Материал: mekhatronika_UrGUPS
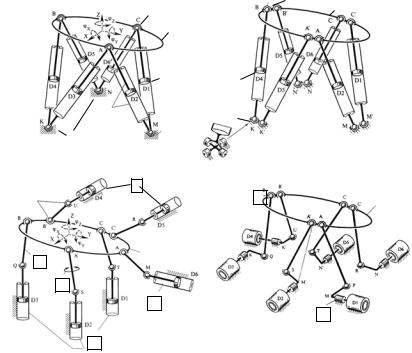
стержнями управляемой длины. Для обеспечения шести степеней свободы платформы необходимо соответственно шесть стержней. Такие машины называются «гексаподы» (от греч. hex – шесть). Если управляемых стержней три, то МПК называется «трипод». Примеры кинематических схем гексаподов приведены на рис. 4.25 [17].
а |
|
3 |
б |
|
6 |
4 |
|
|
|
||||
|
|
4 |
|
|
|
|
|
|
5 |
7 |
|
|
|
|
|
2 |
6 |
|
|
|
|
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
в |
8 |
9 |
г |
8 |
|
|
|
|
|
|
4 |
||
|
|
|
|
|
|
4
13
12
10
14
11
Рис. 4.25. Варианты кинематических схем гексаподов
1 – основание; 2 – свободные вращения – самоустановка штоков и цилиндров; 3 – двойной сферический шарнир (IIIs+IIIs) или (IVs+IVs) или (IIIs+IVs) с общим центром; 4 – выходное звено (платформа/стол); 5 – одноподвижная (поступательная, винтовая) или двухподвижная (поступательно-вращательная) пара; 6 – двухподвижный сферический цилиндр (карданное соединение) IVs; 7 – поступательная пара с возможностью вращения (IVs); 8 – сферические трехподвижные шарниры (IIIs); 9 – приводы для воспроизведения перемещений в основном вдоль оси Х и поворота φZ; 10 – привод для воспроизведения перемещений в основном вдоль оси Y; 11 – приводы для воспроизведения перемещений в основном вдоль оси Z и поворотов φX и φY; 12 – свободное вращение (самоустановка шатуна);
13 – шатун; 14 – одноподвижная вращательная пара (Vr)
86
Нормальное функционирование гексаподов возможно при следующих условиях:
–по крайней мере, три стержня не должны быть параллельны между собой;
–все стержни должны быть расположены не менее чем в трех непараллельных (и несовпадающих) плоскостях.
Эти условия определены недопустимостью так называемых «особых положений», при которых дальнейшее движение либо неопределенно, либо невозможно. В действительности не следует даже приближаться к такому положению. В то же время при определенных условиях особое положение можно пройти по инерции, подобно прохождению «мертвой точки» в кривошипно-ползунном механизме.
Общая схема станка-гексапода показана на рис. 4.26.
|
Z |
ωZ |
2 |
|
3 |
|
|
|
Y |
|
|
X |
|
4 |
|
|
|
Y
2
Z |
X |
|
|
1 |
|
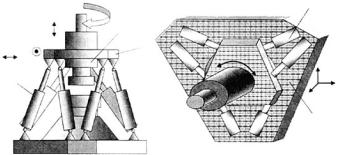
Рис. 4.26 Схема станка-гексапода
Станок-гексапод выполнен на базе шести ШВП-2 с соответствующими датчиками перемещения и высокомоментными двигателями, осуществляющими осевое перемещение винтов. Одним концом ШВП шарнирно соединены с основанием 1, а другим – шарнирно с подвижной верхней платформой 4, на которой расположен исполнительный орган – инструментальная головка 3. Инструментом могут служить фрезы, сверла, резцы, шлифовальные круги, измерительные наконечники. Программно перемещая винты, можно управлять положением исполнительного органа: перемещать его в вертикальном и горизонтальном направлениях, поворачивать в трех плоскостях.
Рассмотренные технические решения мехатронных технологических систем на базе механизмов параллельной кинематики обеспечивают существенные преимущества по сравнению со станками традиционной компоновки по технологическим возможностям об-
87

работки изделий сложной конфигурации и точности исполнительных движений.
Наиболее перспективной областью их применения является прецизионное станкостроение. Результаты структурного анализа систем параллельной кинематики могут быть использованы при проектировании нового типа автоматизированных технологических систем.
Основные преимущества гексаподных машин:
–сокращение времени подготовки производства и повышение его рентабельности за счет объединения обрабатывающих, разметочных и измерительных функций в единой мехатронной системе;
–высокая точность измерений и обработки, которая обеспечивается повышенной жесткостью стержневых механизмов (до 5 раз), применением прецизионных датчиков обратной связи и лазерных измерительных систем, использованием компьютерных методов коррекции (например, тепловых воздействий);
–повышенная скорость движений (скорость быстрых перемещений достигает 10 м/с, рабочих движений – до 2,5 м/с);
–отсутствие направляющих (в качестве несущих элементов конструкции используются приводные механизмы), отсюда улучшенные массогабаритные характеристики и материалоемкость;
–«высокое качество управления движением благодаря малой инерционности механизмов, применению линейных мехатронных модулей движения как объектов управления, использованию методов автоматизированной подготовки и исполнения в реальном времени управляющих программ, наличию дружелюбного интерфейса «человек –
машина»».
Рис. 4.27. Вид снизу на конструкцию платформы
стенда-имитатора
Гексаподы могут быть как вертикальные (рис. 4.26), так и горизонтальные (университет Аахена, Германия).
Механизмы с параллельной кинематикой (МПК) не обязательно должны иметь шесть штанг. Их может быть и три и восемь. Важно ,что пространственные движения платформе передают путем изменения длин штанг. В отли-
88
чие от традиционных последовательных многокоординатных систем, в которых погрешности позиционирования по каждой из осей суммируются, погрешности МПК могут взаимно компенсироваться, так что общая неточность может достигать доли микрона.
Одно из наиболее интересных исполнений МПК предусматривает закрепление рабочего инструмента на подвижной платформе. В другом варианте подвижная платформа является рабочим столом станка. Оба этих варианта показаны соответственно на рис. 4.27 и 4.28.
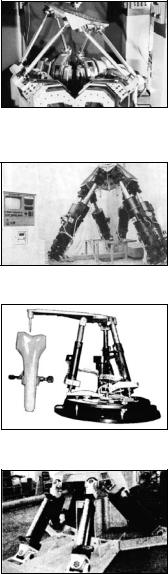
Внешний вид первого отечественного гексапода (Новосибирск, 1984 г.) показан на рис. 4.29.
Благодаря повышенной точности МПК могут применяться не только как обрабатывающее оборудование, но и в качестве измерительных машин. Примерами могут служить трипод-ска- нер для измерения геометрических параметров костей (рис. 4.30).
Полученная цифровая информация
игеометрии эталонного образца передается затем в CAD / CAM-систему для автоматического производства его копий. Эта же МПК может выполнять
итехнологические операции по обработке заготовки.
Высокая жесткость МПК позволяет применять их на силовых технологических операциях. Так, на рис 4.31 показан пример гексапода, выполняющего гибочные операции в составе технологического комплекса «HexaBend» для производства сложных профилей
итруб.
Рис. 4.28. Компоновка: рабочий стол с механизмом типа «гексапод»
Рис. 4.29. Первый отечественный гексапод
Рис. 4.30. Трипод, сканирующий поверхность кости
Рис. 4.31. Технологический комплекс «HexaBend» (Институт станков и прессов IWU, Германия)
89
Следуетособенноподчеркнуть, что все МПК построены на мехатронных принципах: они являются гибридными машинами со встроенными интеллектуальными системами управления – наиболее сложный вариант мехатронной системы.
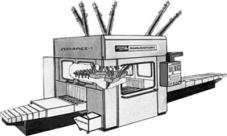
В 2003 году в России был создан первый серийный станок типа МПК – Гексамех-1
(НИИАТ-САВМА) (рис. 4.32). Станок предназначен для обработки изделий сложной пространственной формы в авиакосмической, автомобильной, судостроительной промышленности. Типовые обрабатываемые изделия: балки, нервюры, лонжероны, панели, литейные и мастер-модели, оснастка.
Станок представляет собой гексапод с подвешенным на шести штангах электрошпинделем и продольно подвижным столом.
Он имеет высокоскоростной (до 24 000 мин–1) электрошпиндель, который позволяет выполнять обработку деталей с повышенной производительностью и высоким классом чистоты поверхности. Точность позиционирования – ±0,05 мм. Цифровые приводы подач фирмы INDRAMAT с интерфейсом SERCOS и мультипроцессорная система управления POWER AUTOMATION обеспечивают высокую динамику и надежность управления гексаподом. Технические характеристики перемещения по координатам: по X – 3000 мм, по Y – 800 мм, по Z – 700 мм; A – ± 30°, B ≈ ± 25°. Скорости подач – до 30 м/мин, ускорения – до 10 м/с2.
На базе созданного образца гексапода предполагается разработка серии обрабатывающих центров с перемещением по координате X,
т.е. стола, до 30 м.
Кчислу наиболее важных конструктивных элементов можно отнести штанги с встроенным электродвигателем, шарниры, а также электрошпиндели. Пока конструктивное исполнение с линейными электродвигателями фирмы разработчики не раскрывают.
Наряду с очевидными преимуществами опыт внедрения машин
спараллельной и гибридной кинематикой в реальное производство выявил ряд актуальных научно-технических проблем. К ним можно отнести следующие вопросы:
90