Материал: 2513
Предприятия по производству бетонных и железобетонных изделий делят на заводы и полигоны. Заводы – это предприятия, на которых основные технологические процессы выполняются в помещениях (цехах). К полигонам относят предприятия, на которых бетонную смесь и арматуру приготавливают в цехах, а все остальные процессы – формование, тверде-
Ск месту стро тельства. Для приготовления цементобетонных смесей используются цементобетонные смесители гравитационного и принудительного перемеш ван я. В состав заводов и полигонов входят: склады заполнителей, цеха по подготовке арматуры и арматурных каркасов, установки
ние и отделку изделий – выполняют на открытых площадках. На полигонах в основном применяют агрегатную и стендовую технологию. Строительство полигонов не требует больших капитальных затрат, но позволяет
значительно увел ч ть производительность предприятия.
Пол гоны могут быть стационарные и передвижные, приближенные
площадкиформ рован я и твердения бетона, склады готовой продукции. Кроме этого, на площадках могут ыть ремонтные мастерские, котельные,
по подготовке заполн телей ще ня и песка, т.е. сортировка, дробление
щебня, промывка, растворосмесительные или бетоносмесительные цеха,
компрессорные, склады топлива, заводоуправление, лаборатория и т.д.
6.2. Технология изготовления изделий и конструкций
Технологии производства с орных железобетонных изделий и кон-
струкций состоит из следующих основных процессов [37]: |
|
||
- прием, хранение и транспортировка сырья; |
|
||
бА |
|
||
- заготовка арматуры; |
|
|
|
- приготовление бетонной смеси; |
|
|
|
- изготовление (формовка) изделий и конструкций; |
|
||
- ускоренное твердение (пропарка); |
|
|
|
- распалубка; |
Д |
|
|
|
|
||
- хранение готовой продукции. |
|
|
|
Технологии изготовления железобетонных изделий на заводе |
и |
||
|
|
ЖБИ |
|
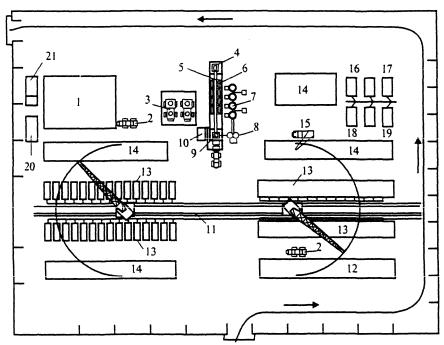
полигоне практически не различаются: склад каменных материалов и цемента (при наличии на заводе бетоносмесительного цеха); склад арматурной стали, заготовка арматуры, формование изделий, ускорение твердения железобетонных изделий, складирование готовых изделий. Генеральный план полигона приведен на рис. 6.1. В технологический процесс включают непрерывный контроль качества на всех операциях.
Операции по разгрузке и складированию сырья, подаче заполнителей и цемента в смесительный цех аналогичны тем, которые выполняются на цементобетонных заводах. Арматурные цеха выполняют заготовку арматурных элементов, сборку и сварку каркасов, изготовление закладных де-
141
талей. При комплектовке полигонов оборудование устанавливают так, чтобы свести к минимуму транспортные операции.
При проектировании арматурных цехов на полигоне выполняют следующие основные требования [38]:
1. Для хранения стали, листов и стержней необходимы закрытые не- Сотапливаемые помещения, чтобы предохранить сталь от загрязнения и
коррозии.
2. Арматурная сталь поступает из полувагонов и железнодорожных платформ. Может доставляться бортовыми машинами.
Хранят сталь по в дам, маркам и сортаменту под навесами. Определяютиплощадь складов, сходя из размещения складов и станков заготовительного отделен я.
бА
Рис. 6.1. Генеральный план полигона поДизготовлениюИжелезобетонных изделий: 1 – открытый склад каменных материалов; 2 – автопогрузчик; 3 – площадка для подачи автомобилей-самосвалов; 4 – приемный бункер для каменных материалов; 5 – наклонный ленточный транспортер; 6 – расходные бункеры для каменных материалов; 7 – инвентарный склад цемента; 8 – расходный бункер для цемента; 9 – бетоносмесительное отделение; 10 – передвижная электростанция; 11 – паропровод; 12 – арматурный цех и склад арматурных изделий; 13 – стенд с пропарочными камерами; 14 – склад готовой продукции; 15 – автомобильный кран; 16 – контора; 17 – лаборатория; 18 – ремонтно-механическая мастерская;
19– материально-технический склад; 20 – туалет; 21 – душ, гардероб
Взависимости от вида арматурную сталь подразделяют на прутковую и бухтовую. Каждый моток состоит из одного отрезка проволоки массой до 80–500 кг. Прутки поступают длиной 6, 12 и 24 м. Прутки режут на
стержни нужной длины ручными (до 10 мм) или автоматическими
142
(до 70 мм) способами резки. Сварные каркасы изготавливают из стержней главным образом многоэлектродной точечной сваркой. Отдельные стержни соединяют дуговой сваркой.
Формы, в которых изготавливают сборные конструкции и детали, делают разъемными или неразъемными. Борта неразъемных форм отводят на шарнирах в сторону. Формы всех типов должны быть жесткими, чтобы в процессе формования изделий прогиб днища и бортов был не более до-
пустимого. Все формы должны иметь точные размеры, обеспечивающие заданные допуски выпускаемых изделий. Наружные стороны формы окрашивают черным лаком, выдерживающим температуру пропарочных ка-
мер. Внутреннюю поверхность формы смазывают специальным составом |
|
(эмульсолом) для предотвращения сцепления бетона перед укладкой сме- |
|
С |
|
си. Формовка |
здел й значительно облегчается, если бетонная смесь одно- |
родна, ее удобоукладываемость ста ильна. |
|
|
характеризуется показателем технической |
смеси |
формах, подвижность – осадкой стандартного конуса в |
вязкости см. В Удобоукладываемостьбольш нстве случаев используют жесткие бетонные смеси с3 жестко-
стью более 30 с. Водосодержание таких смесей от 125 до 180 л/м . Приготовлен е жестк х етонных смесей производят в бетоносмесителях с принудительным перемешиваниемА.
Формы подразделяют на несколько типов:
- по организации процесса – неподвижные (стендовые, перемещаемые), передвижные и переносные;
- по условиям работы – с напрягаемой арматурой и без; - по конструктивным особенностямД– неразъемные, сборно-разбор-
ные, с шарнирно открывающимися или отодвигающимися стенками. Формы должны быть чистыми, чистят их стальными щетками или
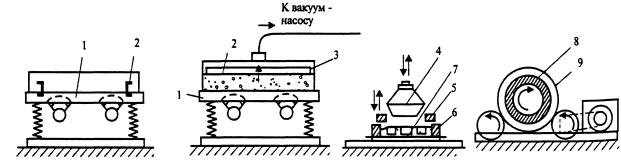
шлифовальными машинами. Смазывают водно-мыльно-керосиновыми эмульсиями. Уплотнение бетонной смеси в формах осуществляют на вибростолах. Для уплотнения и придания смеси определеннойИформы применяют прессование, вибрирование, вибровакуумирование (рис. 6.2).
Воздействие вибрационных импульсов вызывает снижение вязкости и разжижение смеси с одновременным ее уплотнением. В процессе вибрации уплотнение происходит в две стадии:
1. Разрушается первоначальная структура, частицы меняют взаимную ориентацию, перемещаются, контакты между ними нарушаются и под воздействием сил тяжести образуется новая, более устойчивая структура. Объем уменьшается, снижается внутреннее трение за счет цементного раствора.
2. На второй стадии бетонная смесь вибрирует как одно целое.
143
а |
б |
в |
г |
Схемы |
|
|
Рис. 6.2. |
уплотнения бетонной смеси в изделиях: а – вибрированием; |
|
б – в бровакуум рован ем; в – вибропрессованием; г – центрифугированием; |
||
и |
||
1 – стол (в броплощадка); 2 – форма; 3 – вакуум-щит; 4 – виброштамп; |
||
5 – пр ж мная пл та; 6 – бортовая оснастка; 7 – поддон; 8 – железобетонная |
||
|
|
тру а; 9 – центрифуга |
В бропрессован е – метод вибрационного формования с одновре- |
||
менным воздейств ем на |
етонную смесь пригруза, т.е. давления, что по- |
|
вышает эффект вность уплотнения бетонной смеси и вдвое сокращает |
||
продолж тельность уплотнения. |
||
При в |
|
спользуют станы Н.Я. Козлова. На этих станах |
изготавливают плиты. При этом етонную смесь укладывают и уплотняют |
||
механизмамибропрокате. Поступающая смесь распределяется по всей ширине плиты и происходит ее уплотнение специальным вибробрусом. Затем производят
ны изделия. С помощьюАцентрифугирования изготавливают напорные и безнапорные трубы. Под воздействием центробежных сил бетонная смесь при вращении формы равномерно распределяется по ее стенкам. При этом по периметру формы производят отжатие воздуха и воды.
прокат виброкатками различного сечения до получения проектной толщи-
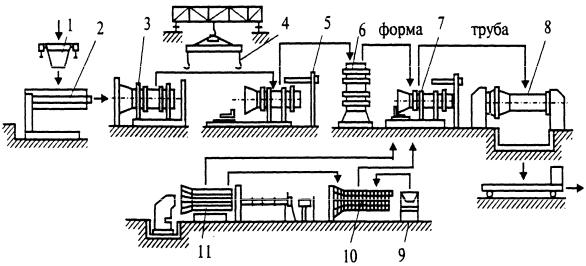
Центробежное формование для уплотнения смеси центрифугирова-
нием эффективно применяют при изготовлении напорных и безнапорных |
|
труб, бетонных свай, опор линий электропередачи и других конструкций |
|
кольцевого сечения (рис. 6.3). |
Д |
Следующая технологическая операция – ускорениеИтвердения изделий в пропарочных камерах. Сущность ускоренного твердения: с повышением температуры среды до 80–100 ºС скорость гидратации цемента значительно увеличивается, т.е. процесс твердения значительно ускоряется. Режим тепловлажностной обработки делят на четыре периода: предварительная выдержка, подъем температуры, изотермический прогрев, охлаждение до температуры окружающей среды. В качестве теплоносителя чаще используют пар.
144
С |
|
|
Рис |
||
. 6.3. Технолог |
ческая схема изготовления труб методом центрифугирования: |
|
1 – накоп тельный |
ункер |
етонной смеси; 2 – ленточный питатель; 3 – центрифуга; |
обра |
||
4 – траверса; 5 – стенд; |
6 – консольные съемники; 7 – форма на посту тепловой |
|
обработки; 8 – пост раз орки, чистки, смазки; 9 – установка для испытания труб; |
||
10 – станок для зготовлен я фиксаторов арматуры; 11 – стенд для сборки двойных |
||
|
|
арматурных каркасов |
|
А |
|
Давление может |
ыть нормальным (пропаривание) и повышенным |
|
(автоклавная |
отка). При тепловой обработке используют автоматизи- |
|
рованное регулирование температуры по времени. |
||
|
|
Д |
6.3. Способы производства железобетонных изделий
На заводах железобетонных изделий применяют следующие способы: поточно-агрегатный, поточно-конвейерный и стендовый. Первые два обычно применяют на заводах, стендовый – на полигонах.
Поточно-агрегатный способ. При поточно-агрегатном способе производства форму и формуемое изделие передаютИпо потоку от одного технологического поста к другому с помощью кранового оборудования (рис. 6.4). При этом способе формы от одного поста к другому передаются с помощью кранового оборудования с определенным интервалом, зависящим от длительности соответствующей операции. Последовательность изготовления изделий следующая: форма очищается, смазывается, передается на пост формовки, устанавливают арматурные каркасы, заполняют форму смесью, подают на вибростолы, виброуплотняют, затем подают в пропарочные камеры и на пост распалубки и далее на склад готовой продукции.
145