Материал: Перспективные композиционные и керамические материалы
прекратится, уменьшают ток и продолжают откачку. Если на образец необходимо нанести углеродное покрытие прежде, чем напылять металл, это лучше всего сделать при давлении около 10–2 Па.
Во время напыления образцы вращают и наклоняют, чтобы получить ровное покрытие на всех поверхностях. После осаждения пленки углерода вакуум улучшается до 10–3–10–4 Па. Теперь можно пропустить электрический ток через вольфрамовую проволоку держателя, чтобы испарить металл. Эту операцию следует выполнять с осторожностью, и лучше всего увеличивать ток постепенно до момента, когда вольфрамовая проволока начнет светиться, а затем немного уменьшить ток. При этом испаряемый металл постепенно нагревается и испаряется по мере плавного увеличения тока, текущего через вольфрамовуюпроволоку.
Обычно испаряемый металл образует расплавленные шарики внутри V-образной вольфрамовой спирали. В таком состоянии его следует оставить на некоторое время для удаления остаточных загрязнений. Затем ток следует увеличивать до тех пор, пока шарики расплавленного металла не начнут мерцать и «вращаться». С этого момента начинается испарение, можно убирать заслонку и открыть вращающийся образец источнику испарителя. Для получения равномерного покрытия на образцах со сложным, рельефом поверхности важно, чтобы они в процессе нанесения покрытия вращались достаточно быстро (6–8 об/с). Идеальным в этом случае оказывается вращение образца в планетарном движении при непрерывном наклоне его в пределах 180°. Наиболее важными моментами являются медленный нагрев, плавление и испарение металла, особенно при использовании алюминия, который образует сплав с вольфрамом. Если нагрев источника происходит слишком быстро, испаряемый металл плавится в точке соприкосновения с вольфрамовой проволокой и выпадает. Однако для получения пленок хорошего качества важным параметром является скорость нанесения покрытия, и чем больше скорость испарения, тем мельче структура слоя. Эта оптимальная высокая скорость нанесения покрытия должна быть сбалансирована с повышенной тепловой отдачей источника и повышенной вероятностью того, что проволока держателя может образовать сплав с материалом и расплавиться. Толщину напыленной пленки можно измерить различными методами, которые будут описаны позже, при этом наиболее удобным из них является устройство для измерения тонких пленок с помощью кварцевого кристалла, смонтированного внутри
241
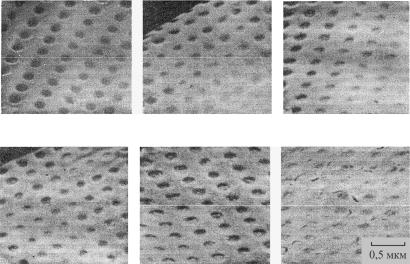
вакуумной камеры. Толщина осаждаемой пленки зависит также от конкретного исследуемого образца и от того, какого рода информацию требуется получить от него. Обычно полагалось необходимым использовать достаточное количество металла для получения сплошной пленки, так как считалось, что только сплошная пленка должна приводить к образованию проводящего слоя на поверхности непроводящего образца. Хотя физическая природа механизма перекоса заряда в островковых пленках до сих пор не ясна, последние работы позволяют считать, что островковые слои можно использовать в качестве покрытия образцов, предназначенных для исследования в СЭМ, поскольку несплошные металлические пленки обладают достаточной проводимостью на постоянном токе. Несплошные пленки могут иметь конечную проводимость, обусловленную туннелированием электронов между напыленными островками. Такие несплошные пленки могут быть полезными для исследования непроводящих образцов при очень низком токе зонда. Так, образцы, на которые было нанесено покрытие из золота толщиной всего лишь 2,5 нм, успешно исследовались при ускоряющем напряжении 20 кВ (рис. 6.10).
На практике для быстрой оценки толщины пленки может служить цвет слоя на белой картонке или полоске стекла. Для большинства образцов слой углерода шоколадного цвета и слой золота, который в отраженном свете имеет красно-рыжий цвет и в проходящем свете – зеленоголубой, будут иметь достаточную толщину. При нанесении покрытия из алюминия о достаточном количестве осажденного металла свидетельствует слой, имеющий глубокую голубую окраску впроходящем свете.
Как только эти параметры найдены для конкретной напылительной установки с фиксированной геометрией образца и источника, для каждого напыления необходимо лишь отрезать стандартную длину проволоки испаряемого металла.
Артефакты, связанные с процедурой нанесения покрытия. Если процедура нанесения покрытия выполнена правильно, артефакты наблюдаются редко. Некоторые из возможных причин появления артефактов обсуждаются ниже.
1. Нагрев излучением. Интенсивность термического облучения образца зависит от температуры источника и расстояния от источника до образца. Радиационный нагрев можно уменьшить путем использования источника малых размеров или отодвигая образец дальше от источника.
242
Оптимальное практическое решение заключается в использовании малого источника с высокой температурой при расстоянии между источником и образцом по крайней мере 150 мм. Если образец соответствующим образом экранирован от мишени и заслонка открывается только при рабочей температуре, то воздействие на объект будетнезначительным.
а |
б |
в |
г |
д |
е |
Рис. 6.10. Вторично-эмиссионные изображенияочищенных диатомовых водорослей, поверхность которых покрыта слоем золота различной толщины: а – 2,5 нм; б – 5,0 нм; в – 10 нм; г – 20 нм; д – 50 нм;
е– 100 нм (энергия пучка 30 кэВ)
2.Образование пленок загрязнений. Образование пленок загрязне-
ний в вакуумной системе обусловлено главным образом грязью и присутствием летучих веществ, которые оседают на образце, и именно по этой причине необходимо тщательно чистить систему, прежде чем ее использовать. Наиболее эффективный способ решения этой проблемы – окружить образец охлаждаемой поверхностью. Однако, по-видимому, эта процедура является излишней за исключением исследований, для которых требуется сверхвысокое разрешение. Пленки загрязнения могут приводить к неровному покрытию и, следовательно, зарядке в виде малых случайно расположенных частиц, а в наиболее экстремальных случаях в виде нерегулярных темных областей на образце.
3.Эффекты декорирования. Декорирование, или агломерация испаряемого металла происходит до некоторой степени с большей частью
243
металлических покрытий и является результатом неравномерного осаждения испаряемого металла. Агломерация происходит, когда когезионные силы (силы сцепления) в материале пленки больше, чем силы между молекулами пленки и подложки. Из-за геометрических эффектов шероховатые поверхности особенно трудно покрыть ровно, и при этом неизбежно на выступающих частях покрытие будет толще, чем в трещинах и углублениях.
4. Адгезия пленки. Плохая адгезия пленки связана с загрязнением поверхности углеводородной пленкой и водой, а в случае пластмасс – с присутствием тонкого жидкого слоя выделяющегося пластификатора. Разрывы сплошности и плохая адгезия пленок распознаются по появлению «волосных» трещин и по тенденции к легкому образованию чешуек. При наблюдении в микроскопе видны различия в яркости изображения и имеет место зарядка изолированных островков материала, не находящихся в контакте с остальной пленкой.
Низковакуумное испарение. При низком вакууме углерод испаряется в атмосфере аргона при давлении около 1 Па. Атомы углерода претерпевают многократные соударения и рассеиваются во всех направлениях. Этот метод полезен для получения прочных пленок углерода и нанесения покрытий на образцы со сложным рельефом поверхности перед анализом в режимах рентгеновского микроанализа, катодолюминесценции и отраженных электронов. Однако в общем случае полезность этого способа для образцов, предназначенных для анализа в СЭМ, сомнительна, в частности, потому, что коэффициент вторичной эмиссии для углерода очень мал. Несомненно, что многократное рассеяние и поверхностная диффузия углерода позволяют с большей эффективностью наносить покрытие на шероховатые образцы, поэтому этот метод целесообразно применять в тех случаях, когда нельзя наносить покрытие катодным распылением.
Катодное распыление. Хотя способ нанесения покрытия с помощью катодного распыления был известен давно, только недавно он стал более широко использоваться для получения тонких пленок. В процессе распыления высокоэнергетический ион или нейтральный атом бомбардирует поверхность мишени и передает свой импульс атомам на расстояние в несколько нанометров. Некоторые атомы получают при соударении энергию, достаточную для разрыва связей с ближайшими соседями, и выбиваются из узлов решетки. Если переданная им скорость достаточна, они выходят за пределы твердого тела.
244
Тлеющий разряд, в котором обычно идет покрытие при катодном распылении, возникает при испускании электронов из отрицательно заряженной мишени. Под действием приложенного напряжения электрон, ускоряясь, движется к положительному аноду и может столкнуться с молекулами газа, оставляя на своем пути ионы и избыточные свободные электроны. Тлеющий разряд располагается на некотором расстоянии от мишени. Положительные ионы движутся затем к мишени, находящейся под отрицательным потенциалом, и вызывают ее распыление, При высоких значениях ускоряющего напряжения бомбардирующий ион освобождает много электронов, которые имеют энергию, достаточную для повреждения непрочной мишени.
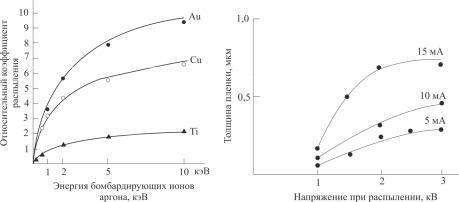
На скорость осаждения влияет несколько факторов. Коэффициент распыления медленно увеличивается с энергией бомбардирующих ионов газа (рис. 6.11). Плотность тока влияет на количество ионов, бомбардирующих мишень, сильнее, чем напряжение, и, следовательно, является более важным параметром, определяющим скорость осаждения
(рис. 6.12).
Рис. 6.11. Относительный коэффициент |
Рис. 6.12. Изменение толщины |
распыления некоторых металлов |
пленки в зависимости от тока |
в зависимости от энергии |
и напряжения при распылении |
бомбардирующих ионов аргона |
|
Изменение подводимой мощности может оказать решающее влияние на свойства и состав распыленных пленок. Например, при увеличении мощности алюминиевые пленки становятся более гладкими и содержат меньшее количество окисленных частиц. При увеличении давления в распылительной системе плотность ионов тоже растет. При
245