Материал: Курс Теория конструкционных материалов (ТКМ)
t = L / V ,
где L – длина шва, м; V – скорость сварки, м/ч.
Полный расход горючего газа Q (л) определяется по формуле:
Q = q · t ,
где q – тепловая мощность сварочного пламени, л/ч; t – время сварки, ч.
Раздел 5. Обработка металлов резанием
Сущность формообразования деталей машин резанием лезвийными и абразивными инструментами, методами поверхностного пластического деформирования; электроэрозионными, электрохимическими, ультразвуковыми и лучевыми методами.
Обр. металлов резанием – процесс срезания режущим инструментом с поверхности заготовки слоя металла для получения требуемой геометрической формы, точности размеров и шероховатости поверхности детали.
Сущность метода пласт деформация: поверхностные слои металла, контактируя с инструментом высокой твердости, в результате давления оказываются в состоянии всестороннего сжатия и пластически деформируются. Давление осуществляется только по зоне контакта. Инструмент – ролики и шарики, перемещающиеся относительно заготовки.
Электроэрозионный метод основан на явлении эрозии (разрушения) электродов из токопроводящих материалов при пропускании между ними импульсного Эл тока. Температура на поверхности обрабатываемой заготовки-электрода возрастает до 10000-12000 С. При этой температуре, мгновенно, испаряется элементарный объем металла.
Эл/химические методы основаны на явлении анодного растворения при электролизе. При прохождении пост Эл тока ч/з электролит на пов-ти заготовки, являющейся анодом происходят хим. реакции и поверхностный слой, превращаясь в хим. соединение, уходит в раствор или удаляются механически.
Ультразвуковые методы. УЗО – разновидность механич. обработки Основана на явлении магнитострикции(способность ферромагнитных сплавов или металлов изменять размеры в переменном магнитном поле). Колебании Эл/м поля при УЗО 16-20кГц, амплитуда колебаний сердечника 5-10мкм(со стержнем-концентратором до 40-60мкм). К концентратору крепят рабочий инструмент - пуассон.
Лучевые методы. Электронно-лучевая. Метод основан на превращении кинетич. энергии пучка в тепловую. Под действием высокой температуры происходит испарение металла с поверхности заготовки. Лазерная обраб-ка(тепловое воздействие светового луча высокой энергии). Плазменный(плазму, имеющую температуру 10000-30000 С направляют на обрабатываемую поверхность заготовки).
Схема образования стружек при резании металлов. Основные виды стружек и способы стружколомания.
Схема образования: Движущийся резец под действием силы Р вдавливается в металл, в металле возникают упругие деформации. При дальнейшем движении резца упругие деф-ции переходят в пластические. Пластические деформации приводят к сдвиговым. Сдвиговые деформации вызываю скольжение отдельных частей зерен по кристаллографическим плоскостям(плоскостям скольжения) в определенных направлениях. Когда пластические деформации достигают наибольшей величины, а напряжения превысят силы внутреннего сцепления зерен металла, скалывается элементарный объем металла.
Виды стружек: 1) Сливная стружка образуется при резании пластичных металлов и сплавов и представляет собой сплошную ленту с гладкой внутренней (прирезцовой) стороной. С внешней стороны слабо выраженные зазубрины.
2) Стружка скалывания образуется при резании средних по твердости материалов. Гладкая c внутренней стороны и с явно выраженным зазубринами с наружней.
3) Стружка надлома образуется при обработке хрупких металлов, состоит из отдельных элементов, не связанных между собой.
Для получения стружки надлома на режущем инструменте выполняют стружкозавивательные и стружколомательные устройства, применяют прерывистый процесс резания, изменяют геометрию режущего инструмента, режим резания, а при изготовлении деталей на автоматах используют специальные автоматные стали.
Тепловые явления при резании металлов. Причины образования тепла. Уравнение теплового баланса. Отрицательное влияние образующегося тепла на заготовку и инструмент. Смазочно-охлаждающие технологические средства. Экспериментальная формула для определения температуры в зоне резания.
Теплота является одним из основных факторов влияющих на резание.
Теплообразование оказывает двойное воздействие на резание:
Интенсивное тепловыделение 1)облегчает деформирование материала срезаемого слоя 2)способствует образованию пограничного слоя на контактных поверхностях стружки и заготовки, уменьшая износ инструмента |
1)тепловое воздействие на режущее лезвие инструмента приводит к изменению структуры и снижает прочность материала инструмента. 2)с повышением температуры инструмента увеличивается его размеры, вследствие чего снижается точность обработки |
Источником теплоты при резании являются пластическое деформирование в зоне стружкообразования, трение стружки о переднюю поверхность инструмента и трение поверхности резания и обработанной поверхности о задние поверхности лезвия инструмента.
Уравнение теплового баланса:
![]()
![]() -кол-во
теплоты выделяемое при пластическом
деформировании обрабатываемого
материала.
-кол-во
теплоты выделяемое при пластическом
деформировании обрабатываемого
материала.
![]() -при
трении стружки о переднюю поверхность
резания.
-при
трении стружки о переднюю поверхность
резания.
![]() -
при трении задних поверхн. лезвия о
заготовку.
-
при трении задних поверхн. лезвия о
заготовку.
![]() –теплота,
уходящая в стружку.
–теплота,
уходящая в стружку.
![]() –теплота,
уходящая в заготовку.
–теплота,
уходящая в заготовку.
![]() –теплота,
уходящая в инструмент.
–теплота,
уходящая в инструмент.
![]() –теплота,
передаваемая окружающей среде.
–теплота,
передаваемая окружающей среде.
Теплообразование отрицательно влияет на процесс резания. Нагрев инструмента до высоких температур (800-1000 С) вызывает структурные превращения в металле, из которого он изготовлен, снижение твердости инструмента и потерю режущих свойств. Нагрев инструмента вызывает изменение его геометрических размеров, что влияет на точность размеров и геометрическую форму обработанных поверхностей.
Нагрев заготовки вызывает изменение ее геометрических размеров. Вследствие жесткого закрепления на станке заготовка деформируется. Температурные деформации инструмента, приспособления, заготовки и станка снижают качество обработки.
Для уменьшения отрицательного влияния теплоты на процесс резания обработку ведут в условиях применения смазочно-охлаждающих сред. В зависимости от технологического метода обработки, физико-механических жидкости. Обладая смазывающими свойствами, жидкости снижают трение стружки о переднюю поверхность инструмента и задних поверхностей инструмента о заготовку. Одновременно снижается работа деформирования. Общее количество теплоты, выделяющейся при резании, уменьшается. Смазочно-охл среды отводят теплоту во внешнюю среду от мест ее образования, охлаждая режущий инструмент, деформируемый слой и обработанную поверхность заготовки. Смазывающее действие сред препятствует образованию налипов металла на поверхностях инструмента, в результате чего снижается шероховатость обработанных поверхностей заготовки. Применение смазочно-охл сред приводит к тому, что эффективная мощность резания уменьшается на 10-15%; стойкость режущего инструмента возрастаетсвойств материалов обрабатываемой заготовки и режущего инструмента, а также режима резания применяют различные смазочно-охлаждающие среды.
Чаще всего при обработке резанием применяют смазочно-охлаждающие, обработанные поверхности заготовок имеют меньшую шероховатость и большую точность, чем при обработке без применения смазочно-охл сред.
Экспериментальная
формула:![]()
С-общ.коэфф. характеризующий условия обработки.
Z,y,x – показатели степени.
Основные конструктивные части металлорежущих инструментов. Основные поверхности и кромки токарного резца.
Рассмотрим основные конструктивные части металлорежущих инструментов на примере токарного резца
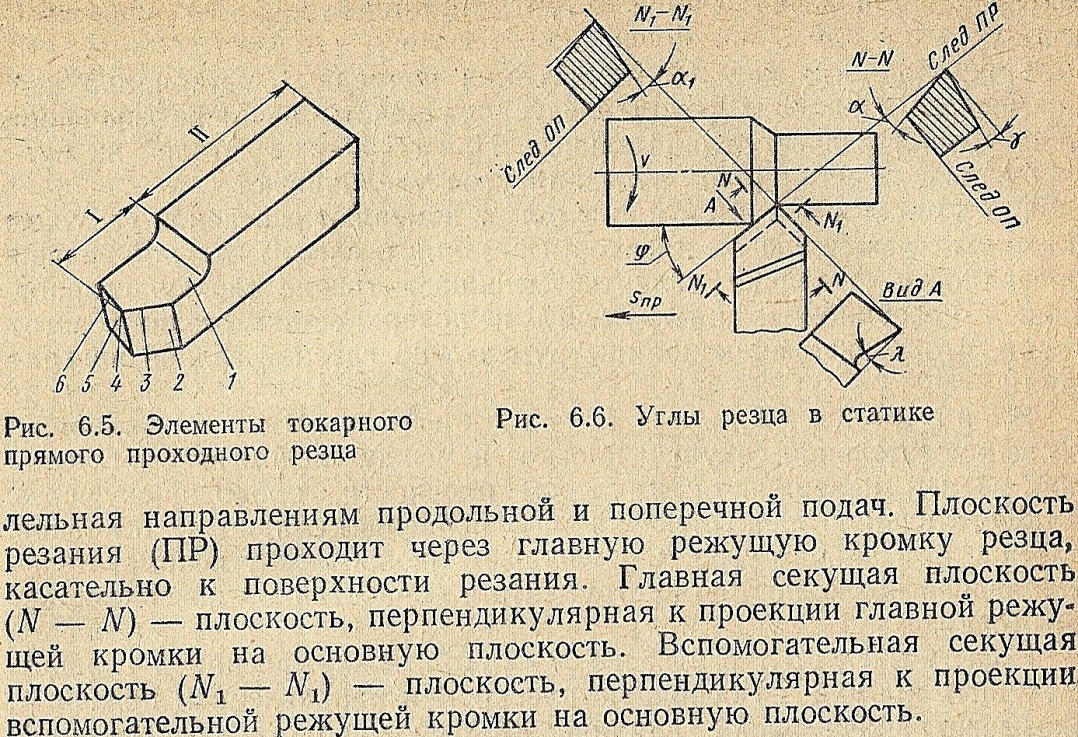
Токарный прямой проходной резец имеет головку – рабочую часть (римская 1), стержень-корпус(римская 2), который служит для закрепления резца в резцедержателе. Головка резца образуется при заточке и имеет следующие элементы: переднюю поверхность 1, по которой сходит стружка; главную заднюю поверхность 2, обращенную к поверхности резания заготовки; вспомогательную заднюю поверхность 5,обращенную к обработанной поверхности заготовки; главную режущую кромку 3 и вспомогательную 6; вершину 4. Инструмент затачивают по передней и задним поверхностям. Для определения углов, под которыми расположены поверхности рабочей части инструмента относительно друг друга, вводят координатные плоскости. Основная плоскость (ОП) – плоскость параллельная направлениям продольной и поперечной подач. Плоскость резания (ПР) проходит через главную режущую кромку резца, касательно к поверхности резания. Главная секущая плоскость (N-N) – плоскость, перпендикулярная к проекции главной режущей кромки на основную плоскость. Вспомогательная секущая плоскость (N1-N1) – плоскость, перпендикулярная к проекции вспомогательной режущей кромки на основную плоскость.
Типы токарных резцов: фасонный, проходной прямой, проходной стянутый, проходной упорный, для чистовой обработки, отрезной, резьбовой, подрезной ,расточной.
Определение углов токарного резца в статической системе координат, их назначение и влияние на процесс резания.
Углы резца определяют положение элементов рабочей части относительно координатных плоскостей и друг друга. Эти углы называют углами резца в статике.
У токарного резца различают главные и вспомогательные углы, которые рассматривают, исходя из следующих условий: ось резца перпендикулярна к линии центров станка; вершина резца находится на линии центров станка; совершается главное движение резания.
Углы резца делят: на главные, вспомогательные и углы в плане.
Главные углы измеряют в главной секущей плоскости: это главный передний угол γ, главный задний угол α, угол заострения β, и угол резания δ.
Вспомогательные углы измеряют во вспомогательной секущей плоскости: это вспомогательный задний угол α1, и вспомогательный передний угол γ1.
Углы в плане – это главный угол в плане φ, вспомогательный угол γ1 и угол при вершине в плане ε.
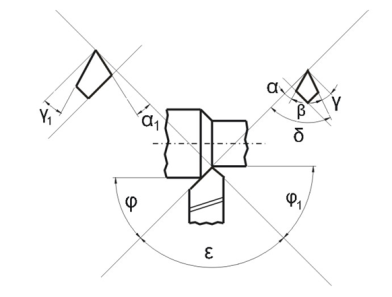
Главный передний угол γ – угол между передней поверхностью резца и плоскостью, проведённой через главную режущую кромку перпендикулярно плоскости резания; служит для облегчения схода стружки, уменьшения работы деформации и расхода мощности на резание.
При обработке деталей из хрупких и твердых материалов для повышения стойкости резца следует назначать меньшие значения угла γ, иногда даже отрицательные. При обработке деталей из мягких и вязких материалов передний угол увеличивают.
Главный задний угол α – угол между задней поверхностью и плоскостью резания; служит для уменьшения трения между задней поверхностью и заготовкой.
Вспомогательный задний угол α1измеряют во вспомогательной секущей плоскости между следом вспомогательной задней поверхности и следом плоскости, проходящей через вспомогательную режущую кромку перпендикулярно к основной плоскости. Наличие угла α1 уменьшает трение между вспомогательной задней поверхностью инструмента и обработанной поверхностью заготовки.
Главный угол в плане φ – угол между проекцией главной режущей кромки на основную плоскость и направлением подачи – оказывает значительное влияние на шероховатость обработанной поверхности. С уменьшение угла φ шероховатость обработанной поверхности снижается. Одновременно увеличивается активная рабочая длина режущей кромки. Сила и температура резания, приходящееся на единицу длины кромки, уменьшаются, что снижает износ инструмента. С уменьшением угла φ возрастает сила резания, направленная перпендикулярно к оси заготовки и вызывающая ее повышенную деформацию. С уменьшением угла φ возможно возникновение вибраций в процессе резания, снижающих качество обработанной поверхности.
Вспомогательный угол в плане φ1 – угол между проекцией вспомогательной режущей кромки на основную плоскость и направлением, обратным движению подачи. С уменьшением угла φ1 шероховатость обработанной поверхности снижается, увеличивается прочность вершины резца и снижается его износ.
Угол наклона главной режущей кромки λ – угол между главной режущей кромкой и линией, проведённой через вершину резца параллельно основной плоскости. С увеличением угла λ качество обработанной поверхности ухудшается.
Инструментальные материалы: инструментальные стали, твердые сплавы, режущая керамика, сверхтвердые инструментальные материалы. Их назначение и обозначение.
К инструментальным материалам, удовлетворяющим в той или иной мере перечисленные требования, относятся:
- инструментальные стали,
- металлокерамические твердые сплавы,
- режущая минералокерамика
- сверхтвердые инструментальные материалы
Инструментальные стали
В зависимости от химического состава инструментальные стали подразделяются на углеродистые, легированные и быстрорежущие.
У них основным химическим элементом, определяющим твердость и физико-механические свойства, является углерод.
В холодном состоянии эти стали различаются по твердости незначительно.
Основное их различие – это разная теплостойкость.
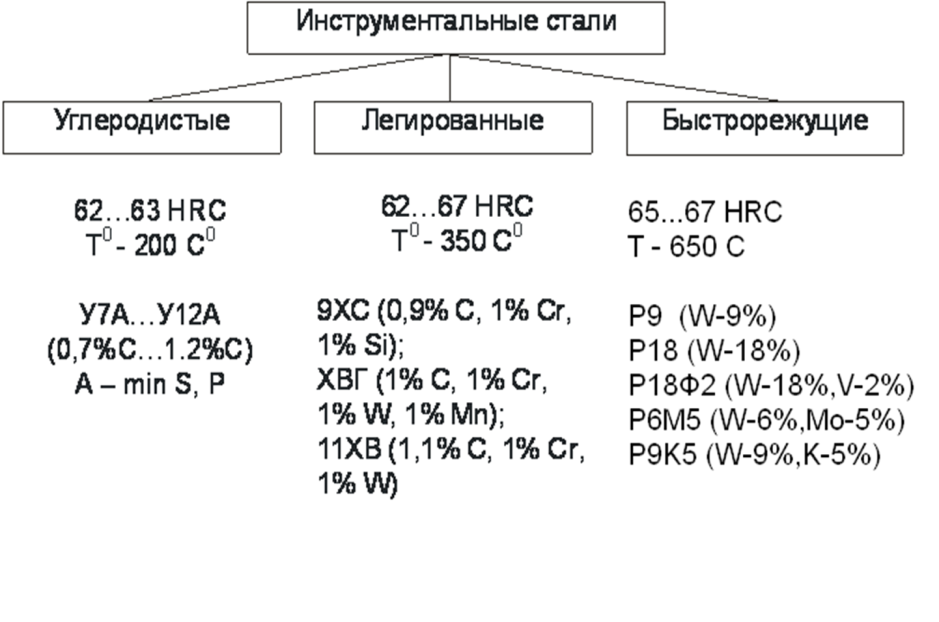
Применение: при обработке конструкционных сталей.
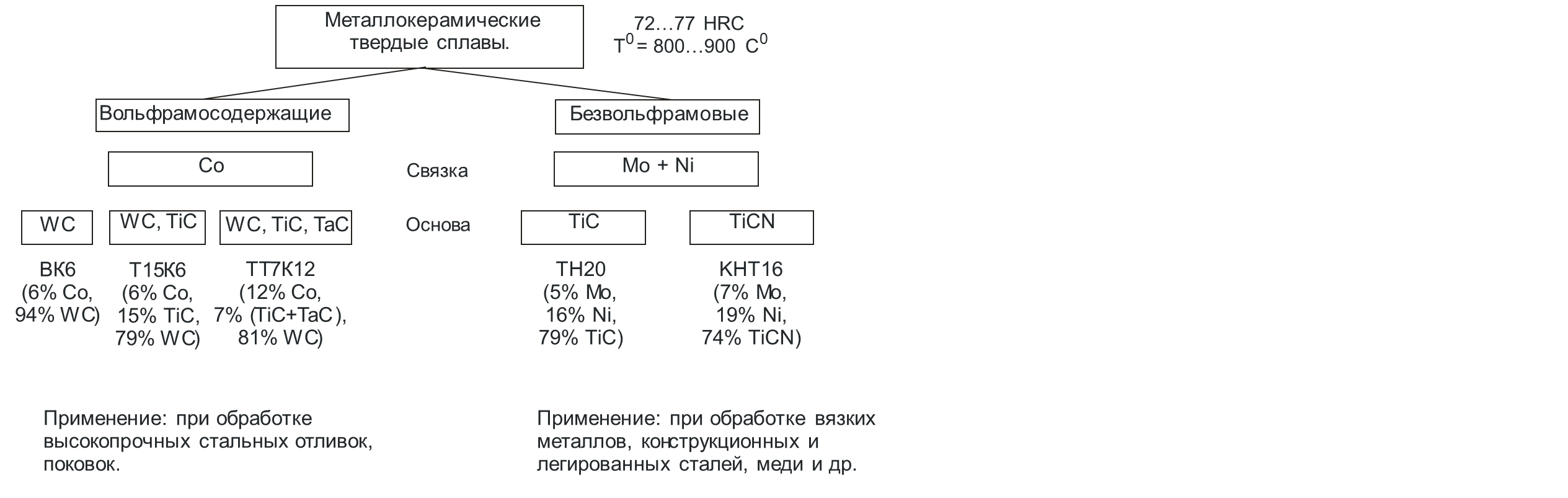
Металлокерамические твердые сплавы Вольфрамовые твердые сплавы
Твердые сплавы – это инструментальный материал, состоящий из твердых зерен карбидов, соединенных связкой.
Основное свойство карбидов – их твердость.
Основными карбидами для изготовления твердых сплавов являются: карбид вольфрама (WC), карбид титана (TiC), карбид тантала (TaC). В качестве связки служит металлический кобальт (Со).
Твердые сплавы изготовляют методом порошковой металлургии. Порошки карбидов смешивают в определенных пропорциях, прессуют в формах и спекают при температуре 1500…2000оС. При спекании твердые сплавы приобретают высокую твердость (HRС 72…77) и в дополнительной термической обработке не нуждаются.
Теплостойкость твердых сплавов различных марок составляет 800…900оС, что позволяет вести обработку при высоких скоростях резания (до 15 м/с).
Безвольфрамовые твердые сплавы
Общим недостатком вольфрамосодержащих твердых сплавов помимо высокой хрупкости является повышенная дефицитность вольфрамовый руды – основного компонента, определяющего их повышенные физико-механические характеристики. Поэтому в последние годы стали применять так называемые безвольфрамовые твердые сплавы.
Карбиды вольфрама были заменены карбидами титана с добавками молибдена, никеля и других тугоплавких металлов. В качестве связки – никель и молибден. Они маркируются буквами КТС и ТН.
Твердые сплавы КТС-1 и КТС-2 содержат 15…17% Ni и 7…9% Мо соответственно, остальное – карбид титана (TiC). Твердые сплавы типа ТН -20, ТН25, ТН30 в качестве связующего металла применяют в основном никель в количестве 16…30%. Концентрация молибдена составляет 5…9%, остальное – также карбид титана (TiC).
Теплостойкость безвольфрамовых твердых сплавов составляет 750…800оС, а твердость HRС 72…77.
Металлокерамические твердые сплавы
Твердые сплавы с покрытием
Для дополнительного повышения износостойкости твердосплавных пластин наносят тонкий слой (2…12 мкм) карбида или нитрида титана или других высокотвердых материалов. Это позволяет в 2…5 раз повысить стойкость режущего инструмента с покрытием по сравнению со стойкостью исходного материала.
Твердые сплавы с покрытием производятся путем наложения различных слоев на пластину. Основным методом в настоящее время является химическое осаждение – CVD. Процесс CVD – это химические реакции различных газов при нагреве пластины до 1000оС.
В качестве первого слоя покрытия обычно используется карбонитрид титана - Ti(CN). Он обладает хорошей износостойкостью и твердостью.