Материал: 2513
|
1 |
|
2 |
|
|
|
|
|
|
6 |
|
|
|
|
3 |
|
|
С |
|
8 |
|||
|
9 |
||||
5 |
|
4 |
|
||
|
|
|
|||
и |
7 |
||||
6 |
|||||
|
|
асбоцементные |
|||
|
|
|
|||
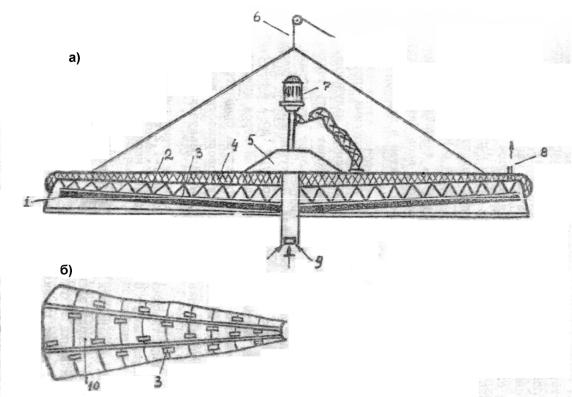
Рис. 5.7. Электр ческ |
нагреватели: а – пакетный пластинчатый; б – трубчатый |
||||
пакетный; 1 – асбестовые прокладки; 2 – натяжные болты; 3 – деревянные бруски; |
|||||
|
4 – нагревательные пластины; 5 – выводные концы элемента; 6 – подвески; |
||||
|
7 – |
|
тру ы; 8 – нагревательная спираль; 9 – стальные полосы |
||
|
Лучшие типы электронагревателей – плоские. В трубчатых на- |
||||
гревателях происходит шлакование вяжущих материалов на спиралях |
|||||
внутри труб и загрязнение их примесями вяжущих. |
|
||||
|
С помощью электроподогрева органические вяжущие материалы |
||||
можно нагревать до 160–180АºС. Стоимость электроподогрева вяжущих |
|||||
материалов в 1,5–2 раза меньше стоимости паронагрева. |
|
||||
|
Электроподогрев, обеспечивая существенное снижение стоимости |
||||
приготовления вяжущих материалов и улучшая санитарно-гигиеническое |
|||||
|
|
|
И |
||
состояние баз, требует, однако, большогоДколичества энергии, вызывает трудности при эксплуатации, в частности, при подъеме нагревателей для их чистки и ремонта.
Подогрев инфракрасными лучами основан на использовании тепловой энергии электрических рефлекторов-излучателей. Четыре рефлектора помещены в герметически закрытый алюминиевый корпус. Корпус ребристый, что позволяет довести его площадь нагрева до 13 м на 1 т разогреваемого битума. Спираль электронагревателя из нихромовой проволоки монтируют на термоизоляционном конусе. При нагреве температура спирали повышается до 120 °С и создает мощность до 3,5 кВт на 1 м нагревательной поверхности. Размеры нагревателей от 32 до 74 см, производительность их от 100 до 1000 кг/ч при температуре нагрева материалов до 100 °С. Преимущества таких нагревателей: излучатель не контактирует с
131
поверхностью нагрева, при выходе из строя одного излучателя работа нагревателя не приостанавливается, ввиду небольших размеров и простоты конструкции нагреватели очень удобны при эксплуатации.
При использовании специальных нагревателей забор битума производится в хранилище, котловане или любой емкости, и за один цикл битум доводится до рабочей температуры 160 °С.
Конструкция такого нагревателя приведена на рис. 5.8. Под колпаком монтируют электронагреватель, представляющий собой соединенные керамическ ми планками-изоляторами секторы из стального листа толщиной 3 мм с з гзагообразными разрезами. Непосредственно над нагревателем расположен змеев к из стальных труб диаметром 2 дюйма, общей
|
|
80 м. |
змеевик покрыт теплоизоляцией. На центральной оси |
||
Сверху |
|
||||
нагревателя установлены электродвигатель и насос для перекачки битума. |
|||||
Нагреватель смонт рован на подвеске, с помощью которой он может опус- |
|||||
каться по мере уменьшен я количества битума в резервуаре. |
|||||
|
|
длиной |
|||
|
|
а |
|
бА |
|
|
|
|
|
||
|
|
|
|
||
|
|
|
|
Д |
|
|
б |
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
Рис. 5.8. Комбинированный электронагреватель для бескотловогоИприготовления битума: а – разрез нагревателя; б – вид нагревательного элемента снизу; 1 – нагре-
вательный элемент; 2 – змеевик; 3 – планки керамического изолятора; 4 – теплоизоляция; 5 – электромотор; 6 – подвеска; 7 – шестеренчатый насос; 8 – выходное отверстие змеевика; 9 – входное отверстие шестеренчатого насоса; 10 – секторы из стального листа
При нагревании металлического сектора возникает инфракрасное излучение, направленное в сторону битума, находящегося в хранилище, и в сторону змеевика. При опускании нагревателя к поверхности битума по-
132
следний интенсивно нагревается. Температура нагревательного элемента достигает 400 °С. Битум, нагретый в тонком поверхностном слое, быстро засасывается насосом и подается в змеевик. Пройдя путь 80 м по змеевику, битум нагревается до температуры 160 °С и через выходное отверстие подается в автогудронаторы, смеситель или рабочую емкость. Битум с ниж-
С |
|
них горизонтов хранилища устремляется вверх, в воронку, возникающую |
|
при заборе верхних слоев битума. Таким образом, весь битум проходит две |
|
стадии нагрева: вначале под колпаком, затем в змеевике до рабочей темпе- |
|
ратуры. |
|
У нагревателя есть ряд преимуществ перед другими способами элек- |
|
и |
|
тронагрева |
нагревом с помощью инфракрасного излучения. Обычно |
рефлектор |
нфракрасного излучателя теряет часть тепла. В комбиниро- |
ванном нагревателе это тепло используют для нагрева змеевика, что повышает КПД нагревателя. Электроспираль обычных рефлекторов нагревается до высокойбАтемпературы (1200 °С), это вызывает шлакование битума и быстро вывод т з строя спираль. При использовании такого нагревателя температура сравн тельно невысока и нагреватель можно приближать к поверхности вяжущего ез риска вызвать шлакование, срок службы нагревателя увел ч вается.
Производительность одного нагревателя 1–1,2 т/ч, мощность 120 кВт. В хранилище может ыть установлено несколько нагревателей.
Недостатком нагревателя является его высокая мощность, что требует большого расхода электроэнергии.
Для обезвоживания вяжущих материалов и нагрева их до рабочей температуры служат плавильные установкиД, в которых также разжижают и приготовливают составленные вяжущие. Плавильни состоят из нескольких (2 –5) котлов, соединенных между собой.
Технологический процесс работы плавильных установок состоит из следующих операций: перекачки подогретого до температуры 80–100 °С вяжущего из хранилища в котлы; обезвоживанияИего при нагреве до температуры 110–120 °С; нагрева до рабочей температуры и выдачи вяжущего.
Для перекачки вяжущих материалов из хранилища в плавильню применяют битумные насосы.
Органические вяжущие перекачивают по металлическим трубам диаметром 3–4 дюйма. Для уменьшения теплопотерь трубопроводы изолируют с поверхности различными материалами малой теплопроводимости: шлаковатой, асбестом и др. Более эффективная изоляция битумопроводов достигается, когда их помещают в трубе (рубашке), по которой циркулирует утеплитель (газ, пар). В некоторых случаях используют электроподогрев трубопроводов.
133
Технология обезвоживания и нагрева вяжущих сводится к следующему. После загрузки котла вяжущим в количестве не менее 50–60% его емкости начинают подогрев, медленно повышая температуру.
Затем котел догружают до 75–80% объема.
Для ускорения подогрева и предотвращения вспенивания применяют Смеханическое перемешивание или циркуляцию материала с помощью насоса. Пенообразование обводненного битума может вызвать выплески и пожар. Весьма эффективно применять противопенные химические добавки, напр мер, н зкомолекулярный синтетический каучук СКТН-1 (2–3 ка-
пли на 10 т вяжущего) ли МКТ-1 (4–6 капель на 10 т вяжущего). обходимоПосле выпар ван я влаги вяжущий материал перекачивают в рабочий котел, где его продолжают нагревать до рабочей температуры
(130–170 ° ), предусмотренной технологическим процессом. При этом неметь в в ду, что перегрев вяжущих значительно ухудшает их
ремешиваютбАдо однородного состояния. ля разжижения битумов класса МГ применяют по этой же технологи тяжелые разжижители: нефть, мазут, жидкие битумы, каменноугольное масло и др.
физико-механ ческ е свойства.
Если в процессе ра оты возникают перерывы при заборе вяжущих продолж тельностью олее 5 ч, то температура нагрева за это время может
понизиться по отношен ю к нормальной на 25–30 °С.
Общая продолж тельность нагрева зависит от марки вяжущего, рабочей температуры, типа плавильни, температуры воздуха и колеблется от
5 до 12 ч.
В котлах плавильни также разжижают битумы и дегти. Для разжижения битума класса СГ в о езвоженный и подогретый до температуры 90–100°С битум вводят легкие разжижители (лигроин, керосин и др.) и пе-
меньшей вязкостью в котел с битумомДбольшей вязкости. При перекачке битумов топки котлов по соображениям противопожарной безопасности выключают.
Если необходимо приготовить составленный битум, то составные
части нагревают до рабочей температуры и смешивают, вливая битум с И
Бескотловой способ нагрева органических вяжущих материалов был предложен В.И. Колышевым и К.Т. Бессоновым. Принципиальная схема предложенной ими установки состоит в следующем. з двух специально построенных печей горячие газы поступают в жаровые трубы диаметром 10 дюймов, установленные в хранилище и приямке на бетонных подставках. Битум предварительно подогревают в хранилище, он самотеком поступает в приямок, где дополнительно системой жаровых труб его подогревают до рабочей температуры и сливают в автогудронатор.
Впоследствии эта идея получила более глубокое развитие. Было предложено нагревать битум в тонком слое с использованием элек-
134
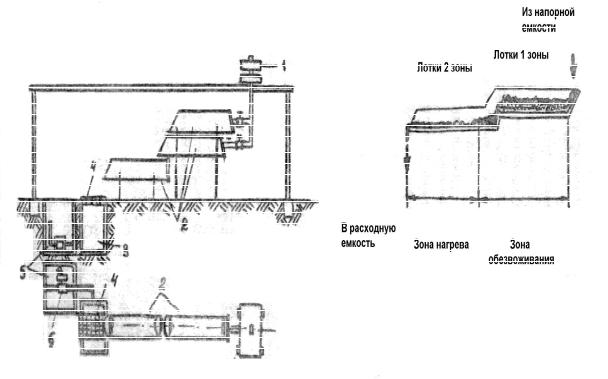
троэнергии и газа, что послужило основой для разработки бескотлового способа приготовления органических вяжущих материалов. Бескотловая установка для приготовления битума (рис. 5.9) разработана Ростовским-на- Дону инженерно-строительным институтом. Из хранилища битум подается насосом в напорный бак, где подогревается с помощью электроспирали до температуры 80–85 °С. Из бака битум самотеком поступает на первый и второй лотки, на дне которых смонтированы электроспирали. Проходя эти лотки, нагретый битум в тонком слое обезвоживается и далее поступает на третий лоток, на дне которого также есть электроспираль, и здесь нагревается до рабочей температуры 160–170 °С. Приготовленный битум сливают
в раздаточную емкость. |
|
||
|
Лотки устра |
вают з железобетона, керамики, досок, обитых листо- |
|
С |
|
|
|
вым железом, др. |
|
|
|
|
Для обеспечен я высокого качества приготовляемого материала с |
||
однородной заданной температурой |
значение имеет регулирова- |
||
ние |
|
подачи итума на лотки. |
|
равномерности |
|
||
|
большое |
|
|
А Д И Рис. 5.9. Установка для бескотлового электропоточного обезвоживания и подогрева
битума: 1 – напорный бак; 2 – лотки из асбоцементных труб; 3 – расходный бак; 4 – защитная решетка; 5 – приямок для битумного насоса; 6 – битумный насос
135