Материал: Производство модифицированного арболита
Вода для затворения бетона и раствора отделочных слоев должна удовлетворять требованиям ГОСТ 23732-79.
Вермикулит. Для придания арболитовым блокам специфических свойств в качестве наполнителя применяли вспученный вермикулит.
Вермикулит - минерал из группы гидрослюд, имеющих слоистую структуру. Продукт вторичного изменения (гидролиза и последующего выветривания) темных слюд биотита и флогопита. Представляет собой крупные пластинчатые кристаллы золотисто - желтого или бурого цвета. При нагревании из пластинок образуются червеобразные столбики или нити золотистого или серебристого цвета с поперечным делением на тончайшие чешуйки (вспученный вермикулит). В нашей дипломной работе был использован вспученный вермикулит по ГОСТ 12865 - 67 плотностью 100 кг/м3. В соответствии с указанным стандартом, вспученный вермикулит выпускается трех фракционных составов: крупный - с размером фракций от 5 до 10 мм; средний - с размерами фракций от 0.6 до 5 мм; мелкий - с размером фракций до 0,6 мм. В результате предварительных экспериментов было установлено, что добавление вспученного вермикулита крупного и среднего фракционного состава даже в очень малых долях (5-6%) оказывает резко негативное воздействие на прочностные характеристики арболитовых блоков.
Полиэтилентерефталат (ПЭТФ) - твердое вещество без запаха, плотность 1,38-1,40г/см3,температура плавления 255-2650С,температура размягчения 245-2480С, температура стеклования 70-800С.
Полиэтилентерефталат характеризуются высокой прочностью и ударной вязкостью, устойчив к истиранию и многократным деформациям при растяжении и изгибе.
Стекло - вещество и материал, один из самых древних и, благодаря разнообразию своих свойств, - универсальный в практике человека. Физико-химически - твёрдое тело, структурно- аморфно, изотропно; все виды стёкол при формировании преобразуются в агрегатном состоянии - от чрезвычайной вязкости жидкого до так называемого стеклообразного - в процессе остывания со скоростью, достаточной для предотвращения кристаллизации расплавов, получаемых плавлением сырья (шихты).
Полиэтилентерефталат и стекло, являются пассивным
неволокнистым компонентам, которые оказывают значительное влияние на
образование связей в арболите следовательно, и на физико-механические свойства
арболита. Очевидно, что размер частиц вводимого неволокнистого компонента будет
оказывать определенное влияние на свойства готовой продукции. Для этого
требуется провести планирование эксперимента, выбрать основные характеристики
моделей, разработать математические модели с нормализованными значениями
факторов.
3.3 Последовательность проведения экспериментов
В соответствии с планами экспериментов исследования проводились по следующему направлению.
При проведении однофакторного эксперимента изменяли значения одного из факторов (С, F), не учитывая влияние остальных, при всех прочих равных условиях, затем определяли физико - механические показатели готового арболитового блока и проводили испытания по определению параметров пожарной опасности.
Этапы проведения эксперимента:
. Подготовка оборудования. Перед тем как начать заготовку сырья для проведения эксперимента необходимо подготовить оборудование. Для снижения вибрации и предотвращения повреждения пола лаборатории под оборудование укладываются резиновые коврики, на которые в последующем устанавливается вибропресс и бетоносмеситель.
. Установка и проверка оборудования. Перед тем как установить оборудование необходимо проверить работоспособность и исправность рабочих узлов. После его установки на резиновые коврики проверяется его работоспособность путем кратковременного включения и выключения.
. Заготовка сырья. Для проведения экспериментов щепа, которая соответствует ГОСТ 15815 - 83 "Щепа технологическая. Технические условия", доставлялась с предприятия ОАО "Лесосибирский ЛДК №1". После доставки в лабораторию щепы определялась ее влажность. Размол щепы и полиэтилентерефталата осуществлялся на мельнице МР - 4 следующим образом.
Измельчение осуществляется путем подачи материала в рубящую зону устройства через питатель, который ориентирует поступающие кусковые отходы, форма сечения и размеры питателя (воронки) должны соответствовать поперечному сечению кусков измельчаемого материала. Например, при измельчении пластиковых бутылок питатель должен иметь круглое отверстие, через которое по очереди поступают бутылки, а при измельчении плоской ленты питатель должен иметь прямоугольное отверстие-щель, через которое непрерывно подается лента с прямоугольным поперечным сечением. Высота питателей должна быть не менее 5c, где c-ширина щели питателя, соответствующая толщине измельчаемого материала +1 мм: (с=δ+1, мм).
Величина межосевого смещения а определяется опытным путем.
При увеличении смещения а материал для измельчения втягивается из питателя в зону измельчения устройства с большой скоростью, которая может превысить скорость измельчения материала в устройстве, что приведёт к остановке вращения ротора.
Изменением а регулируется скорость втягивания материала из питателя в зону измельчения, которая должна соответствовать скорости измельчаемого материала в устройстве.
Перед пуском устройства для измельчения заданного материала закрепляют
питатель 12 на корпусе 2 то отрезки (а), полученные опытным путем, при котором
скорость подачи материала из питателя соответствует скорости выхода
измельченного материала из устройства.
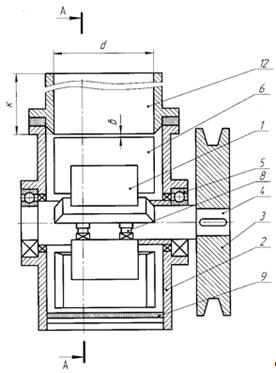
Рисунок 3.3 - Схема размалывающей мельницы МР - 4
При работе устройства измельчаемый материал подается из питателя 12 на вращающий ротор 1 (в ориентируемом состоянии) где режущая кромка 10 каждого ножа 6, по очереди врезается и срезает часть материала с помощью режущей кромки 11 питателя 12. Материал, подвергнутый измельчению, проваливается в бункер через отверстия в колосниковой решетки.
. Изготовление арболитовых блоков. Производится расчет необходимого количества сырья для изготовления образцов. Взвешивается необходимое количество щепы и закладывается во включенный бетоносмеситель. По плану эксперимента выбирается вторичное сырье, взвешивается необходимое количество и засыпается во включенный бетоносмеситель с щепой. Затем добавляется связующее вещество. В нашем эксперименте в качестве связующего вещества используется портландцемент марки М 400 ДО. После перемешивания в течении 5 минут добавляются хлористый кальций и жидкое натриевое стекло. Вся масса перемешивается в течении 2 минут. После этого добавляется вода, температуры 20-30 0С равномерными малыми порциями, для воизбежания образования комков и оседания на стенках бетоносмесителя, и перемешивается в течении 5 минут. Под бетоносмеситель устанавливается плоская емкость и вся смесь извлекается из бетоносмесителя, путем его наклонения с помощью рукоятки.
На установленный вибропресс ставятся формы, предварительно смазанные
машинным маслом, для более легкого извлечения блока. В формы заливается
арболитовая смесь и слегка придавливается крышками для начального уплотнения.
Включается вибропресс, смесь уплотняется, и после 20 секунд вибропресс
выключается. Готовые формы с арболитовыми блоками снимаются с вибропресса и
укладываются. После выдержки в течении 3 дней блоки изымаются из форм,
оборачиваются пищевой пленкой и выдерживаются в течении 25 дней при температуре
25 0С и влажности воздуха 70%. Формы очищаются и эксперимент повторяется
согласно плану.
3.4 Методики определения физико-механических показателей
арболитовых блоков
Определение плотности образцов. Образцы взвешиваются после выдержки
в течении 28 суток. По одному образцу укладываем на весы, фиксируем массу и
вычисляем плотность по формуле
![]()
![]() (3.1)
(3.1)
где ρ - плотность образца, кг/м3;
m - масса образца, кг;
V - объем образца, м3.
Методика определения параметров пожарной опасности арболитовых блоков.
Образец исследуемого материала закрепляют в держателе и при помощи шаблона проверяют положение образца относительно его вертикальной оси. Включают прибор для регистрации температуры, зажигают газовую горелку и регулируют расход газа так, чтобы контролируемая в течение 3 мин температура газообразных продуктов горения составляла (200±5) °С.
Держатель с образцом вводят в камеру за время не более 5 с и испытывают в течение (300±2) с или до достижения максимальной температуры отходящих газообразных продуктов горения материала, при этом регистрируют время ее достижения. Если при испытании максимальная температура не превышает 260°С, то продолжительность испытания составляет (300±2) с. После чего горелку выключают. Образец выдерживают в камере до полного остывания (комнатной температуры). Остывший образец извлекают из камеры и взвешивают.
Если при испытании максимальная температура превысила 260°С, то продолжительность испытания определяется временем достижения максимальной температуры. Горелку выключают, образец извлекают из камеры и после остывания взвешивают.
Максимальное
приращение температуры (Δtmax) вычисляют
по формуле
Δtmax = tmax - t0, (3.2)
где tmax - максимальная температура газообразных продуктов горения исследуемого материала, °С;- начальная температура испытания, равная 200°С.
Потерю
массы образца
(Δm) в процентах вычисляют по
формуле
![]()
![]() , (3.3)
, (3.3)
где mн - масса образца до испытания, г;к - масса образца после испытания, г.
По значению максимального приращения температуры Δtmax и потере массы Δm материалы классифицируют:
трудногорючие - Δtmax < 60°C и Δm <60%;
- горючие - Δtmax > 60°С или Δm > 60 %.
Горючие материалы подразделяют в зависимости от времени достижения максимальной температуры газообразных продуктов горения τ исследуемого материала tmax на:
трудновоспламеняемые τ > 4 мин;
средней воспламеняемости - 0,5 < τ < 4 мин;
легковоспламеняемые - τ < 0,5 мин.
Методика определения прочности при сжатии арболитовых блоков.
Предел
прочности при сжатии Rc, МПа вычисляют для каждого образца по формуле
![]()
![]() (3.4)
(3.4)
где Р - разрушающая нагрузка, Н.
Для определения разрушающей силы необходимо выпилить из арболитового блока образец размером 5×5×10 см, установить его в пресс и подать нагрузку согласно плану эксперимента. После определения первых трещин на образце нагрузку прекращают и нагрузку фиксируют.
3.5
Результаты экспериментальных исследований
На первом этапе исследований была спланирована и проведена серия однофакторных экспериментов по определению зависимости плотности Pl от массовой доли стекла Cc, вспученного вермикулита Св, коры Ск и полиэтилентерефталата Сп, с размером фракций 2,2;10;30 мм.
После обработки результатов эксперимента, по фракции 2,2 мм, в пакете
программ Microsoft Excel 2007 были получены следующие регрессионные
зависимости:
![]()
![]() , (3.5)
, (3.5)
![]()
![]() , (3.6)
, (3.6)
![]()
![]() , (3.7)
, (3.7)
![]()
![]() ; (3.8)
; (3.8)
Анализ зависимостей позволяет говорить о большем влиянии линейной
составляющей, чем квадратичной. Более наглядное представление о представленных
зависимостях дают графики, построенные по полученным уравнениям (рисунки
3.4-3.6).
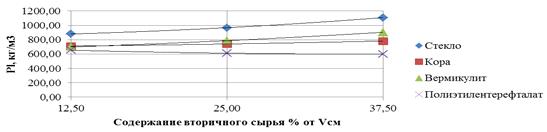
Рисунок 3.4 - Зависимость плотности от содержания вторичного вещества,
фракции 2,2 мм, в общем объеме сухой массы
Как видно из представленных графиков, с увеличением объемной доли стекла, коры и вермикулита параметры плотности увеличиваются, а с использованием полиэтилентерефталата - уменьшается. Например, при значении Сс= 12,5% плотность арболитовых блоков составляет 880,6 кг/м3, а при Сс = 37,5% плотность составит 1108 кг/м3, при этом марка арболитового блока увеличивается. При увеличении концентрации п/э свыше 20% марка готового арболитового блока снижается, что негативно сказывается на физико - механических характеристиках. При использовании стекла, коры и вермикулита арболит входит в группу конструкционных блоков, что позволит использовать данный тип блоков для строительства самонесущих стен и зданий более высокой этажности.
После обработки результатов эксперимента, по фракции 10 мм, в пакете
программ Microsoft Excel 2007 были получены следующие регрессионные зависимости:
![]()
![]() , (3.9)
, (3.9)
![]()
![]() , (3.10)
, (3.10)
![]()
![]() ; (3.11)
; (3.11)
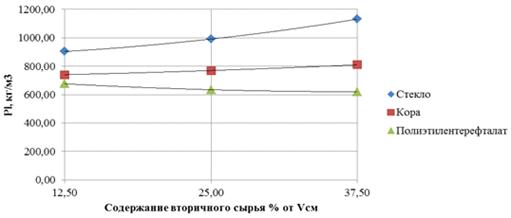
Рисунок
3.5 - Зависимость плотности от содержания вторичного вещества, фракции 10 мм, в
общем объеме сухой массы
Анализ графических зависимостей на рисунках 3.4 и 3.5 показал следующее. При увеличении содержания вторичного сырья, в общей массе, наблюдается увеличение плотности на 3-5 %.
После обработки результатов эксперимента, по фракции 30 мм, в пакете
программ Microsoft Excel 2007 были получены следующие регрессионные
зависимости:
![]()
![]() , (3.12)
, (3.12)
![]()
![]() , (3.13)
, (3.13)
![]()
![]() ; (3.14)
; (3.14)
Анализ
графиков на рисунке 3.6 показал, что наблюдается линейная закономерность
увеличения плотности от содержания вторичного сырья. При увеличении фракции
плотность увеличивается на 5-10 %, это объясняется высокой степенью плотности
засыпания.
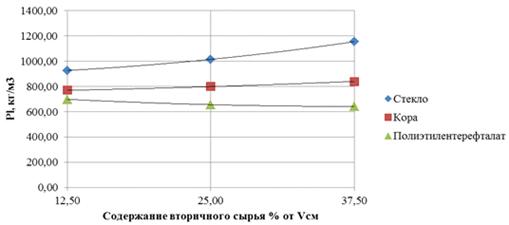
Рисунок
3.6 - Зависимость плотности от содержания вторичного вещества, фракции 30 мм, в
общем объеме сухой массы
На втором этапе исследований была спланирована и проведена серия однофакторных экспериментов по определению зависимости прочности при сжатии Pr от массовой доли стекла Cc, вспученного вермикулита Св, коры Ск и полиэтилентерефталата Сп, с размером фракций 2,2;10;30 мм.
После обработки результатов эксперимента, по фракции 2,2 мм, в пакете
программ Microsoft Excel 2007 были получены следующие регрессионные
зависимости:
![]()
![]() , (3.15)
, (3.15)
![]()
![]() , (3.16)
, (3.16)
![]()
![]() , (3.17)
, (3.17)
![]()
![]() ; (3.18)
; (3.18)
Анализ зависимостей позволяет говорить о большем влиянии линейной
составляющей, чем квадратичной. Более наглядное представление о представленных
зависимостях дают графики, построенные по полученным уравнениям (рисунки
3.7-3.9).