Материал: Курс Теория конструкционных материалов (ТКМ)
В качестве второго слоя наносят оксид алюминия - Al2O3 , который сохраняет твердость и химическую инертность при высоких температурах.
Верхний (третий) тонкий слой нитрида титана – TiN на поверхности пластины уменьшает трение и придает пластине золотистый цвет. Режущая минералокерамика
Минералокерамика – это синтетический материал, основой которого служит кристаллический оксид алюминия (глинозем - Al2O3), подвергнутый спеканию при температуре 1720…1750оС.
Недостаток – высокая хрупкость и низкая ударная вязкость
Сверхтвердые инструментальные материалы
К режущим сверхтвердым материалам относятся природные алмазы и синтетические материалы. Самым твердым из известных инструментальных материалов является алмаз. По химическому составу алмаз представляет собой одну из аллотропных модификаций углерода – кристаллический углерод.
Он обладает высокой износостойкостью, хорошей теплопроводностью, небольшим коэффициентом трения и малой адгезионной способностью к металлам, за исключением сплавов железа с углеродом. Наряду с высокой твердостью алмаз обладает большой хрупкостью.
Износ и стойкость металлорежущих инструментов. Причины износа и параметры, характеризующие износ на примере токарных резцов. Определение стойкости металлорежущих инструментов. Обозначение стойкости и средняя ее величина у токарных резцов.
В процессе резания возникает трение стружки о переднюю поверхность, обрабатываемой детали о заднюю поверхность инструмента. В результате инструмент изнашивается и теряет режущую способность.
Рассмотрим механизм износа режущих инструментов при обработке сталей.
Абразивный (характерный для сталей):
Сущность – элементарное царапанье рабочей поверхности РИ твёрдыми включениями обрабатываемого материала.
Причина – твёрдые включения в обрабатываемых сталях всегда имеются в виде цементитов и избыточных карбидов легирующих элементов.
Особенно наблюдается при сухом резании сталей, точении по "корке", обработке сварных деталей, обработке силуминов.
Адгезионный:
Сущность – отрыв частиц материала инструмента силами межмолекулярного сцепления металлов пары инструмент-заготовка.
Причины – высокие давление и температура резания.
Особенно наблюдается при работе без СОЖ (смазочно-охлаждающие жидкости).
Окислительный (Химический):
Сущность – образование на рабочей поверхности инструмента менее прочных плёнок оксидов и химических соединений, и их удаление силами трения.
Причины – высокая температура резания, адсорбция кислорода и использование СОЖ. Особенно наблюдается при сухом резании. Диффузионный:
Сущность – взаимная диффузия инструмента и обрабатываемого материала, сопровождаемая уносом (удалением) инструментального материала.
Причина – высокая температура резания.
На практике существует комбинация этих видов износа.
Различают три основных вида износа: износ по передней поверхности, износ по задней поверхности и износ по передней и задней поверхностям. Наиболее часто встречается одновременный износ и по передней, и по задней поверхности.
Допускаемая величина износа при обработке стали для токарных резцов с пластинками твердого сплава 0,8— 1 мм, для резцов из быстрорежущей стали и при работе с охлаждением, 1,5—2 мм.
Стойкость металлорежущих инструментов
Стойкость (период стойкости) – Т – металлорежущих инструментов – суммарное время работы на определенном режиме резания до затупления.
При точении токарными резцами сталей средней твердости Т~30…90 мин
V=c/t^m
V – скорость резания;
С – постоянная величина;
m – показатель относительной стойкости (0,1…0,3)
Стойкость инструмента зависит главным образом от скорости резания. На неё оказывают влияние также материал, из которого изготовлен инструмент, обрабатываемый материал, геометрические параметры режущей части инструмента.
И, наконец, в соответствии с заданной стойкостью по формулам или соответствующим таблицам находят необходимую скорость резания.
Стойкость инструмента характеризуется периодом стойкости. Например, для твердосплавных резцов при выполнении операций промежуточного формообразования можно принять период стойкости Т= 30…45 мин.
53. Допустимая скорость резания и ее определение. Экспериментальная формула для определения допустимой скорости при точении и влияние на нее параметров режима резания.
Допустимая скорость резания металлов
Допустимая скорость резания – это такая скорость, с которой может работать резец до затупления в течение определённого времени. Это позволяет правильно назначать режимы резания (V,S,t), от которых зависят производительность труда и качество обрабатываемых деталей.
На скорость резания, допускаемую инструментом, влияют:
- стойкость инструмента,
-физико-механические свойства обрабатываемого и инструментального
материалов,
- геометрия и микрогеометрия режущей части инструмента,
- глубина резания и подача,
- метод охлаждения и СОЖ,
- вид обработки и другие факторы.
Рассмотрим зависимость Vд(Т)
Резание при малых скоростях нерационально – из-за низкой производительности.
Резание при больших скоростях также нерационально из-за низкой стойкости инструмента.
Поэтому Vд определяется:
где CV – постоянный коэффициент зависящий от физико-механических свойств обрабатываемого материала, материала режущей части резца и условий обработки;
m -- показатель относительной стойкости инструмента.
- стойкость твёрдосплавных резцов от 30 до 90 мин,
- стойкость зубообрабатывающего инструмента – от 240 до 360 мин.
Классификация и системы обозначения металлорежущих станков. Классификация металлообрабатывающих станков по виду обработки; степеням точности. Системы обозначения для серийных и специализированных станков.
Классификация по технологическому методу обработки станки делят на токарные, сверлильные, шлифовальные, полировальные и доводочные, зубообрабатываемые, фрезерные, строгальные, разрезные, протяжные, резьбообрабатывающие и т.д.
Классификация по комплексу признаков наиболее полно отражается в общегосударственной Единой системе условных обозначений станков. Она построена по десятичной системе; все металлорежущие станки разделены на 10 групп, группа – на 10 типов, а тип – на 10 типоразмеров. В группу объединены станки по общности технологического метода обработки или близкие по назначению. Типы станков характеризуют такие признаки, как назначение, степень универсальности, число главных рабочих органов, конструктивные особенности. Внутри типа станки различают по техническим характеристикам.
В соответствии с этой классификацией каждому станку присваивают определенный шифр. Первая цифра шифра определяет группу станков, вторая - тип, третья (или 3-я и 4-я) – условный размер станка. Буква на втором или третьем месте позволяет различать станки одного типоразмера, но с разными техническими характеристиками. Буква в конце шифра указывает на различные модификации станков одной базовой модели. ПРИМЕР: 2Н135 – вертикально-сверлильный станок (группа 2, тип 1), модернизированный (Н), с наибольшим условным диаметром сверления 35 мм (35).
Различают станки универсальные, широкого применения, специализированные и специальные.
По степени автоматизации различают станки с ручным управлением, полуавтоматы, автоматы и станки с программным управлением. По числу главных рабочих органов станки делят на одношпиндельные, многошпиндельные, односуппортные, многосуппортные. При классификации по конструктивным признакам выделяются существенные конструктивные особенности (например, вертикальные и горизонтальные токарные полуавтоматы). В классификации по точности установлены пять классов станков: Н – нормальной, П – повышенной, В – высокой, А – особо высокой точности и С – особо точные станки.
Формообразование деталей машин на токарных станках. Способы формообразования выполняемые на универсальных токарно-винторезных станках. Разновидности токарной обработки; точение, растачивание, подрезание, отрезание. Технологические возможности токарной обработки по шероховатости и точности.
Метод формообразования поверхностей характеризуется двумя движениями: вращательным движением заготовки(скорость резания) и поступательным движением режущего инструмента-резца(движение подачи).
При точение можно формировать наружние и внутренние поверхности, фасонные.
При обработке заготовок на токарн станках выполняются виды работ :1) Точение(оттачивание, растачивание, подрезание, обработка винтовых поверх, разрезание заготовок, проточка канавок).
2) Сверление 3) Зенкерования 4) Развертывание 5) Нарез резьбы 6) Шлифование, полирование.
Точение бывают:
1) Черновое или обдирочное (самый грубый вариант Ra=25-100 мкм)
2) Получистовое ( точность 10-12 квалитет) Ra=6.3-12.5 мкм
3) Чистовое ( точность 7-10 кв Ra-1.6-3.2 мкм.
4) Тонкое точение ( обработка алмазными резцами) Т-6-7 кв. Ra=0.8-1.6 мкм.
Основные типы токарных станков и их использование в основных видах производства. Классификация токарных резцов по характеру выполняемых операций, по направлению подачи, по форме головки, по конструкции. Основные виды приспособлений к токарным станкам и их назначение.
По тех назначении: Фасоные, проходные, проходные отогнутые, проходные упорные, чистовые, канавочные, резьбовые, подрезные, расточные.
По характеру обработки: Черновые, получистовые, чистовые
По направлению подачи: правые и левые.
По способу изготовления: Целые, с приваренной встык рабочей частью, с приваренной или припаянной пластинкой инструментального материала, со сменными пластинками реж материала.
По форме рабочей части: прямые, отогнутые, оттянутые.
На токарно-винторезных станках для закрепления используют трехкулачковые самоцентрирующие патроны. Патроны применяют для закрепления заготовок при отношении их длины к диаметру l/d<4. При l/d=4-10 заготовку устанавливают в центрах. Центры бывают: упорные, срезанные(подрезание торцов заготовки), шариковые(обтачивание конических поверхностей заготовки способом сдвига задней бабки в поперечном направлении)
При отношении l/d>10 применяют люнеты (для уменьшения деформациизаготовки от сил резания.).
Параметры режима резания на токарных станках
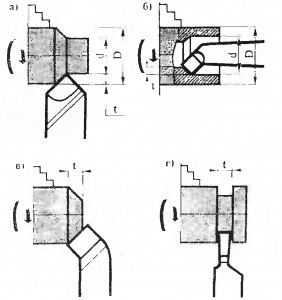
Рис. 1. Глубина резания при различніх видах обработки. а-наружное точение(обтачивание), б-растачивание, в-подрезание торца, г-отрезание
Процесс резания характеризуется определенным режимом. К элементам режима резания относятся глубина резания, подача и скорость резания.
Глубина резания t — величина срезаемого слоя за один проход резца, измеряемая в направлении, перпендикулярном к обработанной поверхности. При наружном продольном точении глубина резания определяется как полуразность между диаметром заготовки (обрабатываемой поверхности) D и диаметром обработанной поверхности d (рис. 1 а).
t=D-d/2 мм.
При растачивании (рис. 1, б) глубина резания представляет собой полуразность между диаметром отверстия после обработки и диаметром отверстия до обработки (рис. 1. в). При подрезании глубиной резания являемся величина срезаемого слоя, измеренная перпендикулярно к обработанному торцу (рис. 1), и при отрезании и прорезании глубина резания равна ширине канавки, образуемой резцом (рис. 1 г).
Подача (скорость подачи) — величина перемещения режущей кромки в направлении движения подачи за один оборот заготовки (х мм/об) (рис. 2). При точении различают продольную подачу, направленную вдоль оси заготовки; поперечную подачу, направленную перпендикулярно оси заготовки; наклонную подачу под углом к оси заготовки (при обработке конической поверхности).
Скорость резания V — путь, пройденный наиболее отдаленной от оси вращения точкой поверхности резания относительно режущей кромки резца за единицу времени (м мин). Скорость резания зависит от частоты вращения и диаметра обрабатываемой заготовки. Чем больше диаметр D заготовки, тем больше скорость резания при одной и той же частоте вращения, так как за один оборот заготовки (или за одну минуту) путь, пройденный точкой 4 на поверхности резания (рис. 3), будет больше пути, пройденного точкой Б (πD>πd) .
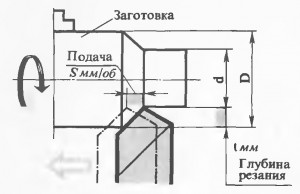
Рис. 2. Элементы резания при наружном точении
Величину скорости резания можно определить по формуле
v=πDn/1000 м/мин
где π = 3,14; D — наибольший диаметр поверхности резания, мм; п – частота вращения заготовки (число оборотов в минуту). Если известна скорость резания, допускаемая режущими свойствами инструмента v и диаметр заготовки D , можно определить требуемую частоту вращения заготовки и настроить на частоту шпинделя:
n=1000v/πD об/мин
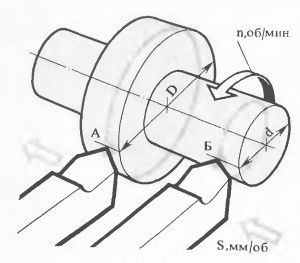
Рис. 3. Данные для определения скорости резания при точении
Формообразование деталей машин на фрезерных станках. Виды поверхностей, обрабатываемые на фрезерных станках. Основные виды фрезерования по последовательности снятия припусков, по перемещению фрез относительно заготовок. Технологические возможности тонкого фрезерования сталей по шероховатости и точности обработки.
Фрезерование – технологический способ обработки заготовок многолезвийными инструментами – фрезами.
Основные положительные качества:
- высокая производительность;
- широкие технологические возможности.
Основные технологические возможности:
- плоские и криволинейные внутренние и внешние поверхности;
- пазы, шлицы, канавки (прямые и винтовые);
- зубчатые колёса, резьбы;
- многолезвийный инструмент.
Формообразование - Dr – вращательное движение фрезы;
- Ds – поступательное круговое или винтовое движение заготовки.
1. Обрабатываемый материал. Обычно это незакаленные стали, цветные металлы, сплавы с твердостью менее HRC40. Появление современных сверхтвердых материалов позволяет, в ряде случаев, обрабатывать плоские поверхности закаленных сталей, но процесс не нашел широкого применения из-за узких технологических возможностей (только открытые плоские поверхности) и недостаточной точностью обычных фрезерных станков.
2.Форма и размеры получаемой поверхности может быть чрезвычайно сложной. Например, при обработке на копировально-фрезерных станках лопаток турбин, гребных винтов судов и т.д. Фрезерные станки могут быть чрезвычайно малых размеров (гравировально-фрезерные) и гигантских размеров, для обработки деталей с размерами более 20м (продольно-фрезерные и специальные станки).
3. Экономическая точность обработки при фрезеровании 9-14 квалитеты. Шероховатость Rz=80 – Rz=10. В ряде случаев точность может достигать 7 квалитета, при шероховатости Rz=5.
Технологический метод формообразования поверхностей фрезерованием характеризуется главным вращательным движением инструмента и обычно поступательным движением подачи. На фрезерных станках обрабатывают горизонтальные, вертикальные и наклонные плоскости, фасонные поверхности, уступы и пазы различного профиля. Особенность процесса фрезерования – прерывистость резания каждым зубом фрезы. При цилиндрическом фрезеровании плоскостей работу выполняют зубья, расположенные на цилиндрической поверхности фрезы. При торцовом фрезеровании плоскостей в работе участвуют зубья, расположенные на цилиндрической и торцовой поверхностях фрезы. Цилиндрическое и торцовое фрезерование в зависимости от направления вращения фрезы и направления подачи заготовки можно осуществлять двумя способами:
1) против подачи (встречное фрезерование), когда направление подачи противоположно направлению вращения фрезы;
2) по подаче (попутное фрезерование), когда направления подачи и вращения фрезы совпадают.
Основные типы фрезерных станков и их назначение. Классификация фрез по видам обрабатываемых поверхностей (плоских и фасонных), по конструкции фрез, по виду режущих зубьев, инструментальному материалу.
Существует несколько разновидностей фрезерных станков. Наиболее распространенными являются консольно-фрезерные станки, отличительной особенностью которых служит наличие консоли, предназначенной для подъема и опускания стола станка. Консольно-фрезерные станки подразделяются на горизонтально-фрезерные, вертикально-фрезерные, универсально-фрезерные и широкоуниверсальные.
Ось шпинделя, оправки и фрезы горизонтально-фрезерных станков расположена горизонтально, а стол станка не имеет устройства для поворота и может перемещаться только в продольном, поперечном и вертикальном направлениях.
Вертикально-фрезерные станки имеют вертикальное расположение оси шпинделя и фрезы. У универсальных моделей вертикально-фрезерных станков имеется поворотная фрезерная головка.
Универсально-фрезерные станки отличаются от горизонтальных тем, что стол можно поворачивать в горизонтальной плоскости под любым углом в пределах 45°.
Широкоуниверсальные фрезерные станки имеют головки, позволяющие при наладке станка поворачивать фрезу вокруг двух взаимно перпендикулярных осей и устанавливать ее, таким образом, в любое нужное положение относительно обрабатываемого изделия.
Консольно-фрезерные станки применяются для выполнения разнообразных фрезерных работ различными фрезами.
По технологическому признаку различают фрезы для обработки плоскостей, пазов, шлицев, фасонных поверхностей, тел вращения, зубчатых и резьбовых поверхностей, разрезания материала и др.
По конструктивным признакам фрезы подразделяют следующим образом: 1) по расположению зубьев на исходном цилиндре (торцовые, цилиндрические, дисковые, двухсторонние, угловые, фасонные, концевые и др.); 2) по конструкции зуба (с острозаточенными и затылованными зубьями); 3) по направлению зуба (с прямыми, наклонными, винтовыми, равнонаправленными зубьями); 4) по конструкции фрезы (цельные, составные, со вставными зубьями, сборные); 5) по способу крепления (насадные, концевые с коническим или цилиндрическим хвостовиком); 6) по виду инструментального материала режущей части (из быстрорежущей стали, твердых сплавов, режущей керамики, сверхтвердых материалов).
Цилиндрические и торцовые фрезы предназначены для обработки плоскостей. Дисковые фрезы (пазовые, двухсторонние, трехсторонние) применяют для фрезерования пазов, уступов и боковых плоскостей. Прорезные и отрезные фрезы используют для прорезания узких пазов и разрезания материалов. Концевые фрезы применяют для обработки пазов, уступов и плоскостей шириной B<0,8D, где D — диаметр концевой фрезы. Угловые фрезы применяют в основном для фрезерования стружечных канавок режущих инструментов и скосов. Фасонные фрезы предназначены для фрезерования фасонных поверхностей. Фрезы изготовляют цельными и сборными (корпус из конструкционной стали, а режущие зубья из быстрорежущей стали или твердого сплава). Цилиндрические фрезы диаметром до 90 мм, торцовые насадные фрезы диаметром до 110 мм, дисковые трехсторонние фрезы с мелким зубом, дисковые пазовые, угловые, фасонные, отрезные, прорезные, концевые и шпоночные фрезы изготовляют цельными. Цилиндрические торцовые и дисковые фрезы диаметром более 75 мм и торцовые фрезерные головки изготовляют со вставными зубьями.
Сверление. Формообразование отверстий. Шероховатость и точность отверстий, получаемых сверлением в конструкционных сталях. Классификация спиральных сверл по конструкции, длине, форме получаемых отверстий, инструментальному материалу, типу хвостовика и направлению стружкоотводящих канавок. Основные части спирального сверла. Основные типы сверлильных станков и их назначение.
Сверление – распространенный метод получения отверстий в сплошном материале. Сверлением получают сквозные и несквозные (глухие) отверстия и обрабатывают предварительно полученные отверстия в целях увеличения их размеров, повышения точности и снижения шероховатости поверхности.
Отверстия на сверлильных станках обрабатывают сверлами, зенкерами, развертками и метчиками. Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент – спиральное сверло, состоящее из рабочей части, шейки, хвостовика и лапки. В рабочей части различают режущую и направляющую части с винтовыми канавками. Шейка соединяет рабочую часть сверла с хвостовиком. Хвостовик необходим для установки сверла в шпинделе станка. Лапка служит упором при выбивании сверла из отверстия шпинделя. Сверло имеет две главные режущие кромки, образованные пересечением передних и задних поверхностей и выполняющие основную работу резания; поперечную режущую кромку (перемычку) и две вспомогательные режущие кромки. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки, обеспечивающие направление сверла при резании.