Материал: Организация и планирование производства. конспект лекций. Уколова А.В., Чернушкин О.А
Рис 3.2. Д лительность производственного цикла
Междусменные перер ывы определяются принятым календарным режимом работы. Условно сюда могут быть отнесены обеденные перерывы. Следовательно, длительность производственного цикла Тц определяется по формуле
Тц=Топ+Тест+Ттр+Тк+Тпер. (3.1)
Но это пригодно только для Тц. одного цеха. Но на наших заводах в (Тц) участвуют несколько цехов, и складывать все их (Тц.) в принципе неверно, так как многие из них выполняются одновременно. Поэтому для определения суммарного То.ц. необходимо разработать цикловой график, характеризующий То.ц. каждого цеха и их совместимость во времени.
3.6.Виды движения предметов труда между рабочими местами (постами)
При определении длительности многооперационного циккла необходимо учитывать степень одновременности (параллельности) обработки изделий на разных операциях технологического процесса. Эта степень зависит от метода сочетания во времени выполнения операций на постах (входящих в процесс). Существуют три метода сочетания операций или три вида двиижения предме-
20
тов труда с предыдущей операции на последующую:
1)последовательный;
2)параллельный;
3)последовательно-параллельный.
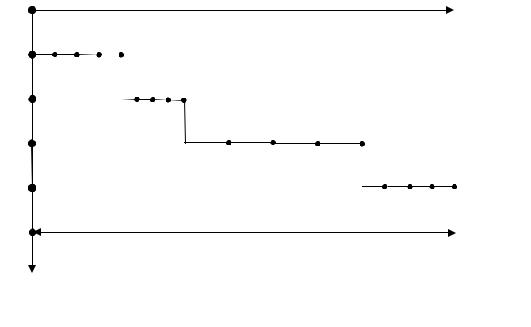
Сущность последовательности в движении заключается в том, что каждая последующая операция начинается только после окончания обработки всей партии на предыдущей операции. Пример графика последовательного вида движения представлен на рис. 3.3.
|
|
|
|
|
|
|
|
|
|
|
|
Рабочее |
1 |
2 |
3 |
4 |
|
|
|
|
|
|
|
|
время |
|
|
|
|
|
|
|
|
|
||||
1 |
nt1 |
|
|
1 2 |
3 4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|||
2 |
|
|
|
nt2 |
1 |
2 |
3 |
4 |
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|||||
3 |
|
|
|
|
|
|
nt3 |
|
1 2 3 4 |
|
||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
||||
4 |
|
|
|
Тпослоп. . |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
nt4 |
|
|
||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
N поста (операции)
Рис 3.3. Пример графика последовательного вида движения рабочих по операциям над партией из четырех предметов труда
n – количество изделий в партии; ti – норма времени;
Применяется, например, в кассетном производстве в формовочном
цехе.
Параллельный вид движения характеризуется полным отсутствием (или незначительной величиной) перерывов. Изделия передаются на следующую операцию сразу после окончания предыдущей. Пример графика параллельного вида движения представлен на рис. 3.4.
Применяется в конвейерном производстве или в поточно-агрегатном. Характеризуется самой короткой продолжительностью Топ., но есть и недостатки – имеются перерывы, влекущие простои оборудования и рабочих. Исключение составляет один частный случай, при котором нормы времени равны или кратны, тогда, устанавливая нужное количество рабочих на соответствующих операциях, длительность их приравнивается.
Последовательно-параллельный вид движения предусматривает такое частичное совмещение времени выполнения смежных операций, когда вся изготавливаемая партия проходит через каждую операцию без перерывов.
21
|
1 |
2 |
3 |
4 |
|
|
|
|
|
|
1 |
|
|
|
|
|
|
|
nt1 |
|
|
|
|
1 |
2 |
3 |
4 |
nt2 |
|
|||
|
|
|||||||||
|
|
|
|
|
||||||
2 |
|
|
|
1 |
2 |
3 |
4 |
nt3 |
||
|
|
|||||||||
|
|
|
|
|
||||||
3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
nt4 |
|
4 |
N поста |
Т |
послоп. . |
|
|
|
|
|||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|||
|
(операции) |
|
|
|
|
|
|
|||
Рабочее
время
Рис.3.4. Пример график параллельного вида движения рабочих по операциям над партией из четырех предметов труда
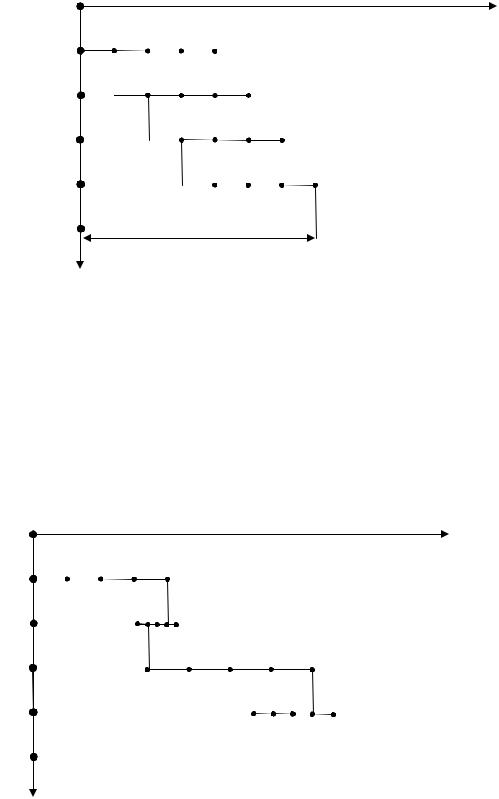
Необходимо различать два основных варианта последовательнопараллельного сочетания каждой пары смежных операций:
-операционный цикл предшествующей операции меньше последующей;
-операционный цикл предшествующей операции больше последующей. Пример графика параллельно-последовательного вида движения рабочих представлен на рис. 3.5.
|
|
|
|
|
|
|
Рабочее |
1 |
2 |
3 |
4 |
|
|
|
время |
|
|
|
|
||||
1 |
|
|
|
|
|
|
t1>t2 |
|
nt1 |
|
|
|
|
|
|
|
|
1 2 3 4 |
|
|
|
|
|
2 |
|
|
|
|
|
t2<t3 |
|
|
|
nt2 |
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
t3>t4 |
3
nt3
1 2 3 4
4
nt4
N поста (операции)
Рис.3.5. Пример графика параллельно-параллельного вида движения рабочих
22
3.7.Пути сокращения длительности производственного цикла
Длительность производственного цикла включает длительность рабочего периода, транспортных контрольных операций и перерывов.
Тпр.ц.=Топ.ц.+Ттр.+Тконт.+Тест.+Тперер. (5.1)
Сокращение длительности производственного цикла способствует улучшению основных технико-экономических показателей предприятия.
Предприятия в настоящее время являются коммерческими организациями. Цель их деятельности – получение максимальной прибыли. Чтобы ее получать, нужны эффективные производственные структуры в целом по предприятию, современные автоматизированные технологические линии, рациональные составы бетона и т. д., целесообразное сочетание во времени основных и вспомогательных операций. Основной производственный процесс должен быть построен по принципам специализации, пропорциональности, прямоточности, непрерывности, ритмичности, компактности. Необходимо стремиться к сокращению длительности производственного цикла. Напомню, что длительность производственного цикла включает длительность рабочего периода и перерывов. Рабочий период состоит из длительности технологических операций, подготовки заключительных работ, транспортных и контрольных операций.
Тпр.ц.=Топ.ц.+Ттр.+Тконтр.+Тест.+Тперер. (3.4)
В результате сокращения длительности производственного цикла увеличивается выпуск продукции, повышается оборачиваемость камер тепловой обработки, использование производственных площадей и т. д. В конечном итоге увеличивается фондоотдача, производительность труда, снижается себестоимость, повышается рентабельность производства. Сокращение длительности производственного цикла должно идти по путям сокращения длительности: Топ.ц., Ттр., Тконтр., Тест., Тпер.
Сокращение длительности операционных циклов достигается путем совершенствования технологических процессов, повышения технологичности конструкции изделия. Под совершенствованием технологических процессов понимается их комплексная механизация и автоматизация, внедрение скоростных режимов, применение прогрессивных технологических процессов, а также концентрация операций. (Конвейерные линии, роторный конвейер, интенсификации режимов перемешивания и т. д.). Повышение технологичности конструкции заключается в максимальном приближении конструкции к требованиям технологического прогресса (изделия должны иметь такую конструкцию, чтобы удобно было формовать и т. д.).
Продолжительность транспортных операций может быть значительно
23
уменьшена в результате перепланировки, компоновки на основе принципа прямоточности механизации подъема и перемещения продукции.
Сокращение длительности контрольных операций достигается путем совмещения времени выполнения технологических и контрольных операций, механизации, внедрения статистических методов контроля.
Длительность естественных процессов сокращается в результате замены их соответствующими технологическими операциями. Например, естественное твердение изделий может быть заменено тепловлажностной обработкой.
На многих предприятиях значительная часть производственного цикла (иногда до 90 %) приходится на разнообразные перерывы (организационные, комплектования, партионности, междусменные и т.д.). Ликвидация или уменьшение их длительности до возможного минимума позволяет существенно сократить длительность производственного цикла.
Время межоперационных перерывов значительно сокращается при переходе от последовательного к параллельно-последовательному виду движения, а также в результате территориального сближения технологических постов.
Полным отсутствием партионности и ожидания характеризуется только непрерывно-поточное производство (параллельный вид движения предметов труда).
Внедрение поточных методов является одним из наиболее эффективных и широко используемых заводами средств для сокращения длительности производственного цикла.
Величина междусменных перерывов может быть снижена даже в рамках принятого режима смежности. Например, в большинстве случаев в ночной перерыв, как правило, происходит тепловлажностная обработка изделий.
Для вскрытия резервов сокращения длительности производственных циклов прибегают к фотографии производственного цикла, к хронометражным наблюдениям за технологическими операциями.
ТЕМА 4. ОСНОВЫ ПРОЕКТИРОВАНИЯ ОСНОВНОГО ВЫСОКОКАЧЕСТВЕННОГО ПРОИЗВОДСТВА
4.1.Понятие о поточном производстве
Поточным производством называется такая форма организации производства, которая основана на ритмичной повторяемости согласованных во времени основных и вспомогательных операций, выполняемых на специализированных рабочих местах, расположенных в последовательности операций технологического процесса.
Для поточного производства характерны уже рассмотренные нами принципы: специализации, прямоточности, непрерывности, параллельности и ритмичности. Оно делится на однопредметное и многопредметное. Однопредметное и многопредметное поточное производство может быть непрерыв-
24