Материал: Моя записка по ВТ
Содержание
Введение 4
1 Исходные данные 5
1.1 Анализ особенности конструкции 5
1.2 Анализ условий работы детали 6
1.3 Определение класса детали 9
1.4 Выбор способов восстановления деталей 10
2 Разработка маршрута технологического процесса восстановления детали 14
2.1 Расчёт припусков на механическую обработку 18
3 Расчет режимов восстановления детали 24
4 Техническое нормирование работ 36
5 Проектирование приспособления, используемого при восстановлении детали 43
5.1 Прочностной расчёт спроектированного устройства 44
5.2 Расчет усилия зажима заготовки 46
Заключение 49
Список литературы 50
Введение
В процессе эксплуатации автомобиля надежность, заложенная в нем при конструировании и производстве, снижается вследствие возникновения различных неисправностей.
В поддержании технического состояния автомобилей на требуемом уровне большую роль играет планово-предупредительная система технического обслуживания и ремонта. В процессе проведения технического обслуживания и текущего ремонта выполняются работы по устранению возникших неисправностей и замене наиболее быстро изнашиваемых деталей (поршневые кольца, эксплуатационные вкладыши и др.). И все же при длительной эксплуатации автомобилей наступает момент, когда вследствие износа звездочки ведущей и других основных деталей надежность автомобиля снижается настолько, что восстановление его средствами эксплуатационных предприятий становится невозможным. В этом случае автомобиль подлежит капитальному ремонту.
Все основные детали автомобиля являются, достаточно сложными в конструктивно-технологическом отношении и на их изготовление затрачивается много овеществленного труда, черных и цветных металлов, в том числе легированных сталей. Не использование в дальнейшем дорогостоящих деталей, имеющих небольшие износы, и тем более деталей с допустимым износом было бы экономически не оправданным. Восстановление работоспособности и использование указанных деталей в масштабах страны является проблемой большого народнохозяйственного значения. Решение этой проблемы и является одной из основных задач авторемонтного производства.
Задачи данной курсовой работы:
– выбрать способ восстановления деталей;
– составить технические условия на контроль и сортировку деталей;
– разработать маршрут восстановления детали;
– рассчитать режимы резания и подобрать необходимое технологическое оборудование;
–определить норму времени и технологическую себестоимость восстановления.
1 Исходные данные
1.1 Анализ особенности конструкции
Вал изготовлен из Сталь 45, химический состав которой согласно ГОСТ 1050-88 представлен на таблице 1.1.
Таблица 1.1 – Химический состав Сталь 45
Химический элемент |
Содержание, % |
Углерод |
0,42-0,5 |
Кремний |
0,17-0,37 |
Марганец |
0,5-0,8 |
Сера |
0-0,4 |
Фосфор |
0-0,035 |
Под точностью обработки понимают степень соответствия изготовленной детали заданной. Точность обработки деталей характеризуется: а) точностью формы, т. е. степенью соответствия формы отдельных частей деталей и их взаимного размещения на чертеже; б) точностью размера, т. е. степенью соответствия действительных размеров отдельных участков поверхности деталей размерам, заданным на чертеже; в) шероховатостью поверхности, т. е. степенью соответствия гладкости действительных поверхностей деталей геометрическим поверхностям, предусмотренным чертежом.
Твёрдость материала HB 197-241.
Технологические базы разделяются на установочные и измерительные.
Установочные базы – поверхности (а также линии и точки), служащие для установки заготовки на станке и ориентирующие ее относительно режущего инструмента. Основные установочные базы – это поверхности, которые ориентируют заготовки (обрабатываемые детали) на станке и положение готовых деталей в машине относительно других сопрягаемых деталей при ее работе.
Измерительная база – поверхность (линия или точка), от которой производят отсчет размеров.
Конструкторская база – совокупность поверхностей, линий, точек, от которых заданы размеры и положение деталей при разработке конструкции. Конструкторские базы могут быть реальными (материальная поверхность) или геометрическими (осевые линии, точки). При выборе черновых установочных баз руководствуются следующими правилами: базовые поверхности должны быть по возможности ровными и чистыми (не следует, например, принимать за базы поверхности, на которых располагаются литники, линии разъема моделей или заусенцы), базовые поверхности не должны изменяться относительно других поверхностей (не следует, например, брать за базу поверхность литого отверстия, так как его положение может изменяться), за базы рекомендуется принимать поверхности с минимальными припусками или вообще не подвергаемые обработке.
К данной детали применимы базы: база А для обработки дефектов №1, 2, 3, база Б для обработки дефекта №4. Базы представлены на рисунке 1.1.
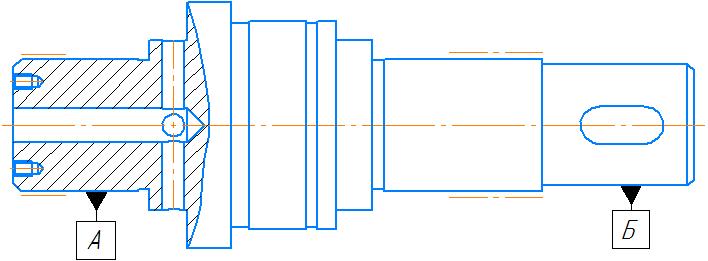
Рисунок 1.1 – Базы, применимые к данной детали
1.2 Анализ условий работы детали
Вал является одной из основных частей механизма. Поэтому точность при изготовлении и ремонте детали должна быть высокой. Это связано с тем, что механизм при работе испытывает воздействие значительных вибраций. Поэтому необходимо в процессе изготовления и в процессе ремонта строго соблюдать требования к точности и качеству детали, регламентированных заводом-изготовителем. В процессе эксплуатации деталь подвергается воздействию переменных нагрузок.
Высокая температура работы детали связаны с тем, что деталь находится в непосредственном контакте с элементами механизма, которые в процессе работы могут нагреваться до высоких температур. Среда, в которой работает деталь агрессивная (присутствие смазки и постоянный контакт с окружающей средой).
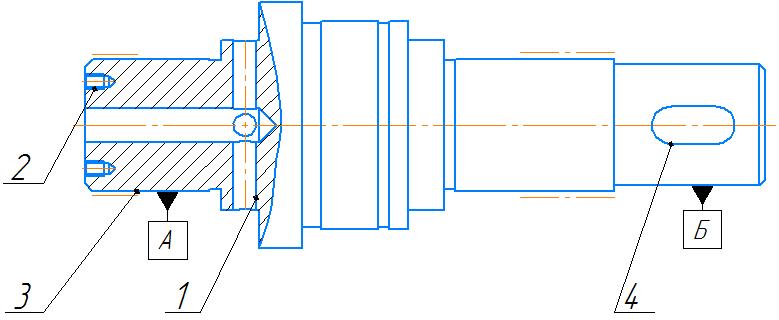
В процессе работы у шкива возникают следующие дефекты:
– износ отверстия;
– износ резьбового отверстия;
– износ поверхности под подшипник;
– износ шпоночного паза;
Износ отверстия происходит из-за дисбаланса и возникающего вибрационного нагружения детали. Деталь испытывает напряжения смятия. Также в процессе эксплуатации может возникать поверхностная коррозия металла, что ведёт к изменению размеров отверстий.
Износ наружной поверхности происходит из-за коррозионного воздействия среды, в которой эксплуатируется деталь и под действием сил, которые сжимают данную поверхность.
Возможные дефекты данной детали представлены в таблице 1.2.
Таблица 1.2 – Дефектовочная карта
Дефектовочная карта |
||||||
Вал |
||||||
|
Обозначение |
|||||
|
||||||
Материал |
||||||
Сталь 45 |
||||||
ГОСТ 1050-88 |
||||||
|
||||||
––––– |
||||||
Позиция |
Возможный дефект |
Способ установления дефекта и средства контроля |
Размер, мм |
Заключение |
||
по рабочему чертежу |
допустимый без ремонта |
|||||
1 |
2 |
3 |
4 |
5 |
6 |
|
- |
Обломы или трещины |
Осмотр |
|
|
Браковать |
|
1 |
Повреждение отверстия |
Калибр-пробка НЕ-4,8-H45 ГОСТ 14810-69 |
|
|
Ремонтировать. Обработать до выведения следов износа, заварить, обработать до требуемого размера |
|
2 |
Повреждение, смятие резьбы |
Резьбовой калибр-пробка М3х0,5-6H ГОСТ 24705-2004 |
М3х0,5-6H |
Непрохождение калибра |
Ремонтировать. Обработать до выведения следов износа, заварить, обработать до требуемого размера, нарезать резьбу |
|
3 |
Износ посадочной поверхности |
Микрометр ГОСТ 6507-90 |
|
|
Ремонтировать. Обработать до выведения следов износа, наплавить, обработка до требуемого размера |
|
4 |
Износ шпоночного паза |
Шпоночные калибр-пробка -B10-H22 ГОСТ 24109-80 |
|
|
Ремонтировать. Обработать до выведения следов износа, заварить, обработать до требуемого размера |
|






1.3 Определение класса детали
Деление деталей на классификационные группировки осуществляется на основе классификационных признаков, характеризующих свойства деталей, наиболее существенных для решения поставленных задач.
С каждой последующей ступенью деления классифицируемого множества возрастает степень конкретности классификационных признаков.
В классах 71 – 75 множество деталей разделено по геометрической форме на три подмножества:
"Детали – тела вращения" (классы 71, 72);
"Детали – не тела вращения" (классы 73, 74);
"Детали – тела вращения и/или не тела вращения" (класс 75).
Геометрическая форма характеризует непосредственно деталь независимо от ее функции и принадлежности к другим изделиям. Этот признак почти не подвергается индивидуальной интерпретации. Геометрическая форма характеризует непосредственно деталь независимо от ее функции и принадлежности к другим изделиям.
Признаки – конструктивная характеристика отдельных элементов детали и ее взаимное расположение элементов детали - конкретизируют геометрическую форму.
Вал прямой относится к 75 классу.
Большое влияние на механические свойства стали имеет скорость охлаждения металла, а, следовательно, и толщина стенок отливок. В этом случае при оценке реальной прочности отливок рекомендуется изготавливать различного рода тестовые заготовки, которые соответствуют толщине отливок, и из них вырезать образцы для испытаний.
Таблица 1.3 – Механические свойства Сталь 45
Параметр |
Значение |
Модуль упругости E, МПа |
2·10- 5 |
Относительное удлинение при разрыве δудл, % |
16 |
Относительное сужение ψ, % |
40 |
Предел
текучести условный
|
355 |
Предел
прочности при растяжении
|
245 |
Твердость по Бринеллю, HB |
170-250 |
 ,
МПа
,
МПа ,
МПа
,
МПа
Обработка резанием – это процесс получения детали требуемой геометрической формы, точности размеров, взаиморасположения и шероховатости поверхностей за счет механического срезания с поверхностей заготовки режущим инструментом материала технологического припуска в виде стружки. Обработка металлов давлением – технологический процесс получения заготовок или деталей в результате силового воздействия инструмента на обрабатываемый материал.
Сварка – процесс получения неразъемного соединения деталей машин, конструкций и сооружений при их местном или общем нагреве, пластическом деформировании или при совместном действии того и другого в результате установления межатомных связей в месте их соединения.
1.4 Выбор способов восстановления деталей
В ремонтной практике применяются следующие основные способы восстановления изношенных деталей: механическая и слесарная обработка, сварка, наплавка, металлизация, хромирование, никелирование, отслаивание, склеивание, упрочнение поверхности деталей и восстановление их формы под давлением. Как правило, после восстановления детали одним из способов ее подвергают механической или слесарной обработке, что необходимо для восстановления посадок сопряженных деталей, устранения овальности или конусности их поверхностей, обеспечения требуемой чистоты обработки.