Материал: Kushner - Materialovedeniye 2008
стали и оказывает существенное влияние на ее свойства. Упрочняющими фазами в сталях могут быть карбиды, нитриды, интерметаллиды, химические соединения и др.
10.2. Упрочнение пластическим деформированием
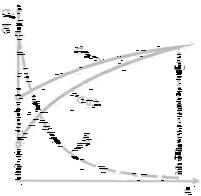
В результате холодной пластической деформации изменяются свойства металла: повышаются прочность, электросопротивление, снижаются пластичность, плотность, коррозионная стойкость. Это явление называется наклепом и может быть использовано для изменения свойств металлических материалов. Свойства наклепанного металла изменяются тем сильнее, чем больше степень деформации. Металлы наклепываются в начальной стадии деформирования более интенсивно, чем при дальнейшем возрастании степени деформации (рис. 10.1). С увеличением степени деформаций предел текучести растет быстрее временного сопротивления. У сильно наклепанных металлов обе характеристики сравниваются, а удлинение становится равным нулю. Такое состояние наклепанного металла называется предельным; при попытке продолжить деформирование может произойти разрушение металла. В результате наклепа удается повысить твердость и временное сопротивление в полтора – три раза, а предел текучести в три – семь раз. Металлы с ГЦК решеткой упрочняются сильнее, чем металлы с ОЦК решеткой. Среди сплавов с ГЦК решеткой сильнее упрочняются те, у которых энергия дефектов упаковки минимальна (интенсивно наклепываются аустенитная сталь и никель, а алюминий упрочняется незначительно).
Рис. 10.1. Зависимость механических свойств от степени деформации
Наклеп понижает плотность металла вследствие нарушений порядка в размещении атомов, при увеличении плотности дефектов и образовании микропор. Уменьшение плотности используют для увеличения долговечности деталей, которые в процессе эксплуатации подвержены переменным нагрузкам. Наиболее распространенным способом холодного пластического поверхностного деформирования является дробеструйная обработка. Она заключается в воздействии на обрабатываемую поверхность частиц
116
дроби, ускоренных в дробеструйных центробежных или пневматических аппаратах. Для этого используется стальная или чугунная дробь величиной 0,5–2,0 мм. Время обработки поверхности детали не превышает 2–3 минуты, а толщина поверхностного слоя находится в пределах 0,2–0,4 мм.
В поверхностном наклепанном слое увеличивается плотность дефектов кристаллической решетки, может изменяться форма и ориентация зерен. В поверхностных слоях создаются сжимающие напряжения, тормозящие зарождение и развитие трещин. Дробеструйная обработка может быть эффективна для сталей различного состава и после различной термической обработки (отжиг, нормализация, закалка, улучшение, цементация и др.).
Основное назначение дробеструйной обработки – повышение усталостной прочности. Такой обработке подвергаются пружины, рессоры, шестерни, различные валы и т. д. Особенно эффективна дробеструйная обработка деталей, имеющих галтели, выточки, следы грубой механической обработки и другие концентраторы напряжений. Для сравнения в таблице 10.1 приведены примеры повышения сопротивления усталостному разрушению некоторых деталей машин.
|
|
Таблица 10.1. |
|
|
|
|
|
Название детали |
σ– 1, МПа |
|
|
До |
После |
|
|
|
обработки |
обработки |
|
Шестерня после закалки из стали 45 |
300 |
480 |
|
Пружины автомобиля передней подвески |
458 |
724 |
|
из стали 65Г |
|
|
|
Клапанные пружины двигателя из стали |
480 |
738 |
|
50ХФА |
|
|
|
Если изменение структуры и свойств в результате пластической деформации нежелательно, оно может быть устранено последующей термической обработкой – рекристаллизационным отжигом.
10.3. Упрочнение термическими методами
Температурное воздействие на различные материалы с целью изменения их структуры и свойств является самым распространенным способом упрочнения в современной технике. Это воздействие может осуществляться чаще при плюсовых температурах, реже – при отрицательных и сочетаться с химическим, деформационным, магнитным, электрическим и другими процессами.
117
Следуя классификации А. А. Бочвара, в основу которой положены типы фазовых и структурных превращений в металле, различают следующие виды термообработки:
∙собственно термическая;
∙термомеханическая;
∙химико-термическая.
Собственно термическая обработка предусматривает только темпе-
ратурные воздействия на металл или сплав. Управляемые структурно– фазовые процессы в стали, которые обеспечивают получение требуемой фазовой и дислокационной структуры, происходят вследствие наличия аллотропии.
Термомеханическая обработка (ТМО) – сочетание термического воздействия и пластической деформации. ТМО позволяет получить более высокие прочностные и вязкостно-пластические свойства у стали, чем после обычной закалки и низкого отпуска. Положительный дополнительный эффект при ТМО объясняется предварительным наклепом аустенита во время пластической деформации. Последствия этого наклепа передаются мартенситу в виде дополнительных, возникающих при наклепе дислокаций, которые складываются с дислокациями, возникающими при последующем мартенситном превращении, создают более плотную дислокационную структуру. Такая высокая плотность дислокаций (до 1013 см–2 ) не порождает возникновение трещин при закалке. Существуют две разновидности термомеханической обработки – высокотемпературная (ВТМО) и низкотемпературная (НТМО). При ВТМО аустенит деформируется при температуре выше линии А3 до степени деформации 20–30%. При НТМО производится деформация переохлажденного до 400–600 º С аустенита, степень деформации составляет 75–90%.
Химико-термическая обработка (ХТО) – сочетание химического и термического воздействия с целью изменения состава, структуры и свойств поверхностного слоя детали в необходимом направлении. При этом происходит поверхностное насыщение металлического материала соответствующим элементом (C, N, B, Al, Cr, Si, Ti и др.) путем его диффузии в атомарном состоянии из внешней среды (твердой, газовой, паровой, жидкой) при высокой температуре.
Процесс химико-термической обработки состоит из трех элементарных стадий:
∙выделения диффундирующего элемента в атомарном состоянии благодаря реакциям, протекающим во внешней среде;
∙контактирования атомов диффундирующего элемента с поверхностью стального изделия и проникновение (растворение) их в решетку железа (адсорбция);
∙диффузии атомов насыщающего элемента в глубь металла.
118
10.4. Цементация стали
Цементацией называется процесс насыщения поверхностного слоя стали углеродом. Различают два основных вида цементации: твердую углеродосодержащую смесь (карбюризаторы) и газовую. Целью цементации является получение твердой износостойкой поверхности, что достигается обогащением поверхностного слоя углеродом до концентрации 0,8–1,2% и последующей закалкой с низким отпуском. Цементация и последующая термическая обработка одновременно повышают предел выносливости.
Для цементации обычно используют низкоуглеродистые стали 0,1–0,18 %. Для крупногабаритных деталей применяют стали с более высоким содержанием углерода (0,2–0,3%). Выбор таких сталей необходим для того, чтобы сердцевина изделия, не насыщающаяся углеродом при цементации, сохраняла высокую вязкость после закалки.
При цементации в твердом карбюризаторе изделия укладывают в ящики и засыпают древесным углем. При нагреве углерод древесного угля, соединяясь с кислородом воздуха, образует оксид углерода, который, в свою очередь, взаимодействуя с железом, дает атомарный углерод. Этот активный углерод поглощается аустенитом и диффундирует в глубь изделия. Для ускорения процесса цементации к древесному углю (коксу) добавляют активизаторы: углекислый барий (ВаСО3) и кальцинированную соду (Na2CO3) в количестве 10–40% от массы угля.
Для газовой цементации в качестве карбюризатора используют природный газ, жидкие углеводороды (керосин, бензин и т. д.) или контролируемые атмосферы. При нагреве образуется атомарный углерод:
2CO → CO2 + Cатом
или
CH4 → 2H2 + Cатом; Cатом → Feγ = аустенит Feγ (C).
Газовая цементация – основной процесс при массовом производстве, а цементацию в твердом карбюризаторе используют в мелкосерийном производстве.
Глубина цементации в зависимости от назначения изделия и состава стали обычно находится в пределах 0,5–2,00 мм.
Цементацию проводят при 910–930 º С или для ускорения процесса при 1000–1050 º С. С повышением температуры уменьшается время достижения заданной глубины цементации. Так, при газовой цементации науглероженный слой толщиной 1,0–1,3 мм получают при 920 ºС за 15 ч., а при 1000 ºС – за 8 ч. Чтобы предотвратить сильный рост аустенитного зерна, высокотемпературной цементации подвергают наследственно мелкозернистые стали.
Концентрация углерода в поверхностном слое изделия обычно составляет 0,8–1,0% и не достигает предела растворимости при темпера-
119
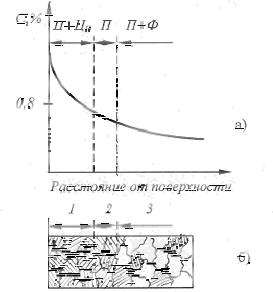
туре цементации. Следовательно, сетка Fe3С при температуре цементации не образуется и поверхностный слой, как и сердцевина, находится в аустенитном состоянии. После медленного охлаждения цементованный слой с переменной концентрацией углерода состоит из феррита и цементита и характеризуется гаммой структур, типичных для заэвтектоидной, эвтектоидной и доэвтектоидной стали (рис. 10.2).
Рис. 10.2. Изменение концентрации углерода по глубине цементированного слоя (а) и схема микроструктуры незакаленного науглероженного слоя (б): 1 – заэвтектоидная;
2 – эвтектоидная; 3 – доэвтектоидная зоны
Цементация является промежуточной операцией, цель которой — обогащение поверхностного слоя углеродом. Требуемое упрочнение поверхностного слоя изделия достигается закалкой после цементации. Закалка должна не только упрочнить поверхностный слой, но и исправить структуру перегрева, возникающую из-за многочасовой выдержки стали при температуре цементации.
После цементации в твердом карбюризаторе ответственные изделия подвергают двойной закалке, так как содержание углерода в сердцевине и на поверхности изделия разное, а оптимальная температура нагрева под закалку зависит от содержания углерода в стали
Первую закалку проводят с нагревом до 850–900 ° С (выше точки А3 сердцевины изделия), чтобы произошла полная перекристаллизация с измельчением аустенитного зерна в доэвтектоидной стали. В углеродистой стали из-за малой глубины прокаливаемости сердцевина изделия после первой закалки состоит из феррита и перлита. Вместо первой закалки к углеродистой стали можно применять нормализацию. В прокаливающейся насквозь легированной стали сердцевина изделия состоит из низкоуглеродистого мартенсита. Такая структура обеспечивает повышенную прочность и достаточную вязкость сердцевины.
120