Материал: Kushner - Materialovedeniye 2008
цессам: поглощению светового потока электронами и передаче энергии кристаллической решетке твердого тела, нагреву вещества без его разрушения, разрушению вещества в зоне воздействия светового потока, разлету продуктов разрушения и остыванию после окончания действия светового импульса. Параллельно с этими процессами в обрабатываемом материале происходят активные диффузионные и химические реакции, а также фазовые превращения, существенно меняющие исходную структуру и оказывающие влияние на само взаимодействие лазерного излучения с материалом.
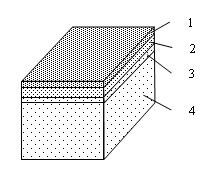
Рис 10.4 . Схема композиционной структуры при лазерной термической обработки
Упрочненная поверхность представляет собой композиционную структуру (рис. 10.4): 1 – зона расплавленного и быстро закристаллизовавшегося металла, 2 – зона термического влияния, в которой все структурные изменения происходят в твердом состоянии. Затем наблюдается переходный слой 3 и 4 – материал основы.
Лазерная термическая обработка позволяет повысить твердость и износостойкость упрочняемых материалов. Твердость зависит от концентрации углерода и легирующих элементов в стали. Хорошо упрочняются средне– и высоколегированные углеродистые и инструментальные стали. Стали с низким содержанием углерода и высокопрочные низколегированные стали при лазерной обработке, упрочняются плохо. Лазерная термическая обработка не влияет на пределы прочности и текучести сталей.
Электроискровое легирование (ЭИЛ) относится к технологиям упроч-
нения, основывающимся на взаимодействии материалов с высококонцентрированными потоками энергии и вещества. Образование упрочненного слоя происходит в результате сложных плазмохимических, теплофизических и механотермических процессов, реализуемых на микролокальных участках взаимодействия материала с единичным искровым разрядом.
Процесс ЭИЛ включает следующие этапы (рис. 10.5):
1. Оплавление. При сближении на определенное расстояние электрода– инструмента с упрочняемой металлической поверхностью происходит импульсный электрический разряд длительностью 10–6 –10 –3 с. В результате на поверхностях анода (легирующий электрод) и катода (упрочняемая деталь) образуются локальные очаги электроэрозионного разрушения.
126
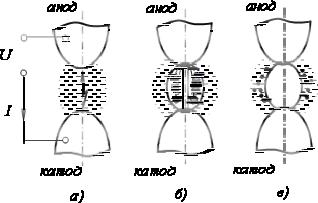
Рис 10.5. Схема физических процессов в межэлектродном промежутке при электроискровом легировании: а) этап оплавления; б) электрическая эрозия;
в) физико-химическое взаимодействие
2.Электрическая эрозия. Представляет собой комплексный процесс разрушения, включающий в себя оплавление, испарение, термохрупкое разрушение и другие механизмы. Эродированная масса легирующего электрода, имея избыточный положительный разряд и попадая в межэлектродное пространство, устремляется к поверхности катода-детали, ускоряясь и нагреваясь за счет электрического поля анода и катода.
3.Физико-химическое взаимодействие. При движении анодная эроди-
рованная масса вступает в физико-химическое взаимодействие с межэлектродной средой и летучими продуктами эрозии катода-детали. К моменту осаждения фрагменты эродированной массы несут в себе электрическую, кинетическую и тепловую энергии, которые при взаимодействии с упрочняемой поверхностью выделяются в виде теплового импульса большой мощности. Вслед за осаждением эродированной массы упрочняемая поверхность подвергается контактно-деформационному воздействию вибрационного характера. Энергетическое воздействие высокой концентрации стимулирует протекание сопутствующих ЭИЛ микрометаллургических конвекционно-диффузионных процессов энергомассопереноса.
Упрочненная поверхность представляет собой композиционную структуру (рис.10.6.).
Самый верхний слой состоит из тонкопленочных «островковых» или сплошных формирований, образованных из материала анода, и межэлектродной среды. Сплошность этого слоя зависит от режимов и условий упрочнения. Под верхним слоем располагается зона, представляющая собой смесь материалов анода и катода, образованную в результате конденсации ионно-плазменной и капельной фаз на упрочняемой поверхности. Далее следует слой, сформированный за счет диффузии элементов легирующего электрода в упрочняемой матрице катода-детали. Под ним располагается зона термического воздействия, представляющая собой транс-
127
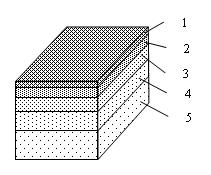
формированную структуру исходного материала с измененной плотностью дефектов кристаллического строения по причине импульсного теплового воздействия. С перемещением вглубь структура зоны термического воздействия плавно переходит в структуру основного материала. В зависимости от режимов электроискрового легирования величина и степень упрочнения каждого слоя могут варьироваться в широком диапазоне, но наибольшую толщину всегда имеет зона термического воздействия, которая в большинстве случаев и определяет эксплуатационные свойства поверхности.
Рис 10.6. Схема композиционной структуры материала после электроискрового легирования: 1 – зона тонкопленочных или сплошных формирований; 2 – зона смеси материалов анода и катода; 3 – зона сформированная за счет диффузии элементов легирующего электрода в упрочняемой матрице катода-детали; 4 – зона термического
воздействия, плавно переходящая в структуру основного материала –5.
Наличие тесной связи между плотностью дефектов кристаллического строения, диффузионно-адгезионной активностью модифицированной структуры и коэффициентом переноса является основой для разработки оригинальных технологий повышения качества упрочнения при ЭИЛ. К таковым, в частности, можно отнести последовательную комбинацию поверхностно– пластического деформирования с электроискровым легированием, позволяющую повысить толщину легированного покрытия до нескольких десятых долей миллиметра, снизить уровень остаточных напряжений и стабилизировать структуру за счет уменьшения пористости.
128
11. КОНСТРУКЦИОННЫЕ СТАЛИ
Конструкционные стали должны обладать высокой конструктивной прочностью, обеспечивать длительную и надежную работу конструкции в условиях эксплуатации.
Материалы, идущие на изготовление конструктивных элементов, деталей машин и механизмов, должны наряду с высокой прочностью и пластичностью хорошо сопротивляться ударным нагрузкам, обладать запасом вязкости. При знакопеременных нагрузках должны обладать высоким сопротивлением усталости, а при трении – сопротивлением износу. Во многих случаях необходимо сопротивление коррозии, хрупкому разрушению и т. д.
Помимо высокой надежности и конструктивной прочности, конструкционные материалы должны иметь высокие технологические свойства – хорошие литейные свойства, обрабатываемость давлением, резанием, хорошую свариваемость.
11.1. Строительные стали
Кстроительным относятся конструкционные стали, применяемые для изготовления металлических конструкций и сооружений, для армирования железобетона.
Книзколегированным строительным сталям относятся низкоуглеродистые свариваемые стали, содержащие недорогие и недефицитные легирующие элементы и обладающие повышенной прочностью и пониженной склонностью к хрупким разрушениям по сравнению с углеродистыми сталями. Применение низколегированных сталей позволяет уменьшить массу строительных конструкций, получить экономию металла, повысить надежность конструкций. Низколегированные строительные стали содержат до 0,25% углерода, 2–3% легирующих элементов (Cr, Si, Mn), микродобав-
ки (Y, Nb, Ti, Al, N) и др.
Требования к сталям:
∙определенное сочетание прочностных и пластических свойств;
∙малая склонность к хрупким разрушениям (низкий порог хладноломкости);
∙коррозионная стойкость;
∙хорошая свариваемость;
∙обработка резанием.
Строительные стали для металлических конструкций подразделяются по категориям прочности на стали нормальной, повышенной прочности и высокой прочности. Каждый класс прочности характеризуется минималь-
129
но гарантированными значениями временного сопротивления разрыву и предела текучести.
Временное сопротивление при растяжении и предел текучести являются основными расчетными характеристиками при проектировании металлоконструкций и сооружений. От их значений зависит сечение элементов конструкций, а следовательно, их масса.
Не менее важным критерием, определяющим эксплуатационную надежность строительных конструкций, является их склонность к хрупким разрушениям (порог хладноломкости). По хладостойкости строительные стали делят на стали без гарантированной хладостойкости, стали хладостойкие до – 40 º С и стали для эксплуатации конструкций ниже – 40 º С.
Детали строительных конструкций обычно соединяют сваркой, поэтому основным требованием к строительным сталям является хорошая свариваемость. Стали этого класса не должны давать горячих и холодных трещин. Склонность к образованию трещин зависит от содержания углерода. Горячие трещины образуются в сварном шве в период кристаллизации, по причине расширения интервала кристаллизации металла шва. Интервал кристаллизации растет с увеличением содержания углерода. Металл шва и околошовной зоны нагревается выше критических точек. При охлаждении протекает процесс распада аустенита, сопровождающийся объёмными изменениями. Чем выше содержание углерода, тем выше объёмные изменения, тем больше опасность образования холодных трещин. Поэтому стали, используемые для изготовления строительных конструкций, не должны содержать углерода более 0,25%.
Строительные стали могут быть углеродистыми и низкоуглеродистыми низколегированными.
Низкоуглеродистые низколегированные стали обычной прочности в горячекатаном или нормализованном состоянии применяют для строительных конструкций, армирования железобетона, магистральных нефте- и газопроводов. Стали поставляются в горячекатаном состоянии с ферри- то-перлитной структурой. Прочностные свойства этих сталей обеспечиваются на стадии производства.
К низколегированным строительным сталям повышенной прочности относятся стали марок 14Г2, 17ГС, 9Г2С и др. Введение в сталь небольших добавок ванадия и ниобия обеспечивает дополнительное упрочнение за счет образования карбонитридов этих элементов и измельчения зерна. К сталям такого типа (т. е. повышенной прочности) относятся стали марок
14Г2АФ, 17Г2АФБ, и другие с σ0,2 = 450 МПа после нормализации. Такие стали используются в виде сортового проката для изготовления конструк-
ций без дополнительной термической обработки. В эту же группу входят атмосферостойкие стали, в состав которых вводят в малом количестве Cu, P, Ni, Cr, Si. Они образуют на поверхности продукты коррозии с высокой
130