Материал: Общая характеристика нагрева материалов
Рис. 13. Расчетная глубина плавления Ni как функция
времени при плотности поглощенной мощности 105 Вт/см2
Следует отметить, что наиболее интересен такой режим сварки, при котором не происходит испарения с поверхности. Плавление в отсутствие испарения с поверхности может быть осуществлено лишь в очень узком интервале значений параметров лазерного импульса. Если плотность мощности ЛИ слишком высока, то испарение с поверхности начнется до того, как будет проплавлена существенная толща материала. Отсюда следует, что существует максимальный предел плотности мощности, пригодной для плавления материалов. На рис. 14 в качестве примера приведено изменение во времени глубины плавления нержавеющей стали. (Представленные на рис. 13 и 14 результаты получены путем расчета на аналоговой ЭВМ по методу, предложенному М.И. Коэном [48].) При условии тщательного контроля энергии лазерного импульса оптимальный режим плавления может быть достигнут в определенном интервале длительностей импульса. Для импульсов длительностью менее 1 мс трудно устранить испарение с поверхности.
Выполнение глубокой сварки с помощью непрерывных
СО2-лазеров мощностью, равной нескольким киловаттам (сваривались образцы
нержавеющей стали толщиной до 2 см), по-видимому, возможно благодаря так
называемому кинжальному эффекту, в результате которого над расплавленной зоной
образуется канал, обеспечивающий проникновение излучения в глубь образца и его
поглощение. После смещения лазерного пучка на новый участок поверхности канал
заполняется потоком расплавленного материала. Такое явление аналогично
глубинной сварке под действием электронного пучка.
Рис. 14. Расчетная глубина плавления от времени при различных значениях Qпогл ЛИ (стрелкой отмечен момент
начала испарения)
При использовании излучения непрерывных лазеров рассмотренные выше ограничения на величину теплового потока, распространяющегося в глубь материала, отсутствуют, и это позволило достигнуть высоких скоростей сварки толстых металлических образцов.
Например, с помощью лазера мощностью 3,6 кВт была осуществлена качественная сварка листов нержавеющей стали толщиной 6,35 мм со скоростью 127 см/мин, при этом отсутствуют разрушения за пределами зоны плавления.
Не менее важным параметром является коэффициент отражения от металлической поверхности, который играет важную роль при использовании СО2-лазеров. Одна из трудностей сварки металлов при помощи СО2-лазера заключается в высоком значении коэффициента отражения на волне 10,6 мкм. Из-за этого трудно передать энергию ЛИ свариваемому образцу. Покрытие металлической поверхности краской или другими материалами не всегда эффективно в начальной стадии нагрева из-за плохого теплового контакта между покрытием и находящимся под ним металлом. Кроме того, покрытие эффективно испаряется с поверхности. На практике высокий коэффициент отражения затрудняет применение СО2-лазеров для сварки таких металлов, как золото. Коэффициент отражения металлических сплавов, содержащих железо, на длине волны 10,6 мкм несколько меньше, и поэтому эти сплавы более пригодны для сварки с помощью СО2-лазеров. Снижение коэффициента отражения поверхности, которое может наблюдаться в течение лазерного импульса, оказывается особенно полезным при сварке с помощью СО2-лазера. Именно благодаря снижению коэффициента отражения, которое возникает при воздействии на поверхность мощного сфокусированного пучка СО2-лазера, эти лазеры нашли практическое применение для сварки.
На рис. 15 приведена зависимость коэффициентов
отражения некоторых металлов от длины волны. Результаты получены для гладкой
поверхности металлов. В общем случае значения коэффициента отражения зависят от
различных условий (в том числе от степени обработки поверхности и наличия на
ней окисных пленок), поэтому приведенные на рис. 15 [20] данные не могут
рассматриваться как абсолютно точные для выбранного конкретного металла.
Рис.15.
Зависимость R = f(l): А - для полированного серебра; В - меди; С - алюминия; D - никеля; F - углеродистой стали
В то же время эти кривые отражают ряд общих закономерностей. Металлы типа золота имеют невысокий коэффициент отражения в голубой части спектра, который увеличивается по мере смещения к красному краю видимой области спектра. Этим определяется цвет металлов типа золота. У металлов типа серебра или алюминия коэффициент отражения достаточно однороден во всей видимой области спектра, чем собственно и определяется их видимая «белизна». Металлы типа железа (стали и никелевые сплавы) обычно имеют более низкий коэффициент отражения во всей видимой области спектра и поэтому выглядят более тускло по сравнению с серебром.
Существуют данные о том, что коэффициент отражения может уменьшаться в течение действия лазерного импульса [51]. Экспериментально показано, что при облучении поверхности алюминия импульсом ЛИ на АИГ с неодимом интенсивностью 107 Вт/см2 коэффициент отражения в течение 200 мкс от начала импульса непрерывно снижался от первоначального значения 70 % до 20 %, а затем оставался примерно постоянным до конца импульса, полная длительность которого составляла 1 мс. Таким образом, лазерная энергия эффективно поглощается материалом, так как среднее значение коэффициента отражения в течение импульса оказывается низким.
На
рис. 16 [20] приведена временная зависимость коэффициента отражения R
поверхности нержавеющей стали, на которую действует последовательность
импульсов излучения ТЕА-лазера на СО2 длительностью 100 нс, создающая на
поверхности поток энергии, равный 2×108 Вт/см2,
при = 10 мкм.
Рис.
16. Зависимость нормированного коэффициента отражения поверхности нержавеющей
стали
Величина коэффициента отражения быстро уменьшается в течение нескольких сотен наносекунд с начала облучения.
Эффект экранировки поверхности волной поглощения иллюстрируется рис. 17, на котором приведены данные об удельном количестве удаляемого с поверхности материала (т.е. массы, отнесенной к энергии ЛИ). Данные свидетельствуют об эффективности процесса удаления материала.
По
мере увеличения плотности мощности ЛИ удельное количество удаляемого материала
возрастает до тех пор, пока эта плотность не достигнет ~107 Вт/см2.
Рис. 17. Относительное количество материала,
удаляемого с поверхности глинозема под воздействием импульса СО2-лазера
длительностью 1 мкс, как функция плотности мощности ЛИ
При дальнейшем увеличении плотности мощности возникает индуцированная ЛИ волна поглощения, которая экранирует поверхность, и процесс выноса материала с поверхности становится неэффективным. Дальнейшее повышение плотности мощности ЛИ приводит к уменьшению удельного количества удаляемого материала.
Выше рассмотрены процессы, в которых испарение поверхности было нежелательно. Однако в ряде случаев (например, при резке материалов или пробивании отверстий) этот эффект оказывается полезным.
Если плотность мощности ЛИ на поверхности металла достаточно высока, то температура поверхности быстро достигает точки кипения материала, и в результате испарения на поверхности образуется отверстие. Для сверления отверстий чаще всего используются лазеры, у которых длительность импульса лежит в пределах 100 мкс - 1 мс.
При воздействии на поверхность импульсов ЛИ,
работающего в режиме свободной генерации (длительность импульса ~1 мс), процесс
удаления материала с поверхности включает плавление и испарение. Такая
длительность импульса достаточно велика для того, чтобы испаренный материал
успевал выноситься за пределы зоны взаимодействия. Этот материал удаляется без
последующего взаимодействия с лазерным пучком. Испарение идет с постоянно
подвергающейся облучению поверхности. В наиболее типичных условиях температура
достигает точки кипения за очень короткое время tB, которое определяется следующим выражением:
tК = (/4)(kc/Pп2)(TК - T0)2, (89)
где k, r и с - соответственно теплопроводность, плотность и удельная теплоемкость материала, ТК - точка кипения, Т0 - температура окружающей среды и Pп - плотность мощности поглощенного излучения.
В табл. 5 [20] приведены значения tК, полученные путем расчета по приведенной выше формуле при Рп равной 105, 106 и 107 Вт/см2 в предположении равномерного распределении Рп ЛИ на бесконечной плоскости.
Указанные пределы соответствуют плотности мощности, получаемой на поверхности при использовании стандартных лазеров на рубине или стекле с неодимом с простейшей фокусирующей оптикой. Вследствие отражения излучения от поверхности плотность Рп может оказаться ниже плотности мощности в падающем пучке.
Приведенные в табл. 5 значения времени tК могут быть очень малыми.
Таблица 5
|
Металл |
Время tК (мкс) при плотности Pп мощности поглощенного излучения (Вт/см2) |
||
|
|
105 |
106 |
107 |
|
Свинец |
118 |
1,18 |
12×10-3 |
|
Цинк |
128 |
1,28 |
13×10-3 |
|
Магний |
245 |
2,45 |
24,5×10-3 |
|
Титан |
319 |
3,19 |
31,9×10-3 |
|
Хром |
1,54×103 |
15,4 |
154×10-3 |
|
Никель |
1,84×103 |
18,4 |
184×10-1 |
|
Железо |
1,86×103 |
18,6 |
186×10-3 |
|
Алюминий |
3,67×103 |
36,7 |
367×10-3 |
|
Молибден |
5,56×103 |
55,6 |
556×10-3 |
|
Медь |
8,26×103 |
82,6 |
826×10-3 |
|
Вольфрам |
10,46×103 |
104,5 |
1046×10-3 |
При высоких значениях плотности поглощенной мощности испарение поверхности начинается очень быстро.
На рис. 18 [20] показано, как на эти результаты влияет
конечное значение диаметра лазерного пучка на поверхности. Приведенные кривые
характеризуют плотность мощности ЛИ, которая необходима для того, чтобы
началось испарение поверхности. Плотность мощности представлена как функция
длительности лазерного импульса и диаметра лазерного пучка на поверхности
алюминиевого образца. При очень малых длительностях импульса перенос тепла в
поперечном направлении оказывается несущественным и полученный результат не
зависит от размеров облучаемого пятна.
Рис.
18. Плотность мощности, необходимая для нагревания поверхности массивного
образца Al до точки кипения, в зависимости от длительности
импульса и радиуса гауссова пучка rг
В этих случаях результат хорошо описывается выражением (89). При увеличении длительности импульса становится существенным перенос тепла в поперечном направлении и конечный результат зависит от размеров облучаемого пятна. При малых размерах облучаемого пятна поперечные градиенты температуры становятся высокими и тепловой поток очень быстро распространяется в сторону от фокальной области. Таким образом, для того чтобы вызвать испарение при небольшом диаметре облучаемого пятна, требуется более высокая плотность мощности.
До того как начнется процесс кипения материала, поверхность должна хотя бы частично расплавиться. Из-за очень высокой скорости развития процесса кипения не хватает времени для того, чтобы расплавить достаточное количество материала. Таким образом, при высоких плотностях мощности ЛИ преобладает процесс испарения, а плавление играет менее важную роль. Лазерная энергия, продолжающая поступать к поверхности материала после того, как ее температура достигнет точки кипения, идет на покрытие расхода на скрытую теплоту испарения. Удаляемый из образца материал находится в паровой фазе, выброс которого и создает отверстие.
Часто время, которое необходимо для того, чтобы
температура поверхности достигала точки кипения, составляет лишь небольшую
часть длительности импульса. После этого устанавливается равновесие и испарение
поверхности идет с постоянной скоростью uИ, которая определяется как
uИ = Рп/{[L + c(TК - T0)]}, (90)
где L - удельное значение скрытой теплоты испарения. При разумном выборе условий работы указанная скорость может сохраняться в течение почти всего импульса лазера, работающего в режиме свободной генерации. В этом случае для импульса длительностью 1 мс глубина испарившейся части для типичного металла составляет ~ 1 мм.
Отметим, что одним из важнейших факторов является скрытая теплота испарения. Металлы с низким значением этого параметра испаряются в значительно большем количестве по сравнению с металлами, имеющими высокую скрытую теплоту испарения (например, вольфрам). Количество испарившегося материала зависит от условий облучения материала лазерным пучком, вследствие чего результаты, полученные разными исследователями, могут различаться. Важно отметить, что глубина отверстия, которое может быть получено при помощи импульсного лазера, ограничена. В частности, с помощью лазера, работающего в режиме свободной генерации, можно проделать отверстие в металле толщиной всего лишь несколько миллиметров.
В процессе пробивки отверстий в материалах при помощи лазеров испаряется не весь удаляемый материал. Давление паров, возникающих в процессе пробивки отверстия, вызывает образование потока, направленного к выходу из образовавшегося углубления. С этим потоком может выноситься некоторое количество расплавленного материала со стенок углубления. В результате вымывания под действием потока часть материала удаляется в виде неиспарившихся капель, и поэтому удаленная масса оказывается выше, чем только при одном испарении. Расплавленный материал с поверхности углубления может выбрасываться в виде сферических частиц. Обычно во многих металлах наряду с паром наблюдается поток светящихся нагретых частиц.
На рис. 19 [20] показан фотоснимок участка, подвергшегося воздействию нескольких импульсов СО2-лазера длительностью 100 нс (фотоснимок получен при помощи сканирующего электронного микроскопа). Даже при столь малой длительности импульса явно просматривается растекание материала в углублении и его разбрызгивание за пределы возникающего кратера. В определенных условиях основная масса материала удаляется в виде жидкости.
На рис. 20 приведены данные о доле материала, удаляемой в виде жидкости при воздействии импульса лазера на неодимовом стекле мощностью 30 кВт.
В начальной стадии импульса материал в основном удаляется в виде пара, но спустя несколько сотен микросекунд примерно 90 % материала удаляется в виде жидких капель.
Можно предположить, что для увеличения скорости выноса
материала следует использовать лазеры с очень высокой пиковой мощностью.
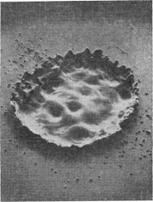
Рис. 19. Кратер на поверхности нержавеющей стали в
результате воздействия нескольких импульсов ТЕА-лазера с Q = 3×108 Вт/см2 (диаметр участка
составляет 1,8 мм)
Однако, как это ни парадоксально, лазеры с
максимальной пиковой мощностью не являются оптимальными для процесса удаления
материала с поверхности. При высоких плотностях мощности ЛИ, получаемых с
помощью лазеров с модуляцией добротности, испаряется лишь небольшое количество
материала, которое оказывается разогретым до высокой температуры.
Рис. 20. Зависимость доли Рис. 2 Зависимость глубины
удаляемого жидкого испарения металлической мишематериала от времени ни (под
воздействием импульса длительностью 30 нс) от времени [20]
В начальной стадии импульса с поверхности испаряется некоторое количество материала, которое в результате нагрева частично ионизуется и образует непрозрачную высокотемпературную плазму. Эта плазма эффективно экранирует поверхность материала от последующего воздействия ЛИ, а вынесенный с поверхности материал продолжает взаимодействовать с лазерным пучком.
Из сказанного следует, что при возрастании плотности мощности ЛИ важную роль начинает играть новый физический процесс, который иллюстрируется рис. 2