Материал: Организация и планирование производства. конспект лекций. Уколова А.В., Чернушкин О.А
но-поточным и прерывно-поточным (нет равенства производительности на всех операциях). Загрузка оборудования и рабочих мест непостоянная. Технологическая линия работает с заделом между постами. Принцип ритмичности оценивается тактом или ритмом линии. Это интервал времени выпуска с линии одного или партии изделий. Различаются линии с регламентированным и свободным режимом. Первые характерны для непрерывного производства. Ритм здесь поддерживается при помощи конвейеров или звуковой сигнализации. Вторые не имеют технических средств, строго регламентирующих ритм работы. Соблюдение ритма возлагается непосредственно на работников линии.
Транспортные средства:
-непрерывного действия (приводные конвейеры);
-бесприводные (рольганги, скаты и т. д.);
-подъемно-транспортное оборудование циклического действия (мостовые и др. краны, электротележки и др.).
4.2.Синхронизации технологического процесса
При рациональной организации технологического процесса (обеспечение непрерывности) необходимо стремиться к равенству продолжительностей технологических операций на местах. Они должны быть равны или кратны ритму работы линий. При организации производственных процессов необходимо выполнить их синхронизацию. Синхронизация – это процесс согласования длительности операций с тактом поточной линии. Она обеспечивает непрерывность технологического процесса. Для того, чтобы технологический процесс осуществлялся непрерывно, необходимо, чтобы продолжительность каждой операции была равна или кратна такту работы технологической линии.
Такт предприятия - интервал времени между выпуском двух смежных изделий (партий) одной номенклатуры на предприятии в соответствии с его производственной программой.
Такт поточной линии - интервал между выпуском двух смежных изделий (партий) одной номенклатуры на одной поточной линии.
Условия синхронизации следующие:
|
= |
|
= = |
|
= л. |
(4.1) |
|
|
|
|
где ti - норма времени на техническую операцию, чел-мин; сi - число рабочих на операции, человек;
rл - такт технологической линии, мин.
Синхронизация осуществляется путем изменения структуры операций и организационных условий их выполнения. Различают два её этапа:
1.Предварительный - выполняемый в период проектирования линий.
2.Окончательный - выполняемый во время отладки линий в цеховых
25
условиях.
Предварительная синхронизация достигается подбором: метода выполнения операций, оборудования, режимов обработки выполнения и структуры операций.
Например: 1) можно изменить количество операций, выполняемых на одном посту; 2) можно создать на одном посту несколько мест, на которых работы выполняют параллельно или последовательно; 3) можно осуществить техническое или технологическое совершенствование условий выполнения операций (сокращение числа переналадок, создание специальных транспортных устройств).
Однако расчленение смежных операций не всегда удается. Тогда применяют техническое совершенствование, предусматривающее сокращение продолжительности операций за счет усиления механизации, применения соответствующих приспособлений, повышения квалификации рабочих.
Создание параллельных или последовательных мест позволяет определенные виды работ выполнять одновременно на нескольких рабочих местах одного поста (например, формование одновременно на двух постах двумя бетоноукладчиками, установленными параллельно).
На первом этапе, как правило, не удается обеспечить такую синхронизацию процесса. Допускается отклонение в загрузке рабочих мест до 10% ( до - 110%). Эта недозагрузка или перегрузка может быть снята при отладке линии при окончательной синхронизации. Например, можно использовать средства малой механизации, внедрение совершенной оснастки, индивидуального подбора рабочих на перегруженные операции, материального стимулирования. При синхронизации необходимо учитывать также не только продолжительность выполнения основных операций, но и транспортирование, погрузочноразгрузочные работы.
Если синхронизация не удается, то приходиться осуществить прямоточное (прерывно-поточное) производство, т. е. проектирование линий с технологическими заделами и увеличенной длительностью производственного цикла. Однако может быть и частичная синхронизация, когда процесс осуществляется со значительными колебаниями времени на операциях. В этом случае создают не- прерывно-поточные линии со свободным ритмом. Для непрерывной работы на постах создают некоторый задел полуфабрикатов. На таких линиях могут быть использованы любые транспортные средства.
4.3.Основы расчета однопредметных непрерывно-поточных линий
Исходными данными для расчета непрерывно-поточной линии являются: программа запуска продукции за рассчитываемый период (месяц, сутки, смену). Nзап, фонды времени, нормы времени.
Nзап=Nвып* 100/( 100-а). |
(4.2) |
26 |
|
Nзап. - программа запуска изделий, шт.
Nвып. - программа выпуска изделий, шт.
а - технологические потери, % (например, в связи с изготовлением пробных изделий при наладке оборудования, расход на изготовление изделий для контрольных целей, потери в соответствии с нормами технологического проектирования).
Действительный фонд времени работы линии Fg определяется как разность календарного фонда времени и регламентированных перерывов для отдыха и профилактических мероприятий Тn.
Fg=Fk-Tn. |
(4.3) |
Выполнение заданного объема производства обеспечивается тактом (при партионной передаче - ритмом). Надо различать такт предприятия и такт работы линии. Это разные величины и понятия.
= |
|
. |
(4.4) |
зап |
|
Zn – такт предприятия
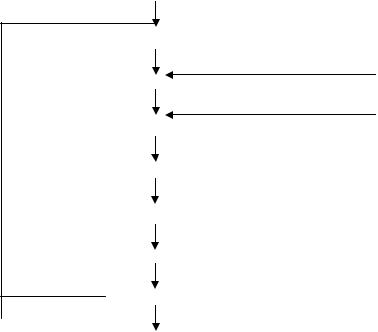
В связи с этим цикловой график необходимо разрабатывать для каждой линии в отдельности. Пример циклового графика рабочих операций представлен в таблице (табл. 4.1), а пример пооперационной схемы представлен на рис. 4.1.
смазка и сборка форм
подача арматуры
установка арматуры
подача бетонной смеси
формование
предварительная выдержка
тепловлажностная обработка
выгрузка форм с изделиями
распалубка
промежуточное складирование
Рис 4.4. Пример пооперационной схемы технологического процесса поточной линии производства дорожных плит
27
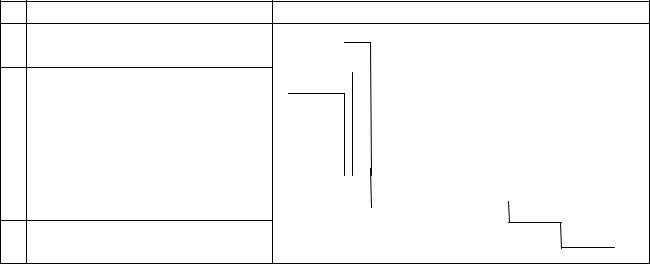
Таблица 4.1. Пример циклового графика рабочих операций изготовления дорожных
плит на поточно-агрегатной линии.
Время выполнения операции.
1Транспортирование смеси к посту формирования
2 |
Транспортировка арматуры |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
к посту сборки |
|
|
|
|
|
|
3 |
Чистка, смазка и сборка |
|
|
|
|
|
|
|
формы |
|
|
|
|
|
|
4 |
Армирование |
|
|
|
|
|
Ткр |
5 |
Формирование |
|
|
|
|
|
|
|
|
|
|
|
|
||
6 |
Распалубка |
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
7Транспортирование изделий на склад
Пооперационная схема позволяет построить цикловой график, главной целью которого является определение минимальной длительности «критической» операции. Эта длительность необходима для определения такта выпуска одного изделия или ритма выпуска партии изделий на проектируемой поточной линии. При определении такта линии (rл) изучаются данные такта по нормам технологического проектирования ( ОНТП. 01...) и анализируется длительность критической операции (Ткр). Как правило, (rл) принимается равным (Ткр).
Количество непрерывно-поточных линий определяется по формуле
л = пл . |
(4.5) |
Если в расчете количество поточных линий - дробное число, то его приводят к ближайшему целому значению. Затем проверяют эффективность использования производственной мощности линий путем определения коэффициента их загрузки (ɳ)
|
л. |
(4.6) |
|
ɳ = |
|
. |
|
л.пр |
|
||
где: л. - количество линий расчетное;л.пр - количество линий принятое.
Значение коэффициента ɳ < 0,75 свидетельствует о недостаточной эффективности использования мощности принятого числа проектируемых линий и требует пересмотра циклового графика с сокращением длитель-
28
ности «критической» операции. Для этого необходимы целенаправленные новые технологические, технические и организационные решения. Количество рабочих на i-том посту определяется:
= |
|
(4.7) |
л. |
|
где: - расчетное количество рабочих; |
|
|
л - ритм линии. |
|
|
Расчетное количество рабочих приводят к ближайшему большему целому |
||
значению и определяют принятое количество рабочих( Сi прин). |
|
|
Коэффициент загрузки рабочих вычисляется по формуле |
|
|
расч |
∙ 100%. |
(4.8) |
ɳ = С прип |
|
|
На стадии расчета поточной линии допускаются предельные значения коэффициента загрузки ɳ от 90 до 110%. Поскольку для непрерывного производства используется конвейер, его скорость должна быть учтена при синхронизации линии путем включения длительности этой транспортной операции в норму времени операции на посту.
|
)* |
(м/мин). |
(4.9) |
|
'к = л |
|
|
где: Vк – |
скорость конвейера, м/мин. |
|
|
lo – |
шаг конвейера, м (т. е. расстояние между осями смежных изделий |
||
равномерно расположенных на конвейере). Расположение постов на конвейере представлено на рис. 4.2.
пост 1 |
|
пост 2 |
|
|
|
lo
|
Рис 4.2. Расположение постов на конвейере |
|
|||
|
60 |
|
(4.10) |
||
|
0проп. камеры = 4 |
|
|
∙ 6ест. ∙ )*8 : :сеч.. |
|
|
л |
|
|||
где: rл – ритм линии; |
|
|
|||
Тест – |
длительность естественных процессов; |
|
|||
nсеч – |
количество изделий по сечению камеры. |
|
|||
Скорость конвейера должна обеспечивать не только его заданную произ-
29