Материал: Организация и планирование производства. конспект лекций. Уколова А.В., Чернушкин О.А
основное назначение, основные характеристики и требования к разрабатываемой конструкции. Здесь же ведется сравнение вариантов, и для них разрабатываются общие чертежи и принципиальные схемы. Анализ просмотренных вариантов позволяет выбрать наилучший для дальнейшей разработки.
Технический проект содержит уточненные чертежи общего вида и всех узлов, расчеты, спецификацию, пояснительную записку с техникоэкономическим обоснованием новой конструкции. На этой стадии проектирования особую важность приобретает тесная взаимосвязь в работе конструкторов и технологов. Технический проект обязательно рассматривается на техникоэкономическом совете и утверждается организацией, выдавшей техническое задание на разработку.
Рабочие чертежи включают всю документацию, необходимую для изготовления (монтажа) и эксплуатации конструкции, в том числе чертежи всех деталей, подетальные спецификации, спецификации покупных изделий, инструкции по промышленным испытаниям, монтажу и эксплуатации.
На протяжении всего периода конструкторской работы необходимо тесное сотрудничество с технологами. Только в этом случае возможно создание технологических конструкций и сокращение цикла подготовки производства за счет ведения параллельных работ. Поэтому все чертежи передаются в производство только с визой технолога.
Результат конструкторской подготовки производства оценивается с помощью экономического анализа. Очевидно, что новая конструкция должна выгодно отличаться от старой: снижать трудозатраты, материало - и энергозатраты, повышать качество, обеспечивать выпуск существенно новых изделий и т. д. Важные эксплуатационные показатели качества: технический уровень, надежность (в том числе и безотказность, долговечность и ремонтопригодность). Экологическая, эстетическая характеристика оценивает также технологичность конструкции. Для сравнения возможно использование комплексного показателя качества. Окончательный вывод можно сделать по показателю приведенных затрат.
В конструкторской подготовке производства затрачивается значительное количество инженерного труда. Большой удельный вес имеют расчеты, вычисления, графические работы. Использование различных средств механизации и автоматизации инженерного труда позволяет увеличить его производительность, повысить качество работ, а в ряде случаев обеспечить оптимальность принимаемых конструкторских решений.
Большое значение в настоящее время придается полуавтоматизации и автоматизации проектирования. С помощью ЭВМ осуществляются не только рутинные процессы, но и значительная часть творческих, поисковых работ. Выбор оптимального решения позволяет сделать конструктору ЭВМ, дисплеи, графопостроители, микрофильмирующие установки и др.
40
5.5.Организация технологической подготовки производства
Технологическая подготовка производства заключается в совершенствовании существующих и разработке новых интенсифицированных процессов производства; выборе наиболее эффективного оборудования и правильной его расстановки; разработке и внедрении новых строительных материалов и изделий; определении оптимальных параметров работы оборудования и установлении рациональных норм расхода сырья, топлива, электроэнергии и материалов.
В зависимости от объема работ технологическая подготовка проходит следующие стадии:
-лабораторные исследования, которыми устанавливается принципиальная возможность и теоретические основы новой технологии, определяется экономическая эффективность ее внедрения;
-полузаводские испытания с целью проверки на стендовых установках разрабатываемой технологии, установления параметров процесса и определения требований к оборудованию.
Во время этих испытаний отрабатываются технологические карты, нормативы расхода сырья, материалов, топлива, энергии и необходимые инструкции.
Технологическая подготовка завершается определением оптимальных параметров, разработкой технологических карт и утверждением производст- венно-технических нормативов процесса.
В технологических картах указывается: характеристика продукции или процесса, требования к исходному сырью и материалам, состав сырьевой смеси, технологический режим на всех стадиях производства и видах оборудования, порядок и методы контроля производства и качества продукции.
Например, производство строительных материалов может быть организовано различными технологическими схемами на различных видах оборудования. Так, производство цемента может быть организовано мокрым, сухим, полусухим и полумокрым способами производства на вращающихся печах.
При помоле могут применяться трубные однокамерные или многокамерные мельницы, работающие в замкнутом или открытом цикле. В ходе технологической подготовки необходимо сопоставить технико-экономические показатели различных технологических решений и принять наиболее экономичный вариант, обеспечивающий наилучшие конечные результаты при наименьших затратах. При выборе технологических решений должны быть учтены возможности использования действующего оборудования, показатели трудоемкости, энергоемкости, топливоемкости и себестоимости продукции, объем требуемых капитальных вложений, комплексной механизации и автоматизации, а также улучшения качества выпускаемых строительных материалов и изделий. При выборе технологических решений необходимо учитывать, соответствуют ли они современным требованиям по условиям труда и охране
41
окружающей среды (безотх одная технология с замкнутым циклом). Сравниваются варианты технологического процесса по показателям приведенных затрат.
Одним из важных перспективных направлений ускорени я технологической подготовки производства является механизация и автоматизация проектирования технологических процессов и оснастки. Большое применение находит ЭВМ. Так, на основе закодированной входной информации об обрабатываемой детали или изготавливаемом железобетонном объекте с помощью ЭВМ на выходе формируе тся массив сведений, необходимых для получения рабочих чертежей оснастки. ЭВМ может с помощью типовых программ проектировать необходимую оснастку, а результаты выдаются в виде чертежа на чертежно-графическом автомате.
При ручном проектировании технологических процессо в качество исходной информации, досто верность ее зависят во многом от о пыта технолога. Необходимый для выбора наилучшего варианта сравнительный техникоэкономический анализ весьма трудоемок и часто при ручном п роектировании не проводится. Применение математических моделей технологических процессов в ЭВМ освобождает технолога от рутинной работы, позволяет заниматься поисками наилучших технологических вариантов.
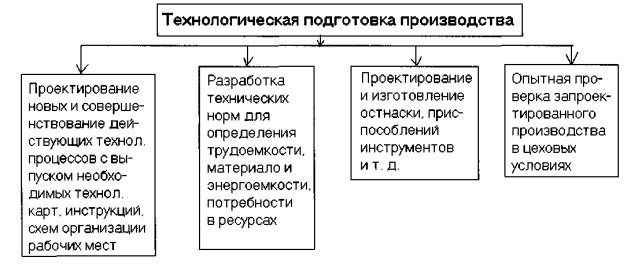
Рис.5.1. Состав технологической подготовки производства.
ТЕМА 6. ОРГАНИЗАЦИЯ ТЕХНИЧЕСКОГО КО НТРОЛЯ И УПРАВЛЕНИЯ КАЧ ЕСТВОМ ПРОДУКЦИИ НА ПРЕ ДПРИЯТИЯХ СТР ОИТЕЛЬНОГО КОМПЛЕКСА
6.1.Задачи, объекты и функции технического контроля
Одним из важнейших показателей эффективности производства являет-
42
ся качество выпускаемой продукции.
Под качеством продукции понимается совокупность таких ее свойств, которые обуславливают пригодность данной продукции удовлетворять определенные потребности в соответствии с ее назначением.
Продукция, соответствующая всем установленным требованиям, может быть признана годной, а с отклонением - считаться браком. Брак может быть как внутризаводской, так и внешний. Брак может быть исправимым, когда изделие после доработки может быть доведено до норматива на стандартную продукцию, и неисправимым, когда использовать продукцию по прямому назначению невозможно, и она может быть использована только как отходы производства. Потери от брака готовой продукции списываются на себестоимость продукции, на эту же сумму уменьшается объем выпуска валовой и товарной продукции.
В любом случае брак является растратой живого и овеществленного труда. Показателем качества продукции является количественная характери-
стика ее свойств, применительно к условиям ее создания, эксплуатации. Показатели качества бывают единичные, когда качество оценивается по
одному показателю, и количественные, когда качество оценивается по нескольким показателям.
Формирование показателей качества для каждого вида продукции представляет собой определенную сложность, т. к. свойства изделий различны и трудно сопоставимы.
Комплексные (определяющие) показатели качества продукции часто рассчитывают, используя коэффициенты весомости частных (единичных) показателей.
|
Ik=I1·a1+I2·a2+I3·a3+…+ I n·an |
(6.1) |
где Ik – |
определяющий (комплексный) показатель качества продукции; |
|
Ii – |
частные показатели качества; |
|
ai – |
коэффициенты весомости отельных показателей качества. |
|
В ряде случаев улучшение качества продукции равносильно количественному увеличению ее производства. Так, например, улучшение качества цемента на одну марку дает возможность снизить его расход на 12 - 15%, что в масштабе страны равносильно увеличению производства цемента на 15 - 18 млн. тонн в год.
Улучшение качества строительных материалов и изделий повышает долговечность зданий и сооружений, снижает удельный расход этих материалов в капитальном строительстве и дает в дальнейшем большую экономию средств при эксплуатации зданий и сооружений и их капитальном ремонте.
Однако в большинстве случаев повышение качества строительных материалов, изделий и конструкций связано с дополнительными эксплуатационными затратами. Так, повышение марки цемента требует более тонкого помола сырья и клинкера, увеличенного расхода тепла на обжиг, ввода специальных добавок.
43
Очевидно, эти затраты будут оправданы, если экономический эффект от применения продукции улучшенного качества в строительстве будет превышать производственные затраты, т.е. надо учитывать эффект от улучшения качества не только в сфере производства, но и в сфере применения.
Технический контроль производства - совокупность работ и операций по контролю качества продукции и хода технологических процессов, проводимых на всех стадиях производства от входного контроля исходных материалов и полуфабрикатов до выходного контроля готовой продукции. В этом определении перечислены объекты контроля.
Задачами контроля являются обеспечение высокого качества, выявление и предупреждение брака, разработка и проведение мероприятий по улучшению качества продукции.
Центральные функции ТК продукции связаны с предупреждением брака путем контроля за качеством материалов, условий их хранения, сохранностью их на всех переделах, контроля средств в производстве, контроля технологического процесса.
Кроме этого, ТК включает контроль и анализ брака, а также других данных, полученных в порядке внезаводского изучения качества изделий в процессе эксплуатации.
6.2.Исполнители контрольных операций
Исполнителями являются работники цехов и некоторых отделов заводского управления, в том числе ОТК.
Основную массу контрольных операций в цехах должны выполнять непосредственные исполнители - рабочие, мастера. Контроль состояния технического и энергетического оборудования является функцией служб ОГМ и ОГЭ.
Контроль выходной и при передаче полуфабрикатов из цеха в цех -как правило, функция ОТК. Входной контроль - ЦЗЛ.
ОТК возглавляет начальник, подчиненный непосредственно директору завода. Цеховые контролеры подчиняются начальнику ОТК. Работники ОТК независимы от производственно-технических и других оперативных органов завода. Вместе с тем, наряду с другими ОТК несет ответственность в полной мере за выпуск некачественной продукции. На заводе помимо ОТК имеются заводские лаборатории. В их обязанность входят: проведение анализов и испытаний, необходимых для нормального технологического процесса, науч- но-исследовательских работ, направленных на совершенствование технологии производства и качества продукции, определение состава и расчеты сырьевых смесей. В отдельных отраслях промышленности строительных материалов ОТК и ЦЗЛ соединены в один отдел - ОТК и лаборатория. Практика показала, что от этого объединения контроль производства и качества продукции только улучшились.
44