефектоскописта (оператора), обусловливающих достоверность результатов контроля, следует:
УЗК в стационарных условиях (в помещении контрольного поста) в РСП выполнять при температуре не ниже плюс 15°С, а в полевых условиях - не ниже плюс 5°С.
Оборудование контрольного поста в РСП и рабочего места дефектоскописта должно соответствовать требованиям ТИ 07.42-2004[18].
Подготовка к контролю сварных стыков рельсов, эксплуатируемых в пути (снятие, при необходимости, клемных болтов, очистка от грязи, мазута, балласта), выполняется силами монтеров пути соответствующей дистанции пути.
Ответственность за качество контроля и оформление журнала регистрации результатов НК возлагается: при контроле сварных стыков рельсов, свариваемых в РСП - на дефектоскописта и контрольного мастера РСП; при контроле сварных стыков рельсов, свариваемых ПРСМ и эксплуатируемых в пути - на оператора и начальника участка (мастера цеха) дефектоскопии соответствующей дистанции пути.
1.3 Характеристика пути дистанции пути
Характеристика дистанции пути (Санкт-Петербург-Витебская дистанция пути Санкт-Петербург-Витебского отделения Октябрьской железной дороги)
Витебского отделения Октябрьской железной дороги обслуживает направление
Санкт-Петербург - Батецкая, станции Санкт-Петербург - Товарный - Витебский, Санкт-Петербург - Пассажирский - Витебский, Детское Село - Павловск
На участках Санкт-Петербург - Витебской дистанции пути осуществляется тепловозная и электровозная тяга, для этого используются следующие типы локомотивов :для грузовых перевозок: 2М62, 2ТЭ116, 2ТЭ121, ВЛ 10;для пассажирских и пригородных перевозок: ТЭП 60, ТЭП 7О, ЭР2[10]
Скорость движения пассажирских и грузовых поездов составляет 120км/ч, 80км/ч. Средняя грузонапряжённость по дистанции пути - 17,6 млн.т.бр./км в год. Развернутая длина главных путей - 217,8км: в т.ч. в один путь 111,9км, в два пути - 95,8км, в три пути - 10,1км
Развернутая длина станционных и прочих путей - 188,9км:в т.ч. приемоотправочные пути - 77,1км,сортировочные пути - 25,2км (из них 19,1км- подгорочные пути),вытяжные пути - 2,8км,деповские пути - 19,1км прочие станционные пути - 56,0км,специальные пути - 8,7км Кроме того, развернутая длина путей, обслуживающих отдельные предприятия - 23,9км
Всего на Санкт-Петербург - Витебской дистанции пути стрелочных переводов - 675шт.: типа Р-65 - 625шт., типа Р-50 - 50 шт.,
Общее количество стрелочных переводов, уложенных на щебне - 615 шт., количество глухих пересечений - 2 шт., количество двойных перекрестных стрелочных переводов - 3 шт
Характеристика верхнего строения пути Преимущественно на участке Санкт-Петербург - Витебской дистанции пути преобладает конструкция пути с рельсами типа Р-65 на железобетонных шпалах и щебеночном балласте щебень-337,6км песок - 3,4км не забалластированные участки пути (мосты) - 1,1км протяжение без стыкового пути по главным путям - 292,9км протяжение пути с рельсами длиной 25м - 21,5км протяжение закаленных рельсов - 280,5км протяжение без стыкового пути на станционных и специальных путях - 18,0км по главным путям - 559,8 тыс. шт. ж/б. на 302,8км по станционным и специальным путям - 175,9 тыс. шт. ж/б. На 112км
Оснащенность дефектоскопами сплошного контроля дистанции пути.) -Авикон-11 (2 шт)) -Авикон-01 (3шт)) -РДМ-2 (5шт)
Итого 10 (шт)
За 2014 год было выявлено 268 Одр из которых средствами сплошного
контроля обнаружено 198. Можно с уверенностью сказать что работоспособность
данных дефектоскопов есть залог безопасности движения пути.
2. Система технического обслуживания существующего в ПЧ-19
Регламент проведение технического обслуживания дефектоскопных тележек. Цель регламента - стандартизация и приведение к единой форме порядка проведения технического обслуживания дефектоскопов, с оценкой его технического состояния до и после проведения технического обслуживания, пригодности к эксплуатации и исключение случаев работы неисправных дефектоскопов по контролю рельсов в пути.
Проведение Т.О. делится на три основных этапа:) Входной контроль - оценка работоспособности дефектоскопа, с последующей выработкой корректирующих мер (настройка, ремонт, повторный контроль пути).) Ремонт дефектоскопа по результатам входного контроля.) Выходной контроль - проверка, регулирование и испытания основных параметров дефектоскопа на контрольном тупике
В участках дефектоскопии дистанций пути для установления единого требования к выявлению дефектов на контрольных тупиках создается эталонная запись дефектограмм контрольного тупика на каждый дефектоскоп. Данная эталонная запись контрольного тупика храниться вместе с формуляром на дефектоскоп и используется для сравнения при проведении технического обслуживания или ремонта дефектоскопа.