Материал: 2513
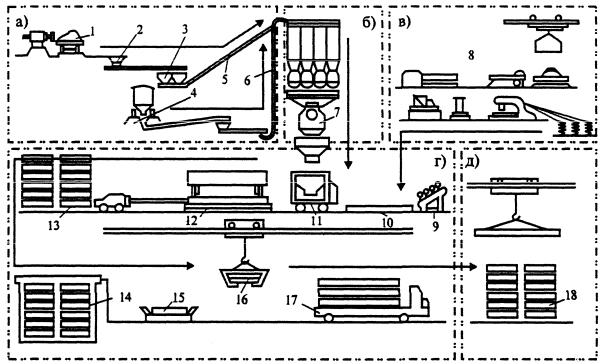
СибАДИРис. 6.4. Технолог ческая схема изготовления железобетонных изделий поточноагрегатным спосо ом: а – зона хранения заполнителей бетонной смеси; б – зона приготовления бетонной смеси; в – зона изготовления арматурных каркасов; г – зона
формирования и о ра отки ЖБИ; д – зона хранения и выдачи готовых изделий; 1 – пост разгрузки заполнителей; 2 – приемные бункеры; 3 – накопительные бункеры;
4 – пост разгрузки; 5 – транспортерная галерея; 6 – пневмоподача цемента; 7 – бетоносмесительный цех; 8 – оборудование для производства арматурных каркасов и элементов; 9 – агрегат для термического напряжения арматуры; 10 – пост армирования; 11 – самоходный бетоноукладчик; 12– агрегат для формования изделий; 13 – зона выдержки изделий; 14 – промежуточный склад; 15 – транспортирование ЖБИ;
16 – подъем и транспортирование изделий; 17 – самоходная тележка; 18 – склад готовых ЖБИ
Этот способ позволяет легко перестраиваться на выпуск новых видов продукции, допускает высокий уровень механизации, не требует больших
затрат на организацию производства.
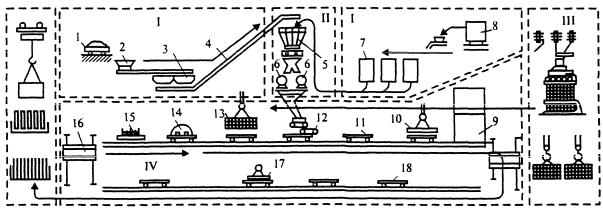
Конвейерный способ. При конвейерном способе технологический процесс расчленен на элементарные процессы, которые одновременно выполняют на отдельных рабочих местах. Форму изделие непрерывно перемещают от одного рабочего места к другому, каждое из которых обслуживает закрепленное звено (рис. 6.5).
Организуется на заводах большой мощности при массовом выпуске однотипных изделий, к примеру, дорожных плит. При этом способе формуемые изделия и формы перемещаются от поста к посту в строгой последовательности и с определенной заданной скоростью передвижения [32].
146
укладки |
|
Рис. 6.5. Конвейерная технология изготовления железобетонных изделий: I – зоны |
|
Схранен я матер алов; II – зона приготовления цементобетонной смеси; III – зона |
|
изготовлен я арматурных каркасов; IV – зона изготовления изделий; 1 – пост |
|
разгрузки каменных материалов; 2 – приемные бункеры; 3 – аккумулирующие |
|
бА |
|
бункеры; 4 – транспортерная галерея; 5 – расходные бункеры; 6 – смесительное |
|
отделен е; 7 – с лосный склад цемента; 8 – вагон-цементовоз; 9 – пропарочные |
|
камеры; 10 – пост |
термоизоляционного слоя; 11 – пост доводки изделий; |
12 – пост формован я |
здел й; 13 – пост укладки арматурных каркасов; 14 – смазка |
форм; 15 – оч стка форм; 16 – передаточная тележка; 17 – пост распалубки; 18 – пост контроля
Отформованное изделие подается в камеры пропаривания тоннельного типа, откуда изделие подается на склад. Технологическая последовательность следующая: установка ортовой оснастки, очистка и смазка поддонов и бортовой оснастки, навивка проволочной или установка стержневой аппаратуры и закладных деталей, укладка в формы вагонетки бетонной смеси, уплотнение бетонной смеси и отделка поверхности, контрольный осмотр, подача в тоннельные пропарочные камеры, тепловлажностная обработка, распалубливание изделий, передача изделий на склад готовой продукции, а формы вагонеток на конвейер.
Стендовый способ. Технологическая схема изготовления изделий |
|
Д |
|
стендовым способом представлена на рис. 6.6. |
И |
Стендовый способ применяют на полигонах. Производственный процесс изготовления железобетонных изделий выполняется в следующей последовательности: подготовка форм, укладка арматуры, укладка и уплотнение бетонной смеси, тепловлажностная обработка, распалубливание, передача изделий на склад готовой продукции. Обычно формовочная площадка стенда представляет собой бетонную или железобетонную плиту h=12–20 см. По размерам стенды подразделяются на короткие и длинные (короткие – до 30 м, длинные – 70–120 м и более). Формы изготавливают из металла, бетона и железобетона. Укладка смеси в формы производится ленточным бетонораздатчиком. Тепловлажностная обработка производит-
147
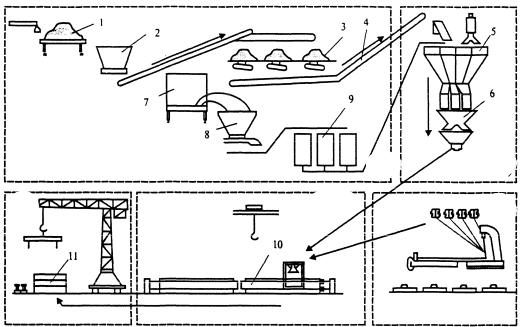
ся на месте путем подогрева различными способами. Применяют для ускорения твердения бетона быстротвердеющие цементы.
С |
|
|
|
и |
а |
б |
|
|
|
||
д |
|
г |
в |
|
|
|
|
ных элементовработки; г – зона формования о изделий; д – зона хранения и выдачи |
|||
|
А |
|
|
Рис. 6.6. Технологическая схема изготовления конструкций на стендах: а – зона хранения и обработки сырья; – зона приготовления бетона; в – зона изготовления арматур-
конструкций; 1 – пост разгрузки заполнителей; 2, 8 – приемные бункеры; 3 – склады каменных материалов; 4 – транспортерная галерея; 5 – расходные бункеры; 6 – пост приготовления бетона; 7 – пост разгрузки цемента; 9 – склад цемента; 10 – стенд; 11 – склад готовойДпродукции
По поточно-агрегатной схеме изготавливают плиты для дорожных покрытий, трубы, кольца, тумбы ограждений, сигнальные или километровые столбы, элементы укрепления откосов и обочин и т.д. Конвейерный способ применяют для массового производстваИизделий и конструкций, чаще для изготовления преднапряженных плит.
Преимущества конвейерной технологии – высокая механизация и автоматизация, высокая производительность.
Недостатки – трудность перехода на другие виды изделий. Мощность полигонов 5–15 тыс. м3 в год. Полигоны могут быть обо-
рудованы технологическими схемами: с башенным, портальным, автомобильным, козловым, мостовым кранами. Достоинствами стендового способа являются простота оборудования и его универсальность, недостатком – низкая производительность, т.е. низкий съем продукции с единицы площади.
Рассмотрим некоторые технологические операции более подробно.
148
Транспортирование бетонной смеси. Производят ленточными транспортерами, самоходными бетонораздатчиками, автосамосвалами, пневмотранспортом и вибротранспортерами.
Изготовление арматурных каркасов на заводах ЖБИ производят в специальных арматурных цехах.
Сстоит в укладке бетонной смеси в очищенные и покрытые смазкой формы с арматурным каркасом, распределении смеси, ее уплотнении и отделке лицевой поверхности зделия.
мазывают формы, чтобы не происходило прилипания изделия к
форме, специальными эмульсиями (эмульсолом).
Заполнение форм цементобетонной смесью производят только после
проверки установки закрепления арматуры и закладных |
деталей. |
Формован е железобетонных изделий. Процесс |
формования со- |
Формы разделяют на две основные группы: изделия с ненапрягаемой
ный способбетоннойуплотнения – это ви ропрокат на специальных вибропрокатных станах. Для изготовления изделий небольших размеров (тротуарных
арматурой предвар тельно-напряженные железобетонные изделия.
Бетонную смесь укладывают в формы специальными бетоноукла-
маш нами (при малых о ъемах вручную). |
|
дочными |
|
Уплотнен |
смеси в основном производят вибрационным способом |
глубинными, поверхностными ви раторами. Для более эффективного уп- |
|
лотнения |
смеси применяют вибропригруз. Наиболее эффектив- |
Различают следующиеАосновные способы виброобработки изделий: а) поверхностный – при котором колебательные импульсы на смесь передаются через поверхность виброформы – через стенки и днище опа-
плит) применяют ви роштампование.
лубки; б) глубинный – колебательные импульсы передаются через глубин-
ные вибраторы, погружаемые в смесь;
вибропрессование, вибропрокат и виброштампованиеИ.
в) объемный – колебательные импульсы передаются всему объему |
|
смеси. |
Д |
Виброформование с дополнительным механическим воздействием – |
|
Вибропрессование применяется для особо жестких смесей. Давление прессования находится в пределах 0,05–0,15 кгс/см2 за счет дополнительного пригруза. Вибропрессование может производиться после вибрирования с последующим прессованием в форме.
Вибропрокат осуществляется движущимися виброкатками или вибровалками. Существует несколько разновидностей вибропроката: одноступенчатый (на вибропрокатных станках Н.Я. Козлова) и многоступенчатый, который осуществляется на поточных линиях в три стадии:
1) укладка смеси в форму и предварительное формование изделий;
149
2) силовой вибропрокат при помощи семи последовательно расположенных виброваликов;
3) калибровка изделий, т.е. придание изделию необходимой толщины, выглаживание поверхности.
Частота колебания валиков – 3000 кол./мин, амплитуда первого– 0,8 мм, последнего – 0,25 мм, последний выглаживающий.
иловой вибропрокат обеспечивает повышенную плотность изделий (Ку до 0,99), обеспечивает повышенную прочность и долговечность.
В броштампован е осуществляется на специальных стендах рабочим органом, которым является виброштамп.
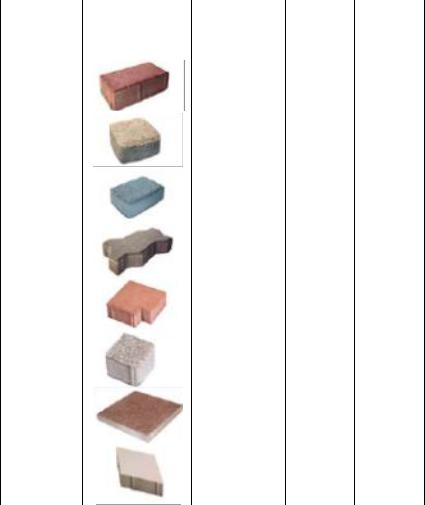
Номенклатура выпускаемых изделий (тротуарных плит), изготовлен-
|
ных с помощью в броштампования, представлена в табл. 6.1. |
|
|
|
|
||||||||
С |
Номенклатура выпускаемых изделий |
|
Таблица 6.1 |
||||||||||
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Кол-во |
|
Кол-во |
||
|
|
е |
Арт кул |
Внешний вид |
Размер, мм |
|
Вес, кг |
|
шт. в |
|
|
шт. на |
|
|
Наименован |
|
|
|
|
1 м2 |
|
поддоне |
|
||||
|
Брусчатка |
|
1П.6 |
|
197х97х60 |
|
2,9 |
|
50 |
|
|
540 |
|
|
|
1П.8 |
|
197х97х80 |
|
3,8 |
|
50 |
|
|
432 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Классика-1 |
|
1К.6 |
|
115х115х60 |
|
1,7 |
|
75 |
|
|
640 |
|
|
|
1К.6 |
|
115х115х80 |
|
2,3 |
|
75 |
|
|
640 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Классика-2 |
|
1П.6 |
|
172х115х60 |
|
2,7 |
|
50 |
|
|
448 |
|
|
|
бА |
|
|
|
|
|
|
|
||||
|
Волна UNI |
|
1Ф.6 |
|
240х130х60 |
|
3,6 |
|
38 |
|
|
400 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Execk |
|
3Ф.6 |
|
199х197х80 |
|
7 |
|
25 |
|
|
240 |
|
|
|
|
|
Д |
|
|
|
||||||
|
Квадрат |
|
2К.8 |
|
97х97х80 |
1,8 |
|
106 |
|
|
864 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Большой |
|
3К.5 |
|
397х397х60 |
19 |
|
12 |
|
|
72 |
|
|
|
квадрат |
|
|
|
|
|
|
||||||
|
|
|
|
|
И |
|
|||||||
|
|
|
|
|
|
|
|||||||
|
Ромб |
|
2Ф.8 |
|
295х170х80 |
6,2 |
|
29 |
|
|
200 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Виброштамп погружается в смесь, придает заданные размеры изделию, после чего извлекается и изделие подвергают термообработке.
150