Материал: 2513
Тепловлажностная обработка изделий. При естественном тверде-
нии в нормальных условиях изделия набирают марочную прочность в 28-суточном возрасте. Для ускорения процесса твердения бетона, уменьшения времени оборачиваемости форм, увеличения производительности заводов прибегают к различным приемам сокращения срока твердения изделий.
Это достигается применением тепловлажностной обработки изделий, применением БТУ, повышением активности цемента и различных ускорителей тверден я. На более эффективным из перечисленных способов яв-
ляется тепловлажностная обработка железобетонных изделий.
лие
Технолог ческ й процесс тепловлажностной обработки изделий за-
ключается в воздейств |
на него горячей и влажной среды |
парами при |
С |
|
|
температуре 80–100 ºС. Процесс твердения ускоряется в 10–20 раз за счет |
||
ускорен я процессов г дролиза и гидратации цемента. |
|
|
Тепловлажностная |
о ра отка обеспечивает набор |
прочности |
бетона > 70%бАот R28. Затем в процессе дальнейшего выдерживания изденаб рает марочную прочность.
Как е отр цательные моменты происходят при тепловой обработке? При форс рованном воздействии температуры создаются большие температурные градиенты по толщине изделия. В результате их действия наблюдается усиленная миграция влаги вначале во внутренние слои (т.к. t направлен к наружным слоям), затем перераспределение по всему объему (при изотермическом прогреве изделия) и миграция влаги к на-
Врезультате усиленной миграцииДвлаги материал может иметь повышенную пористость. В таком случае он будетИобладать пониженными МРЗ, воздействием, а значит, прочностью и долговечностью.
Всвязи с этим бетонное изделие должно выдерживать некоторое время до пропаривания, затем плавно повышать температуру, осуществлять изотермический прогрев и плавное снижение температуры.
Автоматизация процесса тепловой обработки обеспечивает заданные точность и стабильность регулирования температуры по установленному режиму, непрерывный контроль технологического процесса с соответствующей сигнализацией.
Таким образом, продолжительность полного цикла тепло-
влажностной обработки изделия при автоматизированном контроле будет складываться:ружным слоям.
τ = τ1 + τ2 + τ3 + τ4 + τ5, |
(6.1) |
151
где τ1 – период предварительной выдержки сформованных изделий до тепловлажностной обработки, τ1 = 1,5–3,5 ч; τ2 – период нагрева изделий. Это время определяется допустимыми (критическими) скоростями нагрева во избежание температурных деформаций смеси. Период τ2 зависит от пластичности смеси, массивности изделий. Скорость подъема температуры не должна превышать 35–40 град/ч для жестких смесей и 20–25 град/ч для пластичных смесей; τ3 – период изотермического нагрева зависит от жесткости смеси и величины температуры изотермического прогрева, размеров и формы здел й, τ3 = 6–12 ч; τ4 – период охлаждения изделия. Период τ4 должен быть так м, чтобы резкое снижение температуры не повлекло об-
разован я температурных напряжений. Скорость охлаждения смесей: же- |
|||||||||||
стких – 50–60 град/ч, пластичных – 30–35 град/ч; τ5 – период выдержива- |
|||||||||||
С |
|
|
|
|
|
|
|||||
издел й после пропаривания и охлаждения до tв. |
|
|
|
||||||||
Допуст мая скорость остывания изделия 8–10 град/ч. |
|||||||||||
|
|
|
|
|
|
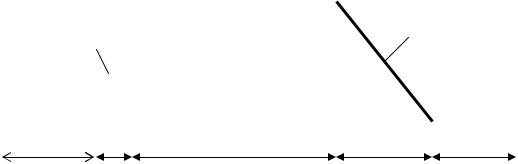
Изотермический |
|
|
|
|
|
ния |
|
|
|
|
|
||||||
|
|
|
|
|
|
|
прогрев |
|
Снижение |
||
|
Подъем |
|
|
|
|
|
|||||
|
|
|
|
|
|
температуры |
|||||
|
температуры |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|||
Предварительная |
|
|
|
|
|
|
Остывание |
||||
|
выдержка |
|
2–3 |
|
ч |
|
6–12 ч |
2–3 ч |
|
|
|
|
|
|
|
|
|
|
|
||||
|
1,5–3,5 ч |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
бА |
|
|
|
|||||||
Рис. 6.7. Продолжительность полного цикла тепловлажностной обработки |
|||||||||||
Рекомендуемые режимы пропариванияДбетонных и железобетонных изделий приведены в прил. 12. И
Способы тепловлажностной обработки классифицируют по следующим признакам:
По источнику тепла – пропаривание:
а) при повышенной температуре более 100 ºС; б) при пониженной температуре менее 100 ºС.
Электронагрев, прогрев различными жидкостями (водой, маслом), методом горячего формования.
По способу передачи тепла – непосредственное соприкосновение изделия с теплоносителем, нагрев через поверхность (контактный), излучением, токами высокой частоты.
По давлению среды – при нормальном давлении (автоклавы).
По режиму работы – периодический, непериодический.
152
Наиболее распространенный способ – пропаривание при нормальном давлении при температуре 80–100 ºС.
Пропаривание осуществляют в камерах ямочного, ячеистого или тоннельного типа – однорядные и многорядные.
Автоклавный нагрев заключается в пропаривании изделий из желе-
С3 3
зобетона при повышенных температурах (175–193 ºС), насыщенных паром, под давлением 9–13 атм.
Автоклавы представляют собой герметически закрывающиеся камеры длиной 20–30 м, внутри которых изделия перемещаются на вагонетках
по рельсам. |
|
|
Реж м пропар ван я в автоклаве: |
|
|
τ1 – 2–4 ч; |
τ2 – 3–4 ч; τ3 – 4–5 ч; τ4 – 2–3 ч; τ5 – 1–2 ч. Итого 12–18 ч. |
|
Расход пара на 1м етона составляет 300–330 кг/м . |
||
Электронагрев заключается в пропускании через изделие переменно- |
||
го тока преобразован его в тепловую энергию. |
||
и |
|
|
6.4. Контроль качества, |
|
|
пр емка |
хранен е с орных конструкций |
|
Качество изготовления |
изделий контролируется на |
|
железобетонных всех этапах производстваА. Вопросами качества занимаются лаборатории и
ОТК. При приемке поступающих материалов проверяют наличие паспортов на сталь, песок, цемент, ще ень.
щей партии, отбирают пробу 20 кг и проводят испытания (сроки схватывания, НГ, активность). Если арматура поступает в мотках, отбирают пробу по два образца от 10% мотков. Контролируют дозировку материалов при приготовлении смесей. При весовой дозировке отклонения не должны пре-
вышать +2%. Контролируют время перемешиванияИсмесей с помощью установленных реле времени. Проверяют качество готовой цементобетонной
В лаборатории проводят контрольныеДиспытания каждой поступаю-
смеси (Rсж, Rиз, удобоукладываемость). Проверяют качество установленной арматуры, правильность сборки форм, закладных деталей, толщину защитного слоя и т.д. Контролируют степень уплотнения электрическим, механическим или радиометрическим методами. В процессе пропаривания контролируют температуру и режимы термообработки с помощью автоматических программных регуляторов.
Каждое изделие, отправляемое потребителю, имеет индивидуальный паспорт, в котором указываются не только основные технические характеристики, но и правила складирования, транспортировки, строповки и т.д.
153
Контрольные вопросы |
|
|
|
1. |
Что такое завод железобетонных изделий? |
|
|
2. |
Чем полигон отличается от завода? |
|
|
3. |
Из каких основных процессов состоит технология производства железобетонных |
||
изделий? |
|
|
|
4. |
По каким признакам классифицируют формы для изготовления изделий? |
||
5. |
Какие схемы уплотнения бетонной смеси при изготовлении изделий вы знаете? |
||
6. |
Какие вы знаете изделия для дорожного строительства? |
||
7. |
Какие способы железобетонных изделий вы знаете? |
||
8. |
В чем заключается сущность поточно-агрегатного способа изготовления изде- |
||
лий? |
|
|
|
9. |
В чем заключается сущность конвейерного способа изготовления изделий? |
||
10. В чем заключается сущность стендового способа изготовления изделий? |
|||
С11. Для чего спользуется тепловлажностная обработка при изготовлении изделий? |
|||
12. Как е пер оды тепловлажностной обработки изделий вы знаете? |
|||
13. Что такое автоклав |
? |
|
|
14. Как е реж мы пропаривания в автоклаве вы знаете? |
|||
рование |
|
||
|
7. БИТУМНЫЕ И ЭМУЛЬСИОННЫЕ БАЗЫ |
||
|
7.1. Назначение и размещение битумных баз |
||
|
б |
|
|
|
При строительстве автомо ильных дорог расходуют большое коли- |
||
чество органических вяжущих материалов, в основном битум. Для вяжу- |
|||
щих материалов организуют |
азы, предназначенные для хранения вяжу- |
||
щих и подготовки к использованию. Битумные базы могут быть самостоя- |
|||
тельными предприятиямиАили входить в состав асфальтобетонного или |
|||
эмульсионного завода на правах цеха. При расположении базы (цеха) на |
|||
территории асфальтобетонного завода обслуживающие и вспомогательные |
|||
сооружения (лаборатория, РММ, душ и др.) могут быть общими. |
|||
|
Битумные базы подразделяют на прирельсовые, расположенные у |
||
железной дороги, и притрассовые. ПриДпроектировании баз назначают их |
|||
производительность (производственную мощность), выбирают место, тех- |
|||
нологический процесс, машины и оборудование, способы производства |
|||
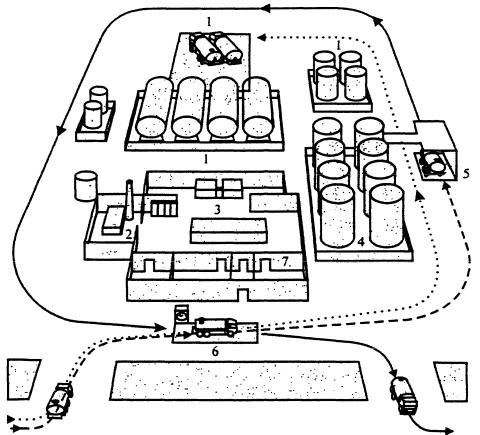
работ, составляют генеральный план (рис. 7.1). |
|
||
|
Технические характеристики эмульсионных установок представлены |
||
в прил. 13. |
|
И |
|
|
|
|
|
Базы располагают в середине обслуживаемого участка, так как это сократит путь доставки органического вяжущего к месту работы. Если строящаяся дорога значительно удалена от места получения вяжущего, целесообразно иметь две базы: одну вблизи места поступления вяжущего, а другую у дороги. Вопросы размещения баз решают вариантно. База долж-
154
на быть расположена в месте, удобном для приема вяжущего, размещения машин и оборудования [40].
Си
поддержания или регулирования температуры используемых исходных материалов, системы трубопроводов, приборов производства, насосов и
РисбА. 7.1. Генплан эмульсионной базы: 1 – установка для приема и складирования исходных материаловД; 2 – источники подачи тепла для
Экономически выгодная дальность транспортирования автобитумовозами вяжущего на дорогу составляет 20–30 км.
приготовленных эмульсий; 3 – эмульсионная установка; 4 – емкости для хранения эмульсий; 5 – установка для переливания эмульсий в цистерны; 6 – устройство взвешивания поставляемых продуктов; 7– пункт управления и контроля качества приготовленияИэмульсий
7.2. Технологические процессы подготовки органических вяжущих
Доставка битума. На нефтеперерабатывающем заводе горячий битум из резервуаров самотеком сливают в бункерные полувагоны. После налива и непродолжительного отстоя, необходимого для образования пленки застывшего битума, препятствующей его расплескиванию, бункер
155