Материал: 521
– проранжировать виды дефектов в зависимости от их количества, «прочие» дефекты при построении диаграммы Парето всегда будут по рангу последними (см. табл.5);
Таблица 1
Ранжирование значимости видов дефектов продукции
Дефект |
Количество |
Царапина |
3 |
Трещина |
1 |
Заусенец |
8 |
Деформация |
68 |
Вмятина |
46 |
Раковина |
4 |
Скол |
9 |
Прочие |
2 |
– создать таблицу для расчета данных, необходимых для построения диаграммы Парето (табл. 2);
|
|
|
Таблица 2 |
|
|
Данные для построения диаграммы Парето |
|||
|
|
|
|
|
|
Количество дефек- |
Накопленное |
Накопленный |
|
Дефект |
количество |
процент |
||
тов |
||||
|
дефектов |
дефектов |
||
|
|
|||
Деформация |
68 |
68 |
48 |
|
Вмятина |
46 |
114 |
81 |
|
Скол |
9 |
123 |
87 |
|
Заусенец |
8 |
131 |
93 |
|
Раковина |
4 |
135 |
96 |
|
Царапина |
3 |
138 |
98 |
|
Трещина |
1 |
139 |
99 |
|
Прочие |
2 |
141 |
100 |
|
–по данным табл. 6 построить диаграмму Парето (рис. 5);
–кривая на рис. 5, построенная по данным накопленного количества дефектов, называется кумулятивной кривой или кривой Парето; прямая, построенная на уровне 80% накопленных дефектов, исходя из принципа Парето (принципа 20-80), показывает, какие виды дефектов являются наиболее многочисленными. Так, в нашем случае наиболее многочисленными дефектами являются деформация и вмя-
15
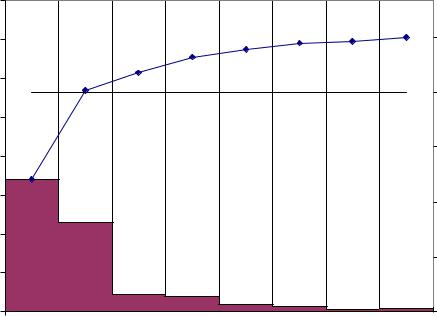
тина; устранив причины возникновения этих дефектов, можно сни- |
|||||||||
зить общую дефектность продукции на 80%. |
|
|
|||||||
Количество |
|
|
|
|
|
|
|
Накопленное |
|
дефектов |
|
|
|
|
|
|
|
число |
|
160 |
|
|
|
|
|
|
|
|
дефектов |
|
|
|
|
|
|
|
|
|
|
140 |
|
|
|
|
131 |
135 |
138 |
139 |
141 100 |
|
|
|
|
|
|
|
|
||
|
|
|
|
123 |
|
|
|
|
|
120 |
|
114 |
|
|
|
|
|
80 |
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
||
100 |
|
|
|
|
|
|
|
|
|
80 |
68 |
|
|
|
|
|
|
|
60 |
|
|
|
|
|
|
|
|
||
60 |
68 |
|
|
|
|
|
|
|
|
46 |
|
|
|
|
|
|
|
40 |
|
|
|
|
|
|
|
|
|
||
40 |
|
|
|
|
|
|
|
|
|
20 |
|
|
|
|
|
|
|
|
20 |
|
|
9 |
8 |
|
4 |
3 |
|
2 |
|
|
|
|
|
1 |
|||||
|
|
|
|
|
|
||||
0 |
|
|
|
|
|
|
|
|
0 |
Деформация Вмятина |
Скол |
Заусенец РаковинаЦарапина |
Трещина |
Прочие |
Вид дефектов |
||||
|
|||||||||
|
|
|
|||||||
|
|
|
|
Рис.5. Диаграмма Парето |
|
||||
Лабораторная работа №4
Инструменты контроля качества: диаграмма разброса, стратификация, причинно-следственная диаграмма Исикавы
Цель – изучение теоретических принципов и практического построения основных инструментов статистического контроля качества: диаграмма разброса, стратификация, причинно-следственная диаграмма Исикавы.
Теоретические аспекты
Одним из наиболее простых и эффективных статистических методов, широко используемых в системе управления качеством, является стратификация или, как ее еще называют, метод расслаивания. В
16
соответствии с этим методом производят расслаивание статистических данных, т.е. группируют данные в зависимости от условий их получения и производят обработку каждой группы данных в отдельности. Данные, разделенные на группы в соответствии с их особенностями, называют слоями (стратами), а сам процесс разделения на слои
– расслаиванием (стратификацией).
Существуют различные методы расслаивания, применение которых зависит от конкретных задач. В производственных процессах часто используется метод 5M, учитывающий факторы, зависящие от человека, машины, материала, способа производства, измерения и дополнительно – управления (6M).
Расслаивание может осуществляться примерно так:
по исполнителям – квалификации, полу, стажу работы и т.д.;
по машинам и оборудованию – новому и старому оборудованию, марке, конструкции, выпускающей форме и т.д.;
по материалу – месту производства, фирме производителю, партии, качеству сырья и т.д.;
по способу производства – температуре, технологическому приему, месту производства и т.д.;
по измерению – методу измерения, типу измерительных средств или их точности и т.д.
Стратификация – основа для построения других инструментов,
например таких, как диаграммы рассеивания. Такое сочетание инструментов делает их более мощными.
Диаграмма рассеяния применяется для исследования зависимости между двумя видами данных. Она строится как график зависимости между двумя параметрами. Если на этом графике провести линию медианы, он позволяет легко определить, имеется ли между этими двумя параметрами корреляционная зависимость.
Диаграмма рассеяния строится в таком порядке: по горизонтальной линии откладываются измерения величин одной переменной, а по вертикальной оси – другой переменной.
Диаграмма рассеяния также используется для выявления при- чинно-следственных связей показателей качества и влияющих факторов при анализе причинно-следственной диаграммы Исикавы.
Причинно-следственная диаграмма Исикавы является очень мощным инструментом для анализа ситуации и получения информации о влиянии разных факторов на основной процесс. Здесь появляет-
17
ся возможность не только выявить факторы, влияющие на процесс, но и определить приоритетность их влияния.
Причинно-следственная диаграмма Исикавы рассматривает такие компоненты качества, как «человек», «методы», «средства», «материал», «управление» и «среда» (прил. 4).
Применительно к решаемой задаче квалиметрического анализа:
для компоненты «человек» необходимо определить факторы, связанные с удобством и безопасностью выполнения операций;
для компоненты «средства» – взаимоотношения элементов конструкции анализируемого изделия между собой, связанные с выполнением данной операции;
для компоненты «методы» – факторы, связанные с производительностью и точностью выполняемой операции;
для компоненты «материал» – факторы, связанные с отсутствием измененийсвойствматериаловизделиявпроцессевыполненияданнойоперации;
для компоненты «управление» – факторы, связанные с достоверным распознаванием ошибки процесса выполнения операции;
для компоненты «среда» – факторы, связанные с воздействием среды на изделие и изделия на среду.
Задания
1.Построить диаграммы рассеяния по данным о рекламациях по деталям А и В и сделать выводы (табл. 1).
|
|
|
|
|
|
Таблица 1 |
|
|
Рекламации по деталям А и Б за три периода наблюдения |
||||||
|
|
|
|
|
|
|
|
|
|
|
РЕКЛАМАЦИЯ |
|
|
|
|
№ |
1-й период |
2-й период |
3-й период |
|
|||
наблюдения |
наблюдения |
наблюдения |
|
||||
п/п |
|
||||||
изделие |
изделие |
изделие |
изделие |
изделие |
изделие В, |
|
|
|
А , (x1) |
В, ( y1) |
А , (x2) |
В, ( y2) |
А , (x3) |
( y3 ) |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
5 |
5 |
1 |
10 |
6 |
7 |
|
2 |
6 |
4 |
1 |
8 |
7 |
8 |
|
3 |
7 |
7 |
3 |
9 |
8 |
9 |
|
4 |
2 |
9 |
5 |
7 |
5 |
6 |
|
5 |
3 |
6 |
7 |
4 |
0 |
4 |
|
6 |
4 |
2 |
8 |
3 |
7 |
7 |
|
7 |
5 |
8 |
6 |
4 |
5 |
5 |
|
8 |
6 |
6 |
7 |
3 |
3 |
5 |
|
9 |
9 |
4 |
7 |
3 |
2 |
4 |
|
10 |
5 |
1 |
8 |
3 |
2 |
3 |
|
18
|
|
|
|
|
|
Окончание табл. 1 |
||
|
|
|
|
|
|
|
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
7 |
|
11 |
4 |
2 |
8 |
2 |
0 |
|
6 |
|
12 |
2 |
0 |
7 |
3 |
5 |
|
7 |
|
13 |
5 |
1 |
9 |
1 |
1 |
|
5 |
|
14 |
6 |
0 |
8 |
1 |
1 |
|
3 |
|
2.Провести стратификацию данных, приведенных в табл. 2, представив их виде табл. 3, на ее основе построить диаграмму стратификации (рисунок) и сделать выводы.
|
|
|
Таблица 2 |
|
|
Данные о причинах возникновения дефектов |
|||
|
|
|
|
|
Причины |
Количество |
Причины |
Количество |
|
дефектов |
дефектов |
дефектов |
дефектов |
|
Оборудование 1 |
5 |
Поставщик 2 |
8 |
|
Смена 2 |
7 |
Смена 2 |
4 |
|
Рабочий 3 |
2 |
Рабочий 2 |
2 |
|
Поставщик 1 |
3 |
Поставщик 2 |
1 |
|
Смена 1 |
4 |
Смена 2 |
2 |
|
Оборудование 3 |
7 |
Оборудование 1 |
4 |
|
Поставщик 2 |
9 |
Рабочий 3 |
5 |
|
Смена 2 |
5 |
Рабочий 1 |
7 |
|
Рабочий 4 |
8 |
Оборудование 1 |
1 |
|
Поставщик 1 |
4 |
Смена 2 |
3 |
|
Смена 1 |
6 |
Поставщик 1 |
5 |
|
Оборудование 3 |
3 |
Рабочий 1 |
6 |
|
Оборудование 1 |
8 |
Оборудование 1 |
9 |
|
Смена 2 |
7 |
Смена 2 |
7 |
|
Рабочий 1 |
2 |
Рабочий 4 |
8 |
|
Поставщик 1 |
9 |
Смена 1 |
5 |
|
Смена 1 |
5 |
Оборудование 2 |
2 |
|
Оборудование 2 |
6 |
Оборудование 1 |
5 |
|
Смена 2 |
7 |
Рабочий 2 |
4 |
|
Таблица 3
Стратификация данных
Оборудование |
Поставщик |
Рабочие |
Смена |
17 |
11 |
9 |
11 |
4 |
10 |
3 |
26 |
5 |
|
4 |
|
|
|
9 |
|
19