Материал: Производство модифицированного арболита
Y=B0+B1X1 +B11X12, (2.1)
Для вычисления трех неизвестных коэффициентов данного уравнения
необходимо решить систему из трех линейных уравнений
![]()
 (2.2)
(2.2)
Поставив вычисленные значения в уравнение общего вида, получим искомую математическую модель.
Для определения процентного содержания компонентов в древесноволокнистой
композиции, без ухудшения физико - механических характеристик готовых
древесноволокнистых плит, были проведены однофакторные эксперименты, целью которых
являлось получение регрессионных зависимостей вида (2.1), которые с
достаточной точностью описывали бы результаты экспериментов. Коэффициенты
уравнения (2.1) определялись при решении системы из трех линейных уравнений с
тремя неизвестными (2.2). Входными параметрами для проведения эксперимента
являются, фракционный состав стекла и полиэтилентерефталата и их процентное
содержание в композиции а.с.в. Уровни варьирования взяты из литературных
источников.
2.3 Анализ процесса рециклинга
твердых промышленных отходов в производстве арболитовых изделий
Регрессионный анализ процесса обработки вторичного волокна производится по представленной ниже схеме.
1. Определение среднего значения функций отклика по строкам
(математические ожидания)
![]()
 , (2.3)
, (2.3)
где n - число параллельных опытов;
Yu1 - значение функции отклика параллельных опытов.
. Вычисление построчных дисперсий.
Для определения величины разброса случайных величин относительно
математического ожидания вычисляем значения построчных дисперсии Su по следующей формуле
 , (2.4)
, (2.4)
где ![]() - среднее значение параллельных опытов.
- среднее значение параллельных опытов.
3. Проверка однородности выборочных оценок с
использованием критерия Кохрена
 , (2.5)
, (2.5)
где ![]() - наибольшее из вычисленных значений построчных дисперсии;
- наибольшее из вычисленных значений построчных дисперсии;
Gm - табличное значение критерия Кохрена.
Табличное значение критерия Кохрена определяется согласно выбранному уровню значимости q, числу степеней свободы f и по количеству выборок u.
Если условие выполняется, то дисперсии однородны, т.е. полученные экспериментальные данные находятся в доверительном интервале.
. Вычисление (оценка) дисперсии воспроизводимости среднего
значения функции
 , (2.6)
, (2.6)
. Определение значимости коэффициентов регрессии
Значимость полученных, согласно уравнению (2.4), коэффициентов уравнений
регрессии определяем по критерию Стьюдента
 , (2.5)
, (2.5)
где tp - расчетное значение критерия Стьюдента;
![]() - дисперсия коэффициентов регрессии,
оценка которой производится по формуле
- дисперсия коэффициентов регрессии,
оценка которой производится по формуле
 , (2.6)
, (2.6)
![]() (2.7)
(2.7)
где ![]() - табличное значение критерия Стьюдента при уровне
значимости q и числе степеней свободы f.
- табличное значение критерия Стьюдента при уровне
значимости q и числе степеней свободы f.
Коэффициенты регрессии, не удовлетворяющие условию (2.7), считаются незначимыми (равными нулю) и соответствующие члены из уравнения регрессии исключаются.
. Проверка адекватности математической модели соответствующему технологическому процессу.
По результатам проверки адекватности модели можно принять или отвергнуть гипотезу о том, соответствует ли построенная модель результатам эксперимента, и, следовательно, пригодна ли она для описания объекта. Проверка адекватности модели осуществляется в четыре этапа.
Определяют сумму квадратов, характеризующую
адекватность модели Sад.
Она рассчитывается по формуле
 , (2.8)
, (2.8)
где n - число дублированных опытов;
![]() - среднее значение результатов
эксперимента в j-й серии
дублированных опытов, j=1,2,…N;
- среднее значение результатов
эксперимента в j-й серии
дублированных опытов, j=1,2,…N;
![]() - величина отклика, рассчитанная по уравнению
регрессии для j-го опыта.
- величина отклика, рассчитанная по уравнению
регрессии для j-го опыта.
Вычисляют число степеней свободы fад дисперсии адекватности по формуле
fад =N-p, (2.9)
где N - число опытов;
р - число значимых коэффициентов регрессии.
Вычисляют дисперсию адекватности Sад по формуле
 , (2.10)
, (2.10)
С помощью F -
критерия Фишера проверяют однородность дисперсии адекватности ![]() и дисперсии воспроизводимости S2{y}. При этом вычисляют отношение по формуле
и дисперсии воспроизводимости S2{y}. При этом вычисляют отношение по формуле
 , (2.11)
, (2.11)
где S2{y} - дисперсия воспроизводимости эксперимента, рассчитывается по формуле (2.6).
Полученное значение сравнивают с табличным, найденным
при выбранном уровне значимости q и для чисел степени свободы fад и fy. Если выполняется соотношение то модель считается адекватной
и может быть использована для описания объекта.
Fрасч.<Fтабл. (2.12)
Для математического анализа и интерпретации полученных моделей лучше
всего пользоваться уравнениями в нормализованных значениях факторов.
Необходимость математического анализа на ряду с регрессионным обуславливается
тем, что для квадратичной модели степень влияния фактора на изменение отклика
не является постоянной. Она различна в разных точках диапазона варьирования
данного фактора, а при наличии парных взаимодействий определяется еще и
уровнями факторов, входящих в эти взаимодействия. Степень влияния фактора Х1
на изменение отклика в некоторой точке Х1 = ![]() определяется величиной частной производной
определяется величиной частной производной
 , взятой в точке
, взятой в точке ![]() , то есть выражением = b1 + 2b11
, то есть выражением = b1 + 2b11![]() + b12Х 2. Как видно, значение этого выражения
определяется как уровнем фактора Х1 =
+ b12Х 2. Как видно, значение этого выражения
определяется как уровнем фактора Х1 = ![]() , так и значением фактора Х2.
Если же сравнивать факторы по максимальной степени их слияния в диапазоне
варьирования, то, в общем случае, для i-го фактора критерием является максимальное по модулю
значение величины
, так и значением фактора Х2.
Если же сравнивать факторы по максимальной степени их слияния в диапазоне
варьирования, то, в общем случае, для i-го фактора критерием является максимальное по модулю
значение величины  , которое равно
, которое равно ![]() .
.
Обращаясь к уравнению параболы общего вида
Y = b0 + biXi + biiXi2, (2.13)
будем учитывать некоторые факты:
) Если bii > 0, то уравнение (3.21) описывает вогнутую функцию (ветви параболы направлены вверх), а если bii < 0 - выпуклую.
) Абсцисса вершины параболы равна XiB = - bi / 2bii.
) Если имеет место соотношение
½bi½ > 2½bii½, (2.14)
то вершина параболы находится вне диапазона варьирования фактора Хi и, следовательно, уравнение описывает монотонную функцию. Если при этом bi > 0, то эта функция монотонно возрастающая, а если bi < 0 - монотонно убывающая.
) При наличии соотношения
½bi½ < 2½bii½, (2.15)
функция имеет экстремум внутри диапазона варьирования фактора Xi - максимум при bii < 0 или минимум при bii > 0.
Реализация описанной схемы регрессионного и математического анализа и
оценка степени влияния каждого входного технологического фактора на выходные
величины осуществлена с применением программы Microsoft Excel 2010.
2.4 Выбор основных характеристик моделей
Факторы, влияющие на исследуемый процесс можно разделить на три группы: управляемые, контролируемые, неконтролируемые.
Управляемые факторы однофакторных эксперимента:
-Fc - фракционный состав стекла, г.;
Fп - фракционный состав полиэтилентерефталата, г.;
Fк - фракционный состав коры, г.;
Fв - фракционный состав вермикулита, г.;
-Сс - концентрационный компонент стекла в основной композиции к а.с.в, %;
Сп - концентрационный компонент полиэтилентерефталата в основной композиции к а.с.в , %;
-Ск - концентрационный компонент коры в основной композиции к а.с.в, %;
-Св - концентрационный компонент вермикулита в основной композиции к а.с.в, %.
Контролируемые факторы однофакторного эксперимента:
-Og - огнезащищенность, мин;
Pr - прочность готового блока, МПа;
Pl - плотность готовой блока, кг/м3.
К неконтролируемым факторам эксперимента относились не указанные выше геометрические характеристики процесса.
Таким образом, программа экспериментальных исследований должна состоять из четырех разделов:
. Планирование и реализация однофакторных исследований по определению
зависимости прочности, Pr,
плотности, Pl, огнезащищенности , Og, арболитового блока от фракционного состава стекла и его процентного
содержания в основной композиции в виде функциональных зависимостей:
Pr = f (Fc), (2.16)
Pr = f (Сс), (2.17)
Pl = f (Fc), (2.18)
Pl = f (Сс), (2.19)= f (Fc), (2.20)=
f (Сс), (2.21)
2. Планирование и реализация однофакторных исследований по определению
зависимости прочности, Pr,
плотности, Pl, огнезащищенности , Og, арболитового блока от фракционного состава
полиэтилентерефталата и его процентного содержания в основной композиции в виде
функциональных зависимостей:
Pr = f (Fп), (2.22)
Pr = f (Сп) (2.23)
Pl = f (Fп), (2.24)
Pl = f (Сп), (2.25)
Og = f (Fп), (2.26)= f (Сп), (2.27)
3. Планирование и реализация однофакторных исследований по определению
зависимости прочности, Pr,
плотности, Pl, огнезащищенности , Og, арболитового блока от фракционного состава коры и его
процентного содержания в основной композиции в виде функциональных
зависимостей:
Pr = f (Fк), (2.28)
Pr = f (Ск) (2.29)
Pl = f (Fк), (2.30)
Pl = f (Ск), (2.31)
Og = f (Fк), (2.32)= f (Ск), (2.33)
4. Планирование и реализация однофакторных исследований по определению
зависимости прочности, Pr,
плотности, Pl, огнезащищенности , Og, арболитового блока от фракционного состава вермикулита и
его процентного содержания в основной композиции в виде функциональных
зависимостей:
Pr = f (Fв), (2.34)
Pr = f (Св), (2.35)
Pl = f (Fв) (2.36)
Pl = f (Св), (2.37)
Og = f (Fв), (2.38)= f (Св), (2.39)
Таким образом, активный однофакторный эксперимент был принят нами в
качестве основного метода получения математического описания рециклинга твердых
промышленных и бытовых отходов в производстве арболитовых изделий.
3. Результаты экспериментальных исследований
.1 Лабораторные установки для проведения исследований
Мельница МР - 4. Устройство МР-4 предназначено для измельчения кусковых материалов,
являющимися отходами производства в виде пластика, коры, хвои, веток хвойных
и/или лиственных деревьев, макулатура, полиэтилен, РТИ, макулатура, твердый
листовой материал растительного происхождения.
Таблица 3.1 - Характеристика устройства
|
Высота с питателем для крупных габаритов измельчаемого материала, мм. |
550 |
|
Высота с питателем для широкого листового материала, мм. |
310 |
|
Ширина, мм. |
360 |
|
Длина, мм. |
750 |
|
Электродвигатель трехфазного тока Напряжение, В. Мощность, кВт Частота вращения ротора электродвигателя, об/мин Частота вращения ведущего вала устройства, об/мин |
220 2 1500 900 |
|
Масса, кг. |
55 |
На рисунке 3.1 показано устройство МР - 4 для измельчения отходов производства. Основными элементами устройства являются ротор 1 и статор-корпус 2. Ротор 1 и приводной шкив 3 жестко связанны с валом 4, на котором свободно посажены внутренние обоймы подшипников 5. Наружные обоймы подшипников 5 установлены в корпусе 2. В пазах ротора 1 закреплены ножи 6 при помощи клиньев 7 и винтов 8. В корпусе 2 закреплена сменная колосниковая решетка 9, с отверстиями круглого сечения, диаметр которых определяет размеры измельченных частиц.
Измельчение осуществляется режущими кромками ножей 6 ротора 1 и режущей
кромкой 11 питателя 12, где между режущими кромками (поз. 10 и 11)
устанавливается минимально возможный зазор b= 0,1-1 мм. Питатель 12 закреплен на корпусе 2, с
некоторым межосевым смещением a,
который образован между продольной осью симметрии О1-О2 питателя 12 и
вертикальной диаметральной осью симметрии О-О ротора 1.
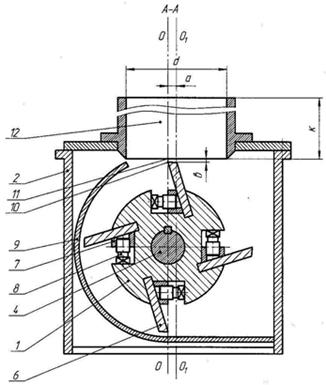
Рисунок 3.1 - Устройство МР - 4
Решение поставленной задачи осуществляется путем подачи измельчаемого материала в зону измельчения устройства, в ориентируемом состоянии, которое осуществляется за счет питателя (воронки), форма сечения отверстия которого соответствует форме поверхности поперечного сечения измельчаемого материала. Например, при измельчении пластиковых бутылок питатель должен иметь круглое отверстие, через которое по очереди поступают бутылки, а при измельчении плоской ленты питатель должен иметь прямоугольное отверстие (щель), через которое непрерывно подается лента с прямоугольным поперечным сечением. Высота питателей должна быть не менее 5d и/или 5c, где d- диаметр отверстия питателя, c-ширина щели питателя.
На рисунке 3.1 показаны устройства для измельчения отходов производства. Основными элементами устройства являются ротор 1 и статор-корпус 2. ротор 1 и приводной шкив 3 жестко связанны с валом 4, на котором свободно посажены внутренние обоймы подшипников 5. Наружные обоймы подшипников 5 установлены в корпусе 2. В пазах ротора 1 закреплены ножи 6 при помощи клиньев 7 и винтов 8. В корпусе 2 закреплена сменная колошниковая решетка 9, диаметр отверстий которой ограничивает размер измельченных частиц.
Измельчение отходов производства материалы в устройстве осуществляется режущими кромками 10 ножей 6 ротора 1 и режущей кромкой 11 питателя 12, где между режущими кромками 10 и 11 устанавливается минимально возможный зазор b= 0,1-1 мм. Питатель 12 закреплен на корпусе 2, с некоторым отрезком (a), который образован между продольной осью симметрии О1О2 питателя 12 и вертикальной диаметральной осью симметрии ОО ротора 1.
Величина отрезка (а) определяется опытным путем. Отрезок (а) может быть установлен от оси симметрии О-О ротора 1- направо или налево.
Установлено, что при большой величине правого отрезка (а) материал для измельчения не подается в зону измельчения устройства (материал выбрасывается из питателя).
Установлено, что при большой величине левого отрезка (а) материал для измельчения подается из питателя в зону измельчения устройства с большой скоростью, которая превышает скорость измельчения материала в устройстве, что приводит к остановке вращения ротора.
Установлено, что для измельчения материала величина отрезка (а) должна быть определенна опытным путем, при котором скорость подачи материала из питателя должна соответствовать скорости измельчаемого материала в устройстве.
Бетоносмеситель Prorab ECM-63. Модель оборудована двигателем мощностью 220 Вт, который для безопасности находится в защищённом кожухе. Двигатель питается от сети: 220 В, 50 Гц.
Барабан бетономешалки имеет максимальный объём 63 литра, что позволяет вмещать до 48 литров готовой смеси. После завершения работы обязательно нужно проводить чистку барабана.
Материалы для приготовления бетона загружаются в загрузочное отверстие диаметром 267 мм. Скорость перемешивания составляет 27,5 оборотов в минуту. Наклон барабана (например, для залива бетона) осуществляется с помощью специальной рукоятки наклона.