Материал: Курс Теория конструкционных материалов (ТКМ)
Геометрические параметры сверла определяют условия его работы. Передний угол γ измеряют в главной секущей плоскости, перпендикулярной к главной режущей кромке. Задний угол α измеряют в плоскости, параллельной оси сверла. Передний и задний углы в различных точках главной режущей кромки различны. У наружной поверхности сверла угол γ наибольший, а угол α наименьший; ближе к оси – наоборот. Угол при вершине сверла 2φ измеряют между главными режущими кромками; его значение различно в зависимости от обрабатываемого материала. Угол наклона поперечной режущей кромки ψ измеряют между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную к оси сверла. Угол наклона винтовой канавки ω измеряют по наружному диаметру. С увеличением угла ω увеличивается передний угол γ при этом облегчается процесс резания и улучшается выход стружки.
Вертикально-сверильный станок: на сверлильных станках выполняют сверление, рассверливание, зенкерование, развертывание, цекование, зенковакие, нарезание резьбы и обработку сложных отверстий.
Радиально-сверильный станок: на радиально-сверлильных станках обрабатывают отверстия, расположенные на значительном расстоянии друг от друга, в крупногабаритных и большой массы заготовках. Эти станки в отличие от вертикально-сверлильных обеспечивают (без изменения положения заготовки) совмещение осей режущего инструмента и обрабатываемых отверстий перемещением шпиндельной головки.
Агрегатный станок: На агрегатных станках заготовки одновременно обрабатывают несколькими инструментами. На агрегатных станках наряду со сверлением растачивают отверстия, фрезеруют поверхности и т. д. Агрегатные станки – это преимущественно станки-полуавтоматы, и их часто встраивают в автоматические линии. Они обеспечивают высокую производительность, стабильную точность обработки и допускают многократное использование нормализованных деталей и узлов при перекомпоновке станка на выпуск нового изделия.
За скорость резания (м/мин) при сверлении принимают окружную скорость точки режущей кромки, наиболее удаленной от оси сверла: v = (π*D*n)/1000, где D – наружный диаметр сверла, мм; п – частота вращения сверла, об/мин.
Подача sB (мм/об) равна осевому перемещению сверла за один оборот.
За глубину резания t (мм) при сверлении отверстий в сплошном материале принимают половину диаметра сверла: t = D/2, а при рассверливании t = (D – d)/2, где d – диаметр обрабатываемого отверстия, мм.
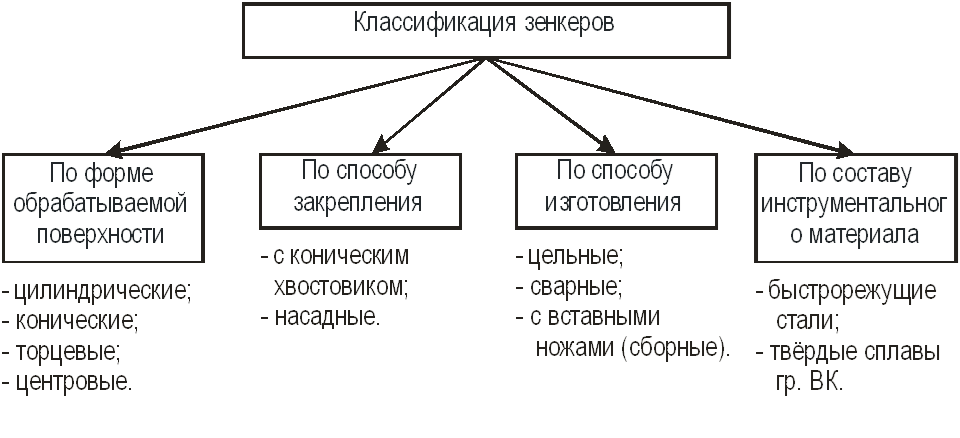
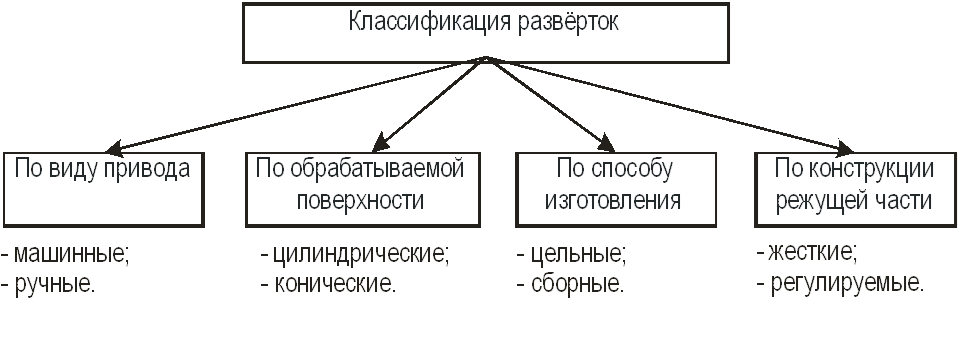
Зенкерование и развертывание. Цели зенкерования и развертывания. Шероховатость и точность отверстий в конструкционных сталях, достигаемые при зенкеровании и развертывании. Классификация зенкеров и разверток: по виду привода, форме обрабатываемых отверстий по конструкции; по инструментальным материалам. Основные части зенкера и развертки.
Зенкерование – технологический способ обработки отверстий, полученных сверлением, литьём, штамповкой, а также обработки торцевых и конусных поверхностей.
Цель зенкерования – повысить точность и чистоту обработанных отверстий и поверхностей.
Точность растёт, а шероховатость падает за счёт:
- большого числа режущих зубьев у зенкера (3…8);
- повышенной жесткости зенкеров;
- самоцентрирования зенкеров при обработки;
- меньшей скорости резания.
Виды зенкерования:
- черновое (предварительное) снятие припуска;
- чистовое (шероховатость Ra 6,3…3,2 мкм).
Стойкость – Т=30…80 мин в зависимости от обрабатываемого материала.
Развёртывание – технологический способ завершающей обработки просверленных, зенкованных или расточенных отверстий.
Цель развёртывания – получение точных по форме и диаметру отверстий с малой шероховатостью.
Обеспечивается:
- малым припуском и последующим его снятием;
- большим числом режущих зубьев (8…20);
- малой Vрез и S;
- обильной смазкой.
Стойкость Т=40…100 мин в зависимости от обрабатываемого материала.
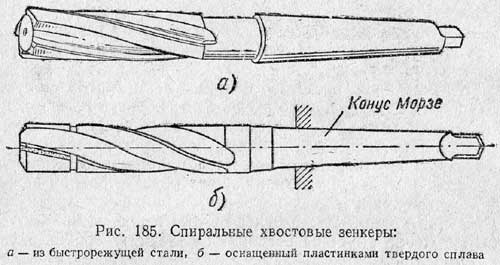
ТИПЫ ЗЕНКЕРОВ
а) цельный с коническим хвостовиком;
б) с вставными ножами и цельной державкой с коническим хвостовиком;
в) насадные цельные из быстрорежущих сталей;
г) насадные с пластинками твердого сплава;
д) насадные с вставными ножами;
е) для цилиндрических углублений;
ж) торцевые;
з) для обработки центровых отверстий;
и) для конических углублений
Типы разверток:
А – ручная цилиндрическая:
1 – рабочая часть; 2 – шейка; 3 – хвостовик;
Lн - направляющий конус; Lр - режущая часть;
Lк - калибрующая часть; Lоб - обратный конус.
Б – машинная цельная с коническим хвостовиком.
В – ручная регулируемая (разжимная).
Г – конические под конус Морзе.
1 – черновая; 2 – получистовая; 3 – чистовая.
Конструктивные элементы зенкера:
1 — режущая (заборная), 2 — калибрующая, 3 — рабочая части, 4 — шейка, 5 — хвостовик, 6 — ленточка
Основными конструктивными элементами развёртки являются режущая и калибрующая части, число зубьев, направление зубьев, углы резания, шаг зубьев, профиль канавки, зажимная часть.
Режущая часть.
Угол конуса φ определяет форму стружки и соотношение составляющих усилий резания. Угол φ у ручных развёрток – 1°…2°, что улучшает направление развёртки при входе и уменьшает осевую силу; у машинных при обработке стали φ = 12°…15°; при обработке хрупких материалов (чугуна) φ = 3°… 5°.
Стандартные развёртки делают с неравномерным окружным шагом с целью предупреждения появления в развёртываемом отверстии продольных рисок. Из-за неоднородности обрабатываемого материала на зубьях развёртки происходит периодическое изменение нагрузки, что ведёт к отжиму развёртки и появлению на обработанной поверхности следов в виде продольных рисок.
Калибрующая часть состоит из двух участков: цилиндрического и участка с обратной конусностью. Длина цилиндрического участка около 75% от длины калибрующей части. Цилиндрический участок калибрует отверстие, а участок с обратной конусностью служит для направления развертки в работе. Обратная конусность уменьшает трение об обработанную поверхность и снижает разбивку. Т.к. при ручном развертывании разбивка меньше, то и угол обратной конусности у ручной развёртки меньше, чем у машинной. При этом цилиндрический участок у ручных развёрток может отсутствовать.
Цилиндрическая ленточка на калибрующей части калибрует и выглаживает отверстие. Уменьшение её ширины снижает стойкость развертки, однако повышает точность обработки и снижает шероховатость, т.к. уменьшает трение. Рекомендуемая ширина ленточки f = 0,08…0,5 мм в зависимости от диаметра развёртки.
Число зубьев z ограничивается их жёсткостью. С увеличением z улучшается направление развертки (больше направляющих ленточек), повышаются точность и чистота отверстия, но снижается жесткость зуба и ухудшается отвод стружки. Z принимается чётное - для облегчения контроля диаметра развёртки.
Канавки чаще выполняют прямыми, что упрощает изготовление и контроль. Для обработки прерывистых поверхностей целесообразно применять развёртки с винтовым зубом. Направление канавок делается противоположным направлению вращения для избежания самозатягивания и заедания развёртки.
Задний угол выполняют небольшой (5°…8°) для повышения стойкости развёртки. Режущую часть затачивают до остра, а на калибрующей делают цилиндрическую ленточку для повышения размерной стойкости и улучшения направления в работе.
Передний угол принимают равным нулю.
Зенкерами обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия. В отличие от сверл зенкеры снабжены тремя или четырьмя главными режущими кромками и не имеют поперечной кромки. Режущая часть выполняет основную работу резания. Калибрующая часть служит для направления зенкера в отверстии и обеспечивает необходимую точность и шероховатость поверхности. По виду обрабатываемых отверстий зенкеры делят на цилиндрические, конические и торцовые. Зенкеры бывают цельные с коническим хвостовиком и насадные.
Развертками окончательно обрабатывают отверстия. По форме обрабатываемого отверстия различают цилиндрические и конические развертки. Развертки имеют 6 – 12 главных режущих кромок, расположенных на режущей части с направляющим конусом. Калибрующая часть направляет развертку в отверстии и обеспечивает необходимую точность и шероховатость поверхности. По конструкции крепления развертки делят на хвостовые и насадные.
Основные виды шлифования их преимущества и недостатки. Технологические возможности шлифования по шероховатости и точности. Формообразование при шлифовании. Основные типы шлифовальных станков и их назначение.
Шлифованием называют процессы обработки заготовок резанием режущим инструментом, рабочая часть которого содержит частицы абразивного материала. Такой режущий инструмент называют абразивным. Измельченный абразивный материал (абразивные зерна), твердость которого превышает твердость обрабатываемого материала и который способен в измельченном состоянии осуществлять обработку резанием, называют шлифовальным. Различают алмазные, эльборовые, электрокорундовые, карбидкремниевые и другие абразивные инструменты (шлифовальные круги). Абразивные зерна расположены в круге беспорядочно и удерживаются связующим материалом. Шлифовальные крути срезают стружки на очень больших скоростях - от 30 м/с и выше (порядка 125 м/с). Процесс резания каждым зерном осуществляется почти мгновенно. Обработанная поверхность представляет собой совокупность микроследов абразивных зерен и имеет малую шероховатость.
Абразивные зерна могут также оказывать на заготовку существенное силовое воздействие. Происходит поверхностное пластическое деформирование материала, искажение его кристаллической решетки. Деформирующая сила вызывает сдвиг одного слоя атомов относительно другого. Вследствие упругопластического деформирования материала обработанная поверхность упрочняется.
Тепловое и силовое воздействия на обработанную поверхность приводят к структурным превращениям, изменениям физико-механических свойств. Проводят с подачей смазки.
Шлифование применяют для чистовой и отделочной обработки деталей с высокой точностью. Для заготовок из закаленных сталей шлифование является одним из наиболее распространенных методов формообразования. С развитием малоотходной технологии доля обработки металлическим инструментом будет уменьшаться, а абразивным - увеличиваться.
3. ОСНОВНЫЕ СХЕМЫ ШЛИФОВАНИЯ Формы деталей современных машин представляют собой сочетание наружных и внутренних плоских, круговых цилиндрических и круговых конических поверхностей. Другие поверхности встречаются реже. В соответствии с формами деталей машин наиболее распространены схемы шлифования, приведенные на рис. 6.79.
Для всех технологических способов шлифовальной обработки главным движением резания является вращение круга. При плоском шлифовании возвратно-поступательное перемещение заготовки необходимо для обеспечения продольной подачи (рис. 6.79, а). Для обработки поверхности на всю ширину заготовка или круг должны иметь движение поперечной подачи. Это движение происходит прерывисто (периодически) при крайних положениях заготовки в конце продольного хода. Периодически происходит и движение подачи на глубину резания. Это перемещение осуществляется также в крайних положениях заготовки, но в конце поперечного хода.
При круглом шлифовании (рис. 6.79, б) движение продольной подачи обеспечивается возвратно-поступательным перемещением заготовки. Вращение заготовки является движением круговой подачи.
В автоматизированных шлифовальных станках цикл работы станка включает периодический вывод круга из зоны шлифования, его автоматическую правку и перемещение круга к изделию на величину снятого при правке слоя абразива.
АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
Абразивные инструменты различают по геометрической форме и размерам, роду и сорту абразивного материала, зернистости или размерам абразивных зерен, связке или виду связующего вещества, твердости, структуре или строению круга.
Зерна абразивных инструментов представляют собой искусственные или природные минералы и кристаллы. Абразивные материалы отличаются высокой твердостью, которая определяется по минералогической шкале. Зерна абразивов разделяют по крупности на группы и номера. Основная характеристика номера зернистости - количество и крупность его основной фракции. Вещество или совокупность веществ, применяемых для закрепления зерен шлифовального материала и наполнителя в абразивном инструменте, называют связкой. Наиболее широко применяют инструменты, изготовленные на керамической, бакелитовой или вулканитовой связке.
Керамическую связку приготовляют из глины,' полевого шпата, кварца и других веществ путем их тонкого измельчения и смешения в определенных пропорциях. Бакелитовая связка состоит в основном из искусственной смолы - бакелита. Вулканитовая связка представляет собой искусственный каучук, подвергнутый вулканизации для превращения его в прочный, твердый эбонит. Под твердостью абразивного инструмента понимается способность связки сопротивляться вырыванию абразивных зерен с рабочей поверхности инструмента под действием внешних сил.
Для шлифования заготовок из твердых сплавов и высокотвердых материалов успешно применяют алмазные круги. Алмазный круг состоит из корпуса и алмазоносного слоя. Корпус изготовляют из алюминия, пластмасс или стали. Толщина алмазоносного слоя у большинства кругов составляет 1,5 ... 3 мм. Чаще всего для изготовления таких инструментов используют синтетические алмазы. Удельный вес их применения превышает 80 %. Созданы новые материалы, которые практически не требуют правки и сохраняют свои свойства при нагреве до 1200 °С.
На шлифовальные круги наносят обозначения, называемые маркировкой.
Классификация способов окончательной обработки рабочих поверхностей деталей машин с использованием абразива и методами поверхностного пластического деформирования. Хонингование, суперфиниш, доводка (притирка) и полирование: назначение, инструменты, схема обработки.
Отделка объемно-криволинейных, фасонных поверхностей обычными методами вызывает большие технологические трудности. Метод абразивно-жидкостной отделки позволяет решить задачу сравнительно просто. На обрабатываемую поверхность, имеющую следы предшествующей обработки, подают струи антикоррозионной жидкости со взвешенными частицами абразивного порошка (рис. 6.92, а). Водно-абразивная суспензия перемещается под давлением с большой скоростью. Частицы абразива ударяются о поверхность заготовки и сглаживают микронеровности. Интенсивность съема обрабатываемого материала регулируется зернистостью порошка, давлением струи и углом р. Изменяя скорость полета и размер свободных абразивных зерен, можно увеличить степень пластической деформации и шероховатость поверхности.
В качестве абразива часто применяют электрокорунд. В суспензии содержится 30 ... 35 % абразива (по массе).
Наибольший съем металла получается при угле Р = 45°
ОБРАБОТКА ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ
Методы обработки без снятия стружки все больше применяют для деталей в связи с ужесточением эксплуатационных характеристик машин: высокой производительности, быстроходности, прочности, точности и др. Такой обработке подвергают предварительно подготовленные поверхности.
Если формы заготовок приблизить к формам готовых деталей, то ответственные поверхности можно обрабатывать шлифованием и затем окончательно од ним из методов обработки без снятия стружки. Предоставляется возможность уменьшить количество отходов и упростить обработку.
.ХОНИНГОВАНИЕ
Хонингование применяют для получения поверхностей высокой точности и малой шероховатости, а также для создания специфического микропрофиля обработанной поверхности в виде сетки. Такой профиль необходим для удержания смазочного материала при работе машины (например, двигателя внутреннего сгорания) на поверхности ее деталей.
Поверхность неподвижной заготовки обрабатывают мелкозернистыми абразивными брусками, которые закрепляют в хонинговальной головке (хоне). Бруски вращаются и одновременно перемещаются возвратно-поступательно вдоль оси обрабатываемого цилиндрического отверстия
СУПЕРФИНИШ
Суперфинишем в основном уменьшают шероховатость поверхности, оставшуюся от предыдущей обработки. При этом изменяются глубина и вид микронеровностей, обрабатываемые поверхности получают сетчатый рельеф. Поверхность становится чрезвычайно гладкой, что обеспечивает более благоприятные условия взаимодействия трущихся поверхностей.
Поверхности обрабатывают абразивными брусками, устанавливаемыми в специальной головке. Для суперфиниша характерно колебательное движение брусков наряду с движением заготовки. Процесс резания происходит при давлении брусков (0,5 ... 3) 105 Па и в присутствии смазочного материала малой вязкости.
Процесс характеризуется сравнительно малыми скоростями главного движения резания (0,08 ... 0,2 м/с).
Важную роль играет смазочно-охлаждающая жидкость. Масляная пленка покрывает обрабатываемую поверхность, но наиболее крупные микровыступы (рис. 6.96, 6) прорывают ее и в первую очередь срезаются абразивом. Давление брусков на выступы оказывается большим. По мере дальнейшей обработки давление снижается, так как все большее число выступов прорывает масляную пленку.
При обработке сталей лучших результатов достигают при применении брусков из электрокорунда, при обработке чугуна и цветных металлов - из карбида кремния. В большинстве случаев применяют бруски на керамической или бакелитовой связках. Большое влияние на ход процесса оказывает твердость брусков.
Поверхности деталей машин, обработанные на металлорежущих станках, всегда имеют отклонения от правильных геометрических форм и заданных размеров.
Эти отклонения могут быть устранены притиркой (абразивной доводкой). Таким методом могут быть обеспечены шероховатость поверхности до Кг = 0,05 ... 0,01 мкм, отклонения размеров и формы обработанных поверхностей до 0,05 ... 0,3 мкм. Доводка может быть осуществлена вручную и механическим способом.
По сравнению с ручной доводкой механическая абразивная доводка позволяет повысить производительность в 2 ... 6 раз, и при этом обеспечивается стабильность выходных - эксплуатационных характеристик деталей агрегатов и машин (гидравлической, пневматической и топливной аппаратуры, зубчатых колес, шариков и колец подшипников качения и др.), выходных параметров кремниевых подложек, кварцевых кристаллических элементов, керамических опор гидроприборов и д . ПОЛИРОВАНИЕ ЗАГОТОВОК
Полированием уменьшают шероховатость поверхности. Этим методом получают зеркальный блеск на ответственных частях деталей (дорожки качения подшипников) либо на деталях, применяемых для декоративных целей (облицовочные части автомобиля). Для этого используют полировальные пасты или абразивные зерна, смешанные со смазочным материалом. Эти материалы наносят на быстро-вращающиеся эластичные (например, фетровые) круги или колеблющиеся щетки. Хорошие результаты дает полирование быстродвижущимися бесконечными абразивными лентами (шкурками).
Способы окончательной обработки рабочих поверхностей деталей машин поверхностным пластическим деформированием: обкатывание, выглаживание, дорнрование, ударное раскатывание. Назначение способов, инструменты и схема обработки.
Методы обработки без снятия стружки все больше применяют для деталей в связи с ужесточением эксплуатационных характеристик машин: высокой производительности, быстроходности, прочности, точности и др. Такой обработке подвергают предварительно подготовленные поверхности.
Если формы заготовок приблизить к формам готовых деталей, то ответственные поверхности можно обрабатывать шлифованием и затем окончательно одним из методов обработки без снятия стружки. Предоставляется возможность уменьшить количество отходов и упростить обработку.
Методы обработки основаны на использовании пластических свойств металлов, т.е. способности металлических заготовок принимать остаточные деформации без нарушения целостности металла. Детали становятся менее чувствительными к усталостному разрушению, повышаются их коррозионная стойкость и износостойкость сопряжений, удаляются риски и микротрещины, оставшиеся от предшествующей обработки. В ходе обработки шаровидная форма кристаллитов поверхности металла может измениться, кристаллиты сплющиваются в направлении деформации, образуется упорядоченная структура волокнистого характера. Поверхность заготовки принимает требуемые формы и размеры в результате перераспределения элементарных объемов под воздействием инструмента. Исходный объем заготовки остается постоянным.
В зоне обработки не возникает высокая температура, поэтому в поверхностных слоях фазовые превращения не происходят.
Обработку без снятия стружки выполняют на многих металлорежущих станках и установках, используя специальные инструменты. Созданы также особые станки, на которых наряду с резанием заготовки обрабатывают пластическим деформированием. Методы чистовой обработки используют для всех металлов, способных пластически деформироваться, но наиболее эффективны они для металлов с твердостью до НВ 280.
ОБКАТЫВАНИЕ И РАСКАТЫВАНИЕ ПОВЕРХНОСТЕЙ
Обкатыванием и раскатыванием отделывают и упрочняют цилиндрические, конические, плоские и фасонные наружные и внутренние поверхности.
Сущность этих методов состоит в том, что в результате давления поверхностные слои металла, контактируя с инструментом высокой твердости, оказываются в состоянии всестороннего сжатия и пластически деформируются. Инструментом являются ролики и шарики, перемещающиеся относительно заготовки. Обкатывают, как правило, наружные поверхности, а раскатывают внутренние цилиндрические и фасонные поверхности. При обкатывании роликами основными параметрами режима упрочнения являются давление в зоне контакта с роликом, число его проходов, подача и скорость обкатывания. Глубину деформированного слоя определяет давление.