Материал: Курс Теория конструкционных материалов (ТКМ)
Деформация металла при ковке должна осуществляться в ограниченное время с тем, чтобы обеспечить получение заданной конфигурации и прочностных свойств поковки.
Все многообразие техники кования можно свести к нескольким группам основных технологических операций. Это- разделительные, соединительные, формообразующие и отделочные операции. К разделительным операциям относятся отрубка, разрубка, вырубка и просечка. К соединительным - кузнечная сварка. Формообразующие операции - это осадка, протяжка и вытяжка, пробивка, гибка и скручивание. Отделочными следует считать операции выглаживания, насекания рисунка, набивку рельефа и фактуры.
Ковку выполняют ковочных молотах и прессах.Ковочный молот – машина для обработки металлических заготовок ударами падающих частей.По роду привода молоты бывают паровоздушные (рис.3.46,а), пневматические (рис.3.46,б), механические, гидравлические .
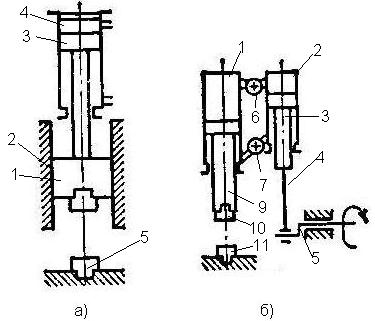
Рис.3.46. Принципиальные схемы паровоздушного (а) и пневматического (б) молота
Объемная штамповка; роль объемной штамповки в машиностроении. Сущность открытой и закрытой штамповки; способы получения сложных заготовок. Оборудование для объемной штамповки, его характеристика и область использования.
Под объемной штамповкой понимают процесс, при котором металл заготовки деформируется с изменением всех размеров заготовки, принимая форму рабочей поверхности специального инструмента - штампа. Горячую штамповку ведут в интервале температур, обеспечивающих снятие упрочнения. (Изгот. Диски автомобилей).
Холодная объемная штамповка – один из наиболее производительных методов изготовления деталей из сталей, цветных металлов и их сплавов.
Холодной объемной штамповкой получают крепежные детали (болты, гайки, винты, заклепки), шарики, ролики, кольца подшипников, многие детали автомобилей (например, поршневые пальцы).
Штамповка в открытых штампах характеризуется переменным зазором между подвижной и неподвижной частями штампа. В этот зазор вытекает часть металла – облой, который закрывает выход из полости штампа и заставляет остальной металл целиком заполнять всю полость.
Штамповка в закрытых штампах характеризуется тем, что полость штампа в процессе деформированияостается закрытой. Зазор между подвижной и неподвижной частями штампа при этом постоянный и небольшой, так что образование облоя в нем не предусмотрено.
Оборудование для объемной штамповки: молоты, горячештамповочные кривошипные прессы, горизонтально-ковочные машины, гидравлические прессы и машины для специализированных процессов штамповки.
На кривошипных прессах и молотах штампуют поковки разнообразных форм. На горизонтально-ковочных машинах в основном штампуют поковки типа стержня с фланцем, кольца или стакана.
Листовая штамповка; использование листовой штамповки в машиностроении. Основные операции листовой штамповки: вырубка заготовок, вытяжка. Принципиальные схемы вырубки и вытяжки.
С помощью листовой штамповки можно изгот. сложные по форме детали: детали кузовов, капоты двигателей, топливные баки, различные прокладки.
Операции листовой штамповки можно разделить на: разделяющие (отрезка, вырубка, пробивка, просечка) и формоизменяющие(гибка, вытяжка, отбортовка).
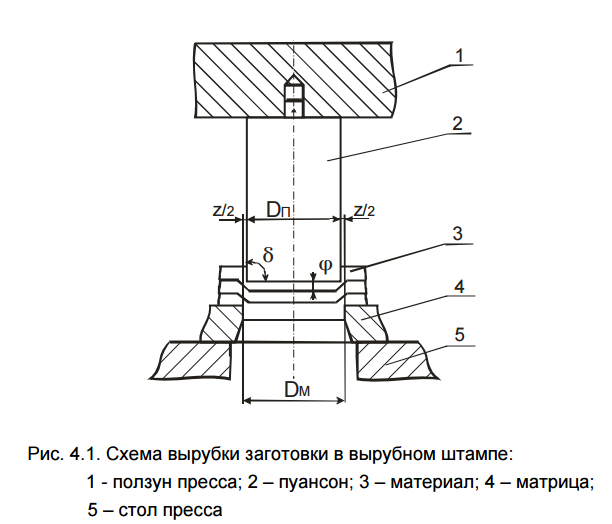
Вырубка – это операция отделения части заготовки по замкнутому контуру, причем отделяемая часть идет на изделие.
Усилие
вырубки : ![]()
F-площадь среза
П- периметр вырубаемой заготовки
S- толщина материала
Гамма-сопротивление среза
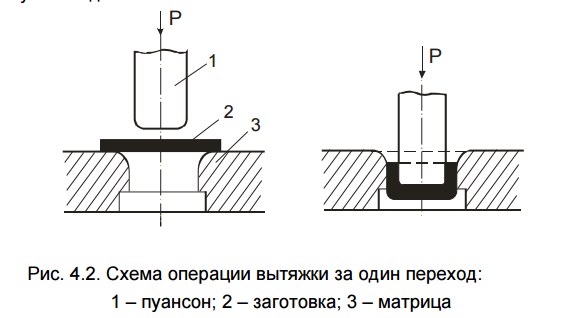
Вытяжка – это процесс образования полой заготовки или изделия из плоской или полой исходной листовой заготовки, осуществляемый в вытяжных штампах.
Степень
деформации при вытяжке оценивается
коэффициентом вытяжки, котор расчитывается
пао формуле ![]()
![]()
D-диам. исх заготовки
Усилие
вытяжки ![]()
k-1.2…1.3 коэффициент, учитывающий дополнительное усилие, потребное для проталкивания изделия через матрицу
S – толщина листа
Гамма – временное сопротивление
D – диаметр плоской заготовки
d (n-1) – диаметр предыдущий
d n – диаметр последующий
Раздел 4. Основы сварочного производства
Классификация способов сварки по технологическому принципу, по степени механизации, по энергетическому принципу.
Сварка — технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместным действием того и другого.
Сварка (пост. током, перем. током).
По степени механизации (ручные, механизированные, автоматизированные, автоматические).
По энергетическому признаку (В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три кл.:термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии(дуговая, плазменная, электрошлаковая, электронно-лучевая, лазерная
газовая и др.).
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
Ручная дуговая сварка: принципиальная схема, источники тока, сварочные материалы, режимы сварки.
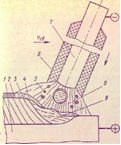
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом (рис. 5.7) дуга 8 горит между стержнем электрода 7 и основным металлом . Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну 9. Вместе со стержнем плавится покрытие электрода 6, образуя газовую защитную атмосферу 5 вокруг дуги и жидкую шлаковую ванну 4 на поверхности расплавленного металла. Металлическая и шлаковая ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и формируется сварной шов 3. Жидкий шлак после остывания образует твердую шлаковую корку 2.
Электроды для ручной сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества. Стандарт на стальную сварочную проволоку предусматривает 77 марок проволоки диаметром 0,2—12 мм. Сварочную проволоку всех марок в зависимости от состава разделяют на три группы: низкоуглеродистую (Св-08А, Св-08ГС и др.). легированную (Св-18ХМА; Св-10Х5М и др.) и высоколегированную (Св-06Х19Н10МЗТ; Св-07Х25Н13 и др.). В марках проволоки «Св» означает слово «сварочная», буквы и цифры — ее марочный состав.
Электроды классифицируют по назначению и виду покрытия. По назначению стальные электроды подразделяют на пять классов: для сварки углеродистых и низколегированных конструкционных сталей с σ<: 600 МПа, легированных конструкционных сталей σв 5= 600 МПа, легированных жаропрочных сталей, высоколегированных сталей с особыми свойствами и для наплавки поверхностных слоев с особыми свойствами. Электроды для сварки конструкционных сталей делят на типы Э38, Э42, ..., Э150. Цифры в обозначении типа электрода означают σ наплавленного металла в 10-1 МПа. В обозначение типов электродов для сварки жаропрочных и высоколегированных сталей и наплавочных входит марочный состав наплавленного металла (Э-09МХ, Э-10Х5МФ, Э-08Х20Н9Г2Б, Э-10Х20Н70Г2А\2В, Э-120Х12Г2СФ, Э-350Х26Г2Р2СТ и др.).
По виду покрытия электроды делят на электроды с кислым, рутиловым, основным и целлюлозным покрытием.
Кислые покрытия имеют шлаковую основу, состоящую из руд железа и марганца (Fе.2О3, МnО), полевого шпата (SiO2), ферромарганца (FeMn) и других компонентов. Применяют для сварки низкоуглеродистых и низколегированных сталей.
Рутиловые покрытия состоят из рутилового концентрата (TiOг), полевого шпата, мрамора (СаСО3), ферромарганца и других компонентов. Их применяют для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей.
Основные покрытия содержат мрамор, магнезит (МgСО3), плавиковый шпат (СаF2), ферросилиций (FeSi), ферромарганец, ферротитан (FeTi) и другие компоненты. Электроды с основным покрытием применяют для сварки ответственных конструкцией из сталей всех классов.
Целлюлозное покрытие содержит целлюлозу и другие органические вещества с небольшим количеством шлакообразующих компонентов. Их применяют для сварки низкоуглеродистых и низколегированных сталей. Режим ручной дуговой сварки. Основным параметром режима ручной дуговой сварки является сварочный ток (А), который выбирают в зависимости от диаметра и типа металла электрода:
Iсв = кd,
где k — опытный коэффициент, равный 40—60 для электродов со стержнем из низкоуглеродистой стали и 35—40 для электродов со стержнем из высоколегированной стали, А/мм; d — диаметр стержня электрода, мм.
Диаметр электродов выбирают, исходя из толщины стали δ:
δ, мм . . . 1—2 3—5 4-----10 12 —24
d, мм . - . 2—3 3 — 4 4 — 5 5 — 6
Для питания дуги с жесткой характеристикой применяют источники с падающей или пологопадающей внешней характеристикой. Режим холостого хода характеризуется повышенным напряжением (60—80 В). Короткое замыкание характеризуется малым напряжением, стремящимся к нулю, и повышенным, но ограниченным током. Источники сварочного тока с падающей характеристикой необходимы для облегчения зажигания дуги за счет повышенного напряжения холостого хода, обеспечения устойчивого горения дуги и практически постоянной проплавляющей способности дуги, так как колебания ее длины и напряжения (особенно значительные при ручной сварке) не приводят к значительным изменениям сварочного.
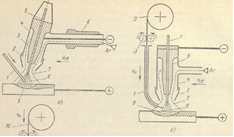
Дуговая сварка в углекислом газе: принципиальная схема, источники сварочного тока, сварочные материалы, режимы сварки; область применения.
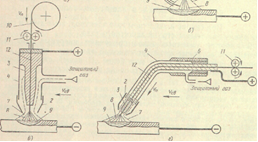
Рис. 5.11. Виды сварки в защитных газах:
/ -~ присадочный пруток или проволока; 2 — сопло; 3 — то ко подводя щи и мундштук; 4 — корпус горелки;" 5 -— неплавящийся вольфрамовый электрод; 6 — рукоять горелки; 7 — атмосфера защитного газа; 8 — сварочная Дуга; 9 — ванна расплавленного металл г»; 10 — кассета с проволокой; // — механизм подачи; 12 — плавящийся металлический электрод (сварочная проволока)
Сварку в углекислом газе выполняют только плавящимся электродом на повышенных плотностях постоянного тока обратной полярности (см. рис. 5.11, в, г). Такой режим обусловлен теми же особенностями переноса электродного металла и формирования шва* которые рассмотрены для сварки плавящимся электродом в аргоне.
При применении СО2 в качестве защитного газа необходимо учитывать некоторые металлургические особенности процесса сварки, связанные с окислительным действием СО2. При высоких температурах сварочной дуги СО2 диссоциирует на оксид углерода СО и кислород О, который, если не принять специальных мер, приводит к окислению свариваемого металла и легирующих элементов. Окислительное действие О нейтрализуется введением в проволоку дополнительного количества раскислителей марганца и кремния. Поэтому для сварки в СОв углеродистых и низколегированных сталей применяют сварочную проволоку с повышенным содержанием этих элементов (Св-О8ГС, Св-10Г2С и т. д.). На поверхности шва образуется тонкая шлаковая корка из оксидов раскислителей. Часто применяют смесь СО2 + 10 % О2. Кислород играет ту же роль, что и при добавке в аргон.
Сварка в атмосфере защитных газов в зависимости от степени механизации процессов подачи присадочной или сварочной проволоки и перемещения сварочной горелки может быть ручной, полуавтоматической и автоматической.
По сравнению с ручной сваркой покрытыми электродами и автоматической под флюсом сварка в защитных газах имеет следующие преимущества: высокую степень защиты расплавленного металла от воздействия воздуха; отсутствие на поверхности шва при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе.
Области применения сварки в защитных газах охватывают широкий круг материалов и изделий (узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов и т, п.). Аргонодуговую сварку применяют для цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов, а также легированных и высоколегированных сталей.
В углекислом газе сваривают конструкции из углеродистой и низколегированной сталей (газо- и нефтепроводы, корпуса судов и т. д.). Преимущество полуавтоматической сварки в С02 с точки зрения ее стоимости и производительности часто приводит к замене ею ручной дуговой сварки покрытыми электродами.
Для обеспечения устойчивости горения дуги с возрастающей характеристикой применяют источники сварочного тока с жесткой или возрастающей характеристикой.
Для питания сварочной дуги применяют источники переменного тока (сварочные трансформаторы) и источники постоянного тока (сварочные выпрямители и генераторы).
Аргонодуговая сварка: принципиальные схемы и разновидности, область использования.
Аргонодуговой сваркой можно сваривать неплавящимся и плавящимся электродами. Сварку неплавящимся электродом применяют, как правило, при соединении металла толщиной 0,5—б мм; плавящимся электродом — от 1,5 мм и более. В аргоне неплавящимся вольфрамовым электродом (ГЕЛ = 3370 °С) можно сваривать с расплавлением только основного металла (толщиной до 3 мм), а при необходимости получения усиления шва или заполнения разделки кромок (толщина более 3 мм) — и присадочного материала (прутка или проволоки). Последний подают в дугу вручную (рис. 5.11, а) или механизмом подачи (рис. 5.11,6).
/ — присадочный пруток или проволока; 2 — сопло; 3 — токоподводящий мундштук; 4 — корпус горелки; 5 — неплавящийся вольфрамовый электрод; 6 — рукоять горелки; 7 — атмосфера защитного газа; 8 — сварочная Дуга; 9 —• ванна расплавленного металла; 10 — кассета с проволокой; // — механизм подачи; 12 •— плавящийся металлический электрод (сварочная проволока)
Сварку в аргоне плавящимся электродом выполняют по схеме, приведенной на рис. 5,11,6, г. Нормальное протекание процесса сварки и хорошее качество шва обеспечиваются при высокой плотности тока (100 А/мм2 и более). При невысокой плотности тока имеет место крупнокапельный перенос расплавленного металла с электрода в сварочную ванну, приводящий к пористости шва, сильному разбрызгиванию расплавленного металла и малому проплавлению основного металла. При высоких плотностях тока перенос расплавленного металла с электрода становится мелкокапельным или струйным. В условиях действия значительных электромагнитных сил быстродвижущиеся мелкие капли сливаются в сплошную струю. Такой перенос электродного металла обеспечивает глубокое проплавление основного металла, формирование плотного шва с ровной и чистой поверхностью и разбрызгивание в допустимых пределах.
В соответствии с необходимостью применения высоких плотностей тока для сварки плавящимся электродом используют проволоку малого диаметра (0,6—3 мм) и большую скорость ее подачи. Такой режим сварки обеспечивается только механизированной подачей проволоки в зону сварки. Сварку выполняют на постоянном токе обратной полярности. В данном случае электрические свойства дуги в значительной степени определяются наличием ионизированных атомов металла электрода в столбе дуги. Поэтому дуга обратной полярности горит устойчиво и обеспечивает нормальное формирование шва, в то же время ей соответствуют повышенная скорость расплавления проволоки и производительность процесса сварки.
Сварку сталей часто выполняют в смеси Аг + 5 % О2. Кислород уменьшает поверхностное натяжение расплавленного металла, что способствует снижению критической плотности тока, при которой капельный перенос металла переходит в струйный. Одновременно повышается устойчивость горения дуги при относительно небольших токах, что облегчает сварку металла малой толщины.
Автоматическая сварка под флюсом: Принципиальная схема, сварочные материалы, преимущества процесса и область применения.
Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва. В процессе автоматической сварки под флюсом (рис. 5.10) дуга 10 горит между проволокой 3 и основным металлом 8. Столб дуги и металлическая ванна жидкого металла 9 со всех сторон плотно закрыты слоем флюса 5 толщиной 30—50 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла — ванна жидкого шлака 4,