Материал: mekhatronika_UrGUPS
–сложность системной интеграции, необходимость дополнительного времени для анализа и поиска неисправностей;
–большая трудоемкость обслуживания и программирования машины по сравнению с традиционным оборудованием;
–сложность и неотработанность процедуры калибровки машины;
–необходимость знаний как в области станков с ЧПУ, так и промышленных роботов для обучения персонала методике программирования;
–неоднородность (анизотропия) характеристик машины в различных областях рабочей зоны, наличие особых конфигураций.
На эффективность решения этих задач, поставленных практикой производственного применения, необходимо обратить особое внимание при создании машин нового поколения.
4.1.5.Многофункциональные металлообрабатывающие центры
Внастоящее время ряд мощных машиностроительных фирм заняты разработкой многофункциональных металлообрабатывающих центров. К числу таких фирм можно отнести: OKUMA OKAMOTO
(Япония), Niles-Simmons Hegenscheidt, MIKROMAT, DMG ECOLINE
(Германия) и др.
Большинство современных обрабатывающих центров различного назначения (многофункциональные, вертикальные, горизонтальные, токарные, портальные и др.) оборудованы высокоскоростными шпиндель-двигателями (мотор-шпинделями) с частотой вращения до 18000 мин–1, встроенными системами измерения и сканирования инструмента и точностью позиционирования осей обработки, системами управления скоростью резания без увеличения уровня вибрации (программа Machining Navi (Япония)), системами компенсации температурных изменений (увеличение температуры прогнозируется и при необходимости компенсируется – фирма OKUMA), системами предупреждения столкновениями для автоматического и ручного режимов работы станков (Collision Avoidance System – OKUMA), современными системами ЧПУ (PCNC) (например, OSP – Okuma Sampling
Path Control).
В качестве примера рассмотрим вертикальный обрабатывающий центр фирмы DMG ECOLINE серии DMC V (рис. 4.33).
91
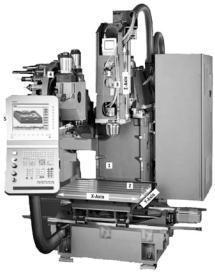
Станок имеет высокостабильную конструкцию C-Frame (рамы) 1 повышенной жесткости, изготовленной из чугуна с осью X в столе 2.
Мощный фрезерный водоохлаждаемый шпиндель-двига- тель на 8000 мин–1 3 с крутящим моментом 83 HM, инструментальный магазин 4 на 20 позиций, скорость подачи инструмента 25 м/мин, время смены инструмента 1,6 с. Центр оснащен современной системой управления 5 с 3D-симуляци- ей и графической поддержкой при настройке и диагностике. Система управления оснащена современными 3D-CNC-уст- ройствами управления от SIE-
MENS, большим цветным экраном до 1511, полноцветной клавиатурой и электронным маховичком. Эргономичная панель управления DMG SLIMine обеспечивает операторам с ростом от 1,50 м до 1,90 м оптимальное удобство в работе.
Математическое обеспечение осуществляет поддержку оператора в сфере ShopFloor. Эту поддержку, прежде всего, обеспечивает интегрированное математическое обеспечение ShopMill устройства управления от SIEMENS, текстовый диалог и программатор MAPPS IV от MORI SEIKI. Математическое обеспечение ускоряет путь от чертежа до готовой детали, кроме того, оно обеспечивает режим управления инструментом и режим наладки с графической поддержкой, и обширные функции диагностики, также имеющие графическую поддержку.
Дополнительные устройства обрабатывающего центра – шпин- дель-двигатель, устройство для измерения деталей, стеклянная измерительная линейка перемещений по осям X / Y / Z, система сканирования инструментов для измерения и диагностирования качества инструментов (рис. 4.34).
92
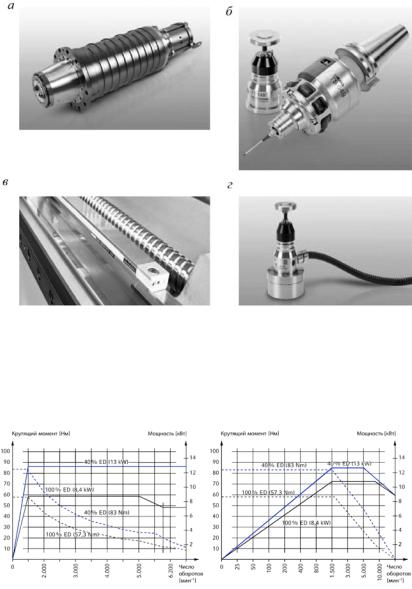
Рис. 4.34. Дополнительные устройства обрабатывающего центра:
а – шпиндель-двигатель; б – устройство для измерения деталей; в – стеклянная измерительная линейка; г – система сканирования инструментов
Сравнительные графики мощностных характеристик стандартного шпинделя и шпиндель-двигателя приведены на рис. 4.35.
а |
б |
Рис. 4.35 Графики мощностных характеристик:
а – стандартный шпиндель; б – шпиндель-двигатель
93

Технические характеристики обрабатывающего центра DMC V eco приведены в табл. 4.2.
|
|
|
Таблица 4.2 |
|
Технические характеристики |
|
|
||
|
|
|
|
|
Тип станка |
|
DMC 635 V eco |
DMC 1035 V eco |
|
Диапазон измерений |
|
|
|
|
Перемещение по оси X |
мм |
635 |
1035 |
|
Перемещение по оси Y |
мм |
510 |
560 |
|
Перемещение по оси Z |
мм |
460 |
510 |
|
Подача |
|
|
|
|
Усилие подачи |
н |
4000 |
4000 |
|
Скорость подачи |
м/мин |
20 |
20 |
|
Ускоренный ход |
м/мин |
25 |
25 |
|
Точность позиционирования |
|
|
|
|
P max согл VDI/DGO 3441 (непрямая/ |
мм |
0,020/0,008 |
0,020/0,008 |
|
прямая система измерения переме- |
|
|
|
|
щений) |
|
|
|
|
P max согл JSB6330-1980 (непрямая/ |
мм |
0,010/0,005 |
0,010/0,005 |
|
прямая система измерения переме- |
|
|
|
|
щений) |
|
|
|
|
Рабочий шпиндель |
|
|
|
|
Диапазон числа оборотов, max |
мин–1 |
8000/10 000 |
8000/10 000 |
|
Мощность привода (40/100% ЕД) |
кВт |
13/8,4 |
13/8,4 |
|
Крутящий момент (40/100% ЕД) |
Нм |
83/57 |
83/57 |
|
Управление |
|
|
|
|
Панель управления DMG SLIMine с Siemens 8100 powerline и ShopMill |
|
|||
Панель управления DMG SLIMine с HEIDENHAIN TNC 620 и текстовым диа- |
|
|||
логом |
|
|
|
|
MAPPS IV от MORI SEKI |
|
|
|
|
4.1.6. Интеллектуальные мехатронные и робототехнические системы
Интеллектуализация мехатронных и робототехнических систем подразумевает построение технических систем, способных выполнять функции, которые, если бы их выполнял человек, считались бы интеллектуальными, т. е. требовали бы от человека его естественного интеллекта. Интеллект технических систем принято называть «искусственный интеллект». В последние годы все более четко прорисовываются области конкретного применения и реальные возможности интеллектуальных технологий – это, прежде всего, сложные (меха-
94
тронные) объекты и большие физико-технические и организационные системы, для которых доступно описание только на вербальном (или семиотическом) уровне.
Для таких объектов и систем характерны следующие признаки [19]:
–сложность формального описания объекта и задач управления с учетом погрешностей необходимых вычислений и измерений;
–нечеткость целей функционирования и задач управления;
–нестационарность параметров объекта и условий функционирования;
–невоспроизводимость поведения объектов и систем при повторных испытаниях;
–наличие случайных воздействий внешней среды;
–искажение поступающей входной информации в каналах дистанционной передачи данных.
Поэтому интеллектуализация сложных (мехатронных) систем осуществляется путем использования широкого класса физических эффектов для разработки встроенных сенсорных, измерительно-ин- формационных систем и приводов различной физической природы, а также создания интеллектуального человеко-машинного интерфейса. Однако основным направлением интеллектуализации является создание интеллектуальных систем управления, априорно способных функционировать в условиях неполноты и нечеткости исходной информации, неопределенности внешних возмущений и среды функционирования за счет работы со специальными знаниями (п. 2.2) в той или иной предметной области. Для решения неформальных задач интеллектуального управления целесообразно и необходимо привлекать методы и технологии искусственного интеллекта.
Общая проблематика и круг прикладных задач теории искусственного интеллекта отображены на рис. 4.36 [19].
Предложенные формы представления знаний, способы их извлечения и пополнения, варианты организации логического вывода успешно реализуются в широком спектре различных практических приложений – экспертных и диагностических системах, системах планирования и поддержки принятия решений, вопросно-ответных и обучающих системах, средствах аннотирования и перевода естест- венно-языковых текстов, шахматных программах и ряде других.
Интеллектуальные системы управления мехатронными системами базируются на двух основных идеях: управление на основе анализа внешних ситуаций (ситуационное управление) и использование со-
95