Материал: 2513
5.14. Технологические схемы и компоновка складов органических вяжущих
Технологический процесс работы склада органических вяжущих состоит из следующих операций:
- выгрузка вяжущих из транспортных средств; - хранение вяжущих в специальных хранилищах;
- подготовка вяжущего для применения в том или ином технологическом процессе, включая приготовление составленных вяжущих за-
данного качества; |
|
||
- выдача |
готового вяжущего в смесительный цех завода или в транс- |
||
портные средства. |
|
||
С |
|
||
Основным в дом органических вяжущих, применяемых в дорожном |
|||
строительстве, |
является |
итум, поэтому работу складов и их устройство |
|
рассмотр м на пр мере |
тумохранилища. |
||
Б тумохран л ща классифицируются аналогично другим видам |
|||
складов в зав |
от вида внешнего транспорта (прирельсовые, при- |
||
мости |
|||
|
способу |
||
трассовые). В зав с мости от срока эксплуатации битумохранилища под- |
|||
разделяются на постоянные (стационарные) и временные (неинвентарные |
|||
и инвентарные передвижные). |
|||
По |
|
постройки итумохранилища бывают наземные, полуям- |
|
ные и ямные, что определяется главным образом уровнем залегания грун- |
|||
товых вод. |
|
|
|
В связи с тем, чтоАодним из основных технологических процессов подготовки битума является его тепловаяДобработка, битумохранилища классифицируются по способу подогрева или по виду теплоносителя:
- с паровым разогревом; - масляным подогревом; - электрообогревом;
- газовым обогревом. И Собственно битумохранилища представляют собой специально обо-
рудованные емкости, в которых хранят и производят предварительный подогрев вяжущих.
Хранилища состоят из емкости-резервуара, приямка, систем подогрева и перекачки.
Стационарные битумохранилища имеют емкость до 3000 т и состоят из отдельных секций емкостью 250–600 т каждая, что позволяет хранить битумы различных марок.
Стационарные битумохранилища, как правило, закрытого типа, выполнены из бетона или железобетона. Дно хранилища имеет уклон 1–3‰ в сторону приямка.
126

Емкость временных хранилищ ямного, полуямного или наземного типов изменяется в широких пределах но, как правило, не превышает 500 т. Стенки и днища укрепляют сборными железобетонными плитами. Для предотвращения обводнения битума атмосферными осадками, засорения пылью емкости должны иметь кровлю.
Инвентарные передвижные хранилища представляют собой металлические цистерны различной емкости, оборудованные системой подогрева и поддерживания рабочей температуры битума. Характеристики битумных ц стерн пр ведены в табл. 5.10.
|
Вместимостьэлектродв гателей |
|
|
- |
7,5 |
Таблица 5.10 |
||||
|
|
|
- |
|
- |
|||||
|
|
|
Битумные цистерны |
|
|
|
||||
С |
|
|
|
|
|
|
|
|||
|
Показатель |
|
|
|
Битумные цистерны |
|
||||
|
|
|
|
|
ДС-65 |
ДС-118 |
Д-649 |
|
ДС-92 |
|
|
|
ц стерны, м3 |
|
10 |
30 |
30 |
|
30 |
||
|
|
б |
Газовый |
Электрический |
||||||
|
пособ нагрева тума |
|
|
|||||||
|
Расход топл ва, кг/ч |
|
|
26 |
- |
- |
|
- |
||
|
Установленная мощность, кВт: |
|
|
|
|
|
|
|
||
|
- электронагревателей |
|
|
|
- |
84 |
84 |
|
45 |
|
|
Сохраняемая температура тума, °С |
|
До 170 |
До 170 |
До 170 |
|
До 170 |
|||
|
Габаритные размеры, мм: |
А |
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
||
|
- длина |
|
|
6200 |
8025 |
8025 |
|
7492 |
||
|
- ширина |
|
|
3000 |
2760 |
2760 |
|
3380 |
||
|
- высота |
|
|
4100 |
3800 |
3800 |
|
4025 |
||
|
Масса, кг |
|
|
5400 |
5970 |
5050 |
|
5465 |
||
|
|
|
|
Д |
|
|||||
|
На рис. 5.5 приведена схема нагревательно-перекачивающего агрега- |
|||||||||
|
та Д-592 (выпускается в двух унифицированных модификациях |
-592 и |
||||||||
|
Д-592-2). |
|
|
|
|
|
|
|
|
|
Все шире начинают применяться битумохранилища с центральным забором битума, они оборудуются передвижным плавающим нагреватель- но-заборным устройством. По этой схеме вяжущееИв месте нагрева всасы-
вается заборным устройством и перекачивается в битумоплавильные котлы.
Нагревательно-перекачивающий агрегат -592 представляет собой самоходную тележку с фермой типа мостового крана, на которой монтируют пульт управления 3 и механизмы: подъема, разогрева, передвижения, насосной установки, паробитумопроводной сети и гидропривод подъема.
Нагреватель состоит из пакета трубчатых регистров. Внутри его установлен битумный насос, откачивающий готовый битум в битумные котлы. Этот агрегат выгодно отличается от стационарных донных регистров, выполняющих роль разогревателей. Ремонт донных разогревателей можно выполнять только после полного спуска битума из хранилища. Агрегат
127
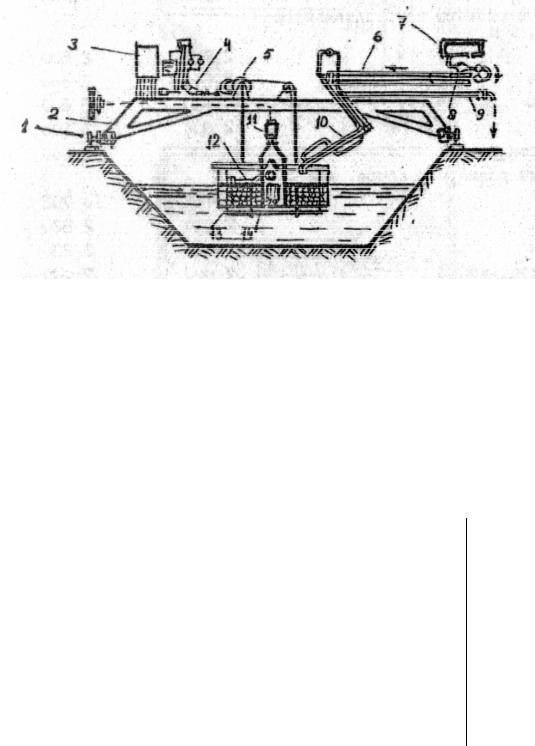
Д-592 является комплектующим оборудованием асфальтосмесительных установок Д-508 и Д-617.
С |
|
|
|
|
|
|
|
|
|
||
|
|
и |
|
|
|
|
|
|
|
||
|
|
битумопровод |
|
|
|
|
|
|
|||
|
|
Р с. 5.5. Схема нагревательно-перекачивающего агрегата Д-592: |
|
|
|
|
|||||
|
|
1 – механ зм перемещения; 2 – тележка; 3 – пульт управления; |
|
|
|
|
|||||
|
|
4 – г дропр |
|
механизма подъема; 5 – лебедка для подъема и |
|
|
|
|
|||
|
|
|
А |
|
|
|
|
|
|||
|
|
опускан я нагревательного узла; 6 – паробитумопровод; 7 – маги- |
|
|
|
|
|||||
|
|
стральный |
|
; 8 – ги кий металлорукав; 9 – отвод конденсата; |
|||||||
|
|
10 – трехшарнирный |
огреваемый итумопровод; 11 – электродвигатель: |
||||||||
|
|
12 – подводящий паропровод; 13 – пакет трубчатых регистров;14 – короб |
|||||||||
|
|
Характеристика нагревательно-перекачивающих агрегатов приведе- |
|||||||||
|
на в табл. 5.11. |
|
|
Д |
|
|
|
||||
|
|
|
|
|
|
|
Таблица 5.11 |
||||
|
|
Характеристика нагревательно-перекачивающих агрегатов |
|
|
|
|
|||||
|
|
Показатель |
|
-592 ( С-31) |
|
~592х2 |
|
||||
|
Производительность при нагревании битума от 10 до |
3 |
|
|
5 |
|
|
||||
|
90 ºС и влажности до 5%, т/ч |
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|||
|
Расход пара, кг/ч |
|
|
|
280 |
|
560 |
|
|
||
|
Давление пара, МПа |
|
|
|
0,6–0,8 |
|
0,6–0,8 |
|
|||
|
Площадь теплоотдающей поверхности регистров, м2 |
75 |
|
75х2 |
|
||||||
|
Производительность битумного насоса, т/ч |
14 |
|
|
14 |
|
|
||||
|
Габаритные размеры нагревательного агрегата, мм: |
|
|
|
|
|
|
||||
|
- длина |
|
|
|
2600 |
|
2600 |
|
|||
|
|
|
|
|
|
И |
|
||||
|
- ширина |
|
|
|
2600 2600 |
||||||
|
- высота |
|
|
|
930 |
|
860 |
|
|
||
|
Масса, кг |
|
|
|
2800 |
|
3100 |
|
|||
Пароподогрев органических вяжущих остается пока наиболее распространенным способом разогрева. При этом способе по дну битумохранилища укладывают трубы на бетонных опорах, а в приямке устраивают систему паровых регистров (в виде змеевика, трубчатых цилиндров или
128
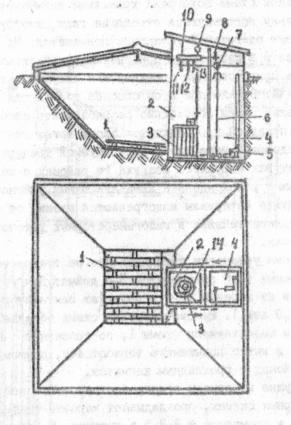
плоских батарей) (рис. 5.6). По трубам и регистрам пропускают насыщенный пар. Максимальная температура нагрева вяжущего достигает
100– 110 ºС.. |
Пар в систему подают от котельных или передвижных паро- |
||
образователей. Пароподогрев не требует сложного оборудования, пожаро- |
|||
безопасен. К недостаткам его относятся невысокая температура нагрева |
|||
С |
|
||
битума и возможность его обводнения вследствие образования неплотно- |
|||
стей в соединениях труб или отверстий в трубах. |
|||
приямок |
|||
Рис. 5.6. |
хема хран л ща с паро- |
||
вым донным подогревом: |
|||
1 – донные паронагреватели; |
|||
2 – |
подогрева |
тума до о- |
|
лее высокой температуры; |
|||
3 – паронагреватель в пр |
ямке зоны |
||
откачки б тума; 4 – маш нное отде- |
|||
лен е; 5 – |
тумный насос; |
||
тельная трубабс патру ком; 11 – подвод пара к нагревателю приямка; 12 – подвод пара к ши ерному за-
|
6 – ключ управлен я краном; |
7 – отвод конденсата; 8 – ввод пара; |
|
9 |
А |
– манометр; 10 – парораспредели- |
|
твору; 13 – подвод пара к донному нагревателю; 14 – паропровод
Д температуры (например, вязкие битумы до Т=170–180И°С). Этот способ
Иногда в качестве теплоносителя используют различные нефтяные масла. В этом случае вяжущие материалы можно подогревать до рабочей
экономичнее пароподогрева, однако коксование масел в трубах и батареях приводит к их загрязнению, необходимости чистки и сокращению срока
службы.
Газовый подогрев является достаточно экономичным способом и позволяет достигать высокой температуры вяжущего. В зависимости от способа получения газа при сжигании топлива и подачи его в систему нагрева возможны следующие три схемы:
1. Схема первая – вяжущие материалы подогреваются отходящими из плавильной установки или котлов горячими газами. Газы, образующиеся при сжигании топлива в плавильне, с помощью системы задвижек отводятся от вытяжной трубы и подаются в жаровые стальные трубы диаметром 10 дюймов, проложенные через приямок и по дну хранилища. От-
129
работанные охлажденные газы отводятся в атмосферу вентилятором через вытяжную трубу хранилища. Подогретые в приямке вяжущие материалы перекачиваются насосом в плавильню. При такой схеме подогрева хранилище совмещается с плавильней. Поскольку используются отходящие газы, коэффициент полезного действия плавильной установки повышается. По сравнению с пароподогревом в результате применения такой схемы снижается себестоимость приготовления органических вяжущих материалов примерно на 3–8%. Однако при этом способе повышается пожароопасность, в связи с чем необходимо разрабатывать специальные мероприятия по пожарной профилактике. Кроме того, эта схема не обес-
печивает подогрева материалов до требуемой температуры при низких |
||||
температурах наружного воздуха (в районах с холодным климатом); её |
||||
С |
|
|
|
|
можно рекомендовать л шь для южных районов страны. |
||||
2. хема вторая – вяжущие материалы подогреваются газами от сжи- |
||||
гания твердого ли ж дкого топлива в газогенераторных установках или |
||||
специальных печах. |
|
|
|
|
Схема |
2 |
|
принципиально |
не отличается от схемы 1. |
установки |
дюйма. Для вытяжки отрабо- |
|||
Диаметр жаровых |
принимается 3–4 |
|||
танных газов |
з жаровых |
используют вентиляторы низкого давления |
||
труб (до 0,9 атм). РассматриваемаяАсхема 2 обладает преимуществами и недос-
татками по сравнению со схемой 1, с ней несколько экономичнее, она имеет повышенную теплоотдачу, поэтому может применяться в районах с прохладным климатом.
3. Схема третья – вяжущие материалы подогреваются от газовой горелки. Как и в двух первых схемах,Дпрокладывают жаровые трубы диаметром 8–10 дюймов в хранилище и 2–2,5 дюйма в приямке. В связи с высокой температурой газов устанавливают вентиляторы с давлением не менее 2–3 атм. Схема 3 обеспечивает более экономичный подогрев вяжущих по сравнению со схемами 1 и 2.
Для подогрева вяжущих в хранилище и приямкеИиспользуют различные электронагреватели (рис. 5.7).
Пластинчатый нагреватель состоит из 6 стальных листов размером 510x710 мм, толщиной 0,32–0,35 мм, которые разрезаются на 9 зигзагообразных полос шириной разреза 4 мм. Стальные листы изолированы между собой деревянными брусками размером 4х4х60 см, прокладками из листового асбеста толщиной 2 мм и стянуты болтами. В результате создается пакетный нагреватель общей длиной полосы 38 см. Поверхность нагрева такого нагревателя 4 м, напряжение 50–65 В, мощность 5,5 кВт, вес около
20 кг.
Нагреватели опускают в хранилище или приямок на подвесках. Лучшим является жесткое закрепление нагревателей, облегчающее их извлечение из вяжущих материалов для чистки и ремонта.
130