Материал: gH4zNnoHVd
где Тв – температура медной стенки трубки тигля, равная температуре охлаждающей ее воды:
Tв = Tвх + Tвых ,
2
где a – эффективный коэффициент теплоотдачи излучения в зазоре. Так как температура стенки гарнисажа выше 1000 К перенос тепла осуществляется преимущественно излучением:
α = |
ε ×C |
|
Т |
г.вн |
4 |
|
Т |
в |
4 |
|
0 |
|
|
|
- |
|
|
, |
|||
|
|
|
|
|
||||||
|
Тг - Тв 100 |
|
100 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
где Тг.вн – температура внешней поверхности гарнисажа, К, которую в первом приближении выбирают равной (0,8…0,9) Тп. Выберем Тг.вн = 0,8Тп.
Мощность тепловых потерь:
Pп = Pбок + Pдно + Pк + Pизл.
Тепловой баланс шихты:
Pш = Mпл (Hтр - H298 ),
где Мпл – массовая скорость плавления шихты; Нтр – Н298 – теоретически необходимая удельная энергия плавки данной шихты, равная энтальпии расплава:
Hтр - H298 = cтв (Tп - 298) + DH + cж (Tр - Tп ),
где cтв – средняя в интервале температур (Тп – 293) К удельная теплоемкость шихты; cж – средняя в интервале температур (Тр – Тп) удельная теплоемкость расплава; DH – удельная теплота плавления шихты или изменение энтальпии.
С другой стороны, мощность, передаваемую от расплава к шихте, можно найти из условия квазистационарности (6):
Pш = KPп .
Массовая скорость плавления шихта:
M пл = ( Pш ) .
Hтр - H298
Плотность расплава:
ρ = 5540 -1,08 ×Tр.
11
Объем расплава:
V = a2 × S2 .
Масса расплава:
m = ρ ×V .
Тепловой или термический КПД процесса:
ηТ = |
Pш |
||
|
|
. |
|
P |
+ P |
||
|
ш |
п |
|
По формуле (5), с учетом принятых допущений, получим значение баланса тепловой мощности ванны расплава:
P2 = Pбок + Pдно + Pш + Pк + Pизл .
Основные результаты теплового расчета заносятся в таблицу 2.1.
Таблица 2.1
Результаты теплового расчета
d2, |
a2, |
m, |
V, |
Рбок, |
Рдно, |
Рш, |
Рк, |
Ризл, |
Р2, |
М пл, |
η т, |
м |
м |
кг |
м3 |
кВт |
кВт |
кВт |
кВт |
кВт |
кВт |
кг/ч |
% |
|
|
|
|
|
|
|
|
|
|
|
|
Так же для более детального анализа результаты расчета могут быть отражены следующими основными графическими зависимостями:
∙Мощности потерь P2 от внутреннего диаметра тигля d2.
∙Потерь на конвекцию Pк и/или излучение Pизл от внутреннего диаметра тигля d2.
∙Производительности процесса Мпл от внутреннего диаметра тигля d2.
∙Потерь P2 от производительности процесса Мпл.
∙Мощности потерь P2 от объема V и/или массы m расплава.
2.2 Электрический расчет печи В ходе выполнения электрического расчета определяются основные
электрические параметры индукционной системы и производится её согласование с высокочастотным источником питания. Чтобы правильно выбрать источник питания, нужно знать его рабочую частоту и колебательную мощность, которая выбирается на 15…20 % больше активной мощности, подводимой в стационарном состоянии плавки к индуктору P1.
12
Исходными данными для электрического расчета являются:
1.Активная мощность, выделяемая в расплаве P2.
2.Диаметр ванны расплава d2.
3.Высота ванны расплава a2.
4.Толщина гарнисажа b2.
5.Удельное электрическое сопротивление расплава ρ2.
6.Внутренний диаметр холодного тигля d3, который принимается равным диаметру ванны расплава d2.
7.Толщина секции холодного тигля b3, если секция прямоугольная, или диаметр трубки холодного тигля, если секция круглая.
8.Ширина секции тигля c3, если секция тигля прямоугольная.
9.Зазор между секциями тигля e3.
10.Удельное электрическое сопротивление материала тигля ρ3.
11.Толщина воздушного зазора между тиглем и индуктором e1.
12.Внутренний диаметр индуктора d1.
13.Толщина индуктора b1, если индуктор выполнен из прямоугольной трубки, или диаметр трубки индуктора, и высота витка индуктора, если индуктор выполнен из круглой трубки.
14.Высота витка индуктора, если индуктор из прямоугольной трубки
с1.
15.Высота индуктора a1, которая принимается равной высоте ванны расплава a2.
16.Зазор между витками индуктора e2.
17.Удельное электрическое сопротивление материала индуктора ρ1.
18.Частота тока индуктора f, значение которой подбирается исходя из оптимальных условий плавки.
19.Выходное напряжение на шинах генератора Uг.
Электрический расчёт индукционной системы выполняется с использованием схемы замещения, показанной на рисунке 2.2. В дальнейшем будет рассматриваться наиболее общий вариант конструкции холодного тигля и формы ванны, геометрия которых показана на рисунке 2.3.
13
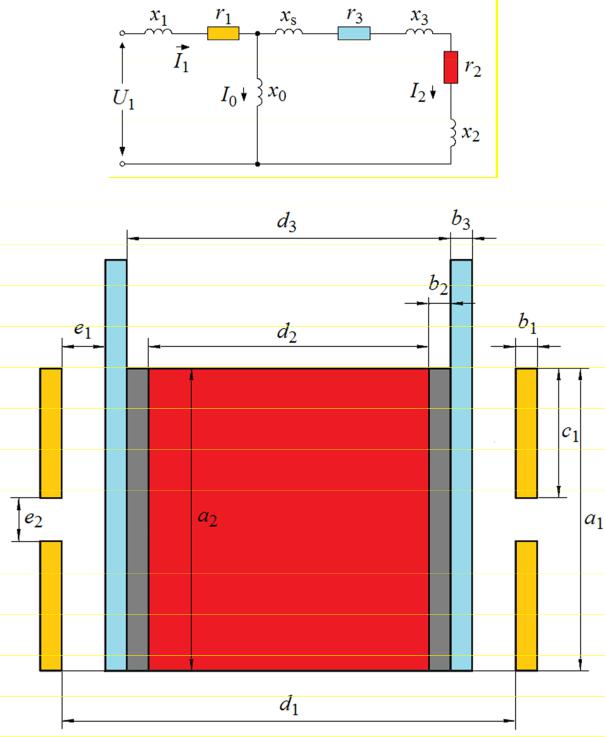
Рис. 2.2. Схема замещения индукционной системы
Рис. 2.3. Обобщенная расчетная схема индукционной системы
2.2.1 Определение параметров одновиткового индуктора В начале расчёта необходимо определить геометрические параметры
индукционной системы, в частности выбрать размеры трубок холодного тигля и индуктора, а также определить число секций холодного тигля n3:
14

|
|
|
|
|
|
|
|
|
|
|
π |
(d |
3 |
+ b |
) |
|
||||
|
|
|
|
|
|
|
|
|
n3 |
= floor |
|
|
3 |
|
, |
|
||||
|
|
|
|
|
|
|
|
|
|
b3 + e3 |
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
где floor – |
функция округления до наименьшего целого числа. |
|
||||||||||||||||||
|
Коэффициент заполнения окна индуктором расплавом определяется по |
|||||||||||||||||||
выражению K2: |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
K2 |
= |
|
|
S2 |
|
|
, |
|
|
|
|
|
|
|
|
|
|
|
|
|
S1 |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|
|
− S3 |
|
|
|
|||||
|
S1 = |
π |
d |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
||||
где |
|
1 |
|
|
– площадь |
горизонтального сечения |
индуктора; |
|||||||||||||
|
||||||||||||||||||||
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
d |
2 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
S2 |
= π |
|
|
|
– |
|
площадь |
горизонтального |
|
сечения ванны |
расплава; |
|||||||||
2 |
|
|
|
|||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
2
S = π d3 – площадь горизонтального сечения трубок холодного тигля.
3 2
Согласно [1], оптимальными значениями m2opt при плавке оксидов можно считать значения, попадающие в диапазон m2 = 2…7, что соответствует сквозному индукционному нагреву цилиндрических деталей. Определить оптимальное значение m2opt для оксидных материалов можно используя эмпирическое выражение:
|
= |
|
|
+ |
d |
2 |
|
+ |
0,016 |
|
|
− 0,8 . |
||
m |
|
9,3 |
|
0,37 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||||||
2opt |
|
|
|
a2 |
|
|
1 − K2 |
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|||||
Исходя из оптимального значения относительного диаметра ванны расплава m2opt, определяется оптимальное значение частоты тока индуктора
fopt:
fopt = |
506018 × m22opt ρ2 |
. |
|
d22 |
|||
|
|
После определения оптимального значения частоты fopt из стандартного ряда разрешенных для индукционного нагрева частот необходимо выбрать частоту тока индуктора f, близкую по значению к оптимальной частоте fopt.
После выбора частоты тока индуктора f приступают к расчёту значений элементов схемы замещения, показанной ранее на рисунке 2.2.
15