Материал: Моя записка по ВТ
время организационного и технологического обслуживания рабочего места, мин;
время на отдых и личные потребности рабочего, мин;
число деталей в партии.
(4.11)
где - длина хода режущего инструмента, мм;
(4.12)
где величина врезания, мм;
величина перебега, мм;
длина механической обработки, мм;


(4.13)
где - вспомогательное время, связанное с переходом, мин;
- вспомогательное время, связанное с замером, мин;
- вспомогательное время на установку и снятие детали, мин.

050 Развёртка, дефект №1
Штучно-калькуляционное время при механической обработке:
(4.14)
где основное время, мин;
вспомогательное время, мин;
подготовительно-заключительное время на партию деталей, мин;
время организационного и технологического обслуживания рабочего места, мин;
время на отдых и личные потребности рабочего, мин;
число деталей в партии.
(4.15)
где - длина хода режущего инструмента, мм;
(4.16)
где величина врезания, мм;
величина перебега, мм;
длина механической обработки, мм;
(4.17)
где - вспомогательное время, связанное с переходом, мин;
- вспомогательное время, связанное с замером, мин;
- вспомогательное время на установку и снятие детали, мин.

055 Нарезание резьбы, дефект №2
Штучно-калькуляционное время при механической обработке:
(4.18)
где основное время, мин;
вспомогательное время, мин;
подготовительно-заключительное время на партию деталей, мин;
время организационного и технологического обслуживания рабочего места, мин;
время на отдых и личные потребности рабочего, мин;
число деталей в партии.
(4.19)
где - длина хода режущего инструмента, мм;
(4.20)
где величина врезания, мм;
величина перебега, мм;
длина механической обработки, мм;

(4.21)
где - вспомогательное время, связанное с переходом, мин;
- вспомогательное время, связанное с замером, мин;
- вспомогательное время на установку и снятие детали, мин.

5 Проектирование приспособления, используемого при восстановлении детали
Основные требования, предъявляемые к зажимным устройствам:
- надежность, износостойкость и жесткость;
- постоянная по величине сила закрепления и минимальное время закрепления-открепления заготовки или детали;
- отсутствие деформации заготовки и ее смещения в процессе закрепления.
- автоматизация процесса закрепления.
Разработанное приспособление, основанное на принципе зажимного устройства, которое используется для фиксации заготовок при работе на токарном станке, удовлетворяет всем указанным выше требованиям. Схема разработанного приспособления представлена на рисунке 5.1
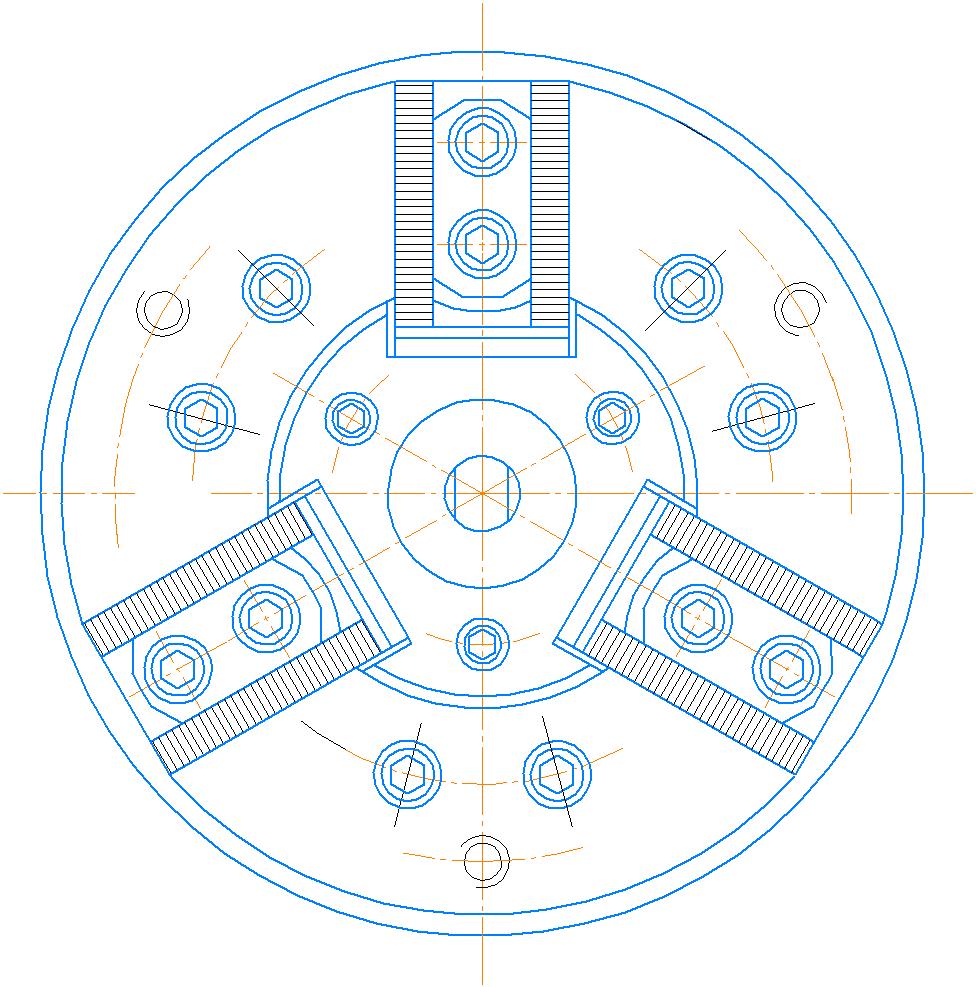
Рисунок 5.1 – Разработанное приспособление
Патрон токарный самоцентрирующийся трёхкулачковый поводковый предназначается для крепления заготовок, устанавливаемых в центрах и агрегации с механизированным приводом (пневмоприводом) - это вид зажимного устройства, который используется для фиксации заготовок при работе на токарном станке. Устройство патрона с тремя кулачками и самоцентрированием гарантирует надежный захват и крепление во время токарных операций. Трехкулачковый патрон с самоцентрированием исключает возможность сдвига, обеспечивая высокую точность и качество изделий. Приспособление с самоцентрированием и тремя кулачками относится к универсальному типу патронов, удачно агрегатируется с пневмоприводом.
Преимущества пневмопривода при работе с самоцентрирующими патронными трёхкулачковыми устройствами:
1. Устойчивая фиксация с постоянной силой захвата.
2. Возможность регулировки силы зажатия.
3. Для управления приводом не требуется больших усилий.
4. Безопасность устройства в работе и обслуживании.
5. Обеспечение высокой точности обработки.
6. Быстродействие.
Конструктивная особенность патронов, предназначенных для агрегации с пневмоприводом, заключается в том, что привод выполнен в виде штанги-оси, пропущенной сквозь станочный шпиндель. Пневмопатроны с тремя кулачками безопасны, отличаются высоким сроком эксплуатации.
5.1 Прочностной расчёт спроектированного устройства
В качестве прочностного расчета произведем расчет на прочность резьбы винта крепления пластины с кулачками к корпусу патрона.
Для крепления применяем 8 винтов материал
Сталь 40 ХГСА (закаленная) с резьбой М10.
Момент завинчивания для резьбы М10
составляет
![]() 20
20
![]() ,
сила затяжки
,
сила затяжки
![]() 6000
6000![]() .
Для исключения самоотворачивания винтов
применяем гроверные шайбы.
.
Для исключения самоотворачивания винтов
применяем гроверные шайбы.
В нашем случае винт затянут, а внешняя
нагрузка отсутствует. В этом случае
стержень винта растягивается осевой
силой
![]() ,
возникающей от затяжки винта, и
закручивается моментом сил в резьбе
,
возникающей от затяжки винта, и
закручивается моментом сил в резьбе
![]() .
.
Напряжение растяжения от силы :
![]() ,
(5.1)
,
(5.1)
где d = 0,01 м. – диаметр резьбы,
![]()
Напряжение кручения от момента :
 (5.2)
(5.2)
где
![]() –
полярный момент сопротивления;
–
полярный момент сопротивления;
![]() –
угол подъёма винтовой линии;
–
угол подъёма винтовой линии;
 –
угол трения.
–
угол трения.
![]()
Проверка прочности по эквивалентному напряжению:
![]() ,
(5.3)
,
(5.3)
![]() .
.
где −
 - эквивалентное напряжение выбранного
материала.
- эквивалентное напряжение выбранного
материала.
Таким образом условие прочности по эквивалентному напряжению выполняется.
Произведем проверку условия равнопрочности резьбы на срез и стержня винта на растяжение. Примем в качестве предельных напряжений пределы текучести материала на растяжение и сдвиг.
![]() ,
(5.4)
,
(5.4)
где – длинна резьбы;
![]() =
0,84;
=
0,84;
![]() =
0,6;
=
0,6;
 -
предел текучести выбранного материала.
-
предел текучести выбранного материала.
![]()
Таким образом условие прочности по условию равнопрочности резьбы на срез и стержня винта на растяжение выполняется.