Материал: 2
покажчика 13, стрілка якого фіксує масу вантажу. Опорні колони важільного механізму монтуються на масивних фундаментних подушках 9 в котловані 10.
Точність зважування вантажів на вагах залежить в першу чергу від таких їх основних технічних параметрів: стійкості, чутливості, достовірності та постійності показання.
Стійкість ваг – це властивість їх повертатися в попередній стан рівноваги після декількох плавних коливань стрілки покажчика або коромисла, виведених із стану рівноваги. Коромислом називається важіль, на якому розміщений покажчик рівноваги. Стійкість ваг повинна зберігатися як в завантаженому, так і в не завантаженому стані.
Чутливість ваг – це відношення кутового переміщення рухомого покажчика відносно нульової відмітки шкали до маси вантажу, що спричинив це переміщення. Чим більше це відношення, тим більш чутливі ваги. Чутливість коромислових ваг характеризується рухомістю, а у ваг зі стрілкою і шкалою – ціною поділки шкали. Рухомість характеризується властивістю ваг реагувати на малі зміни навантаження (визивати відхилення від стану рівноваги на 2 – 5мм). Величина додаткового навантаження в цьому випадку вибирається в межах допустимих похибок ваг. У циферблатних вагах зміна навантаження на величину, що дорівнює ціні поділки шкали, повинна визвати зміщення стрілки покажчика на одну поділку. Ціна поділки шкали – це різниця значень величин, що відповідають двом сусіднім відміткам шкали.
Достовірність або точність показань ваг залежить від правильного співвідношення плечей важеля та сил тертя, що виникають в опорних деталях механізму. Точність ваг вважається достатньою, якщо їх похибка не перевищує допустиму, встановлену Держстандартом.
Постійність або незмінність показань ваг характеризується ідентичністю показань при багаторазовому зважуванні одного і того ж вантажу.
2.5.2 Експлуатація і технічне обслуговування вагових приладів
Точність вимірювання маси вантажу залежить також від правильного користування вагами.
Першочергова вимога до експлуатації ваг – це чистота і суворий порядок їх утримання. Прийомоздавальник вантажів, який обслуговує вагонні ваги, повинен дотримуватись таких правил: не допускати забруднення території навколо ваг; своєчасно очищувати вагову платформу від снігу, льоду, бруду та пилу; регулярно витирати пил із приладів і важелів перемикача; слідкувати за справністю настилу, люків та фартухів на ваговій платформі і за тим, щоб зазори між настилом і рамою фундаменту були не менше 10 і не більше 15мм. У вільний від зважування час вагова будка повинна бути закрита і замкнена, а фартухи і люки закриті. Перед зважуванням слід відкрити захисні фартухи, перевірити наявність зазорів між обв’язувальною рамою фундаменту і платформою, оглянути ваги і вагони, призначені для зважування, відкрити аретир і перевірити рівновагу ненавантажених ваг.

Вагони повинні подаватись і забиратись з вагової платформи плавно, без поштовхів та ударів при закритому аретирі – приладі, який вмикає і вимикає дію ваг.
Забороняється зупиняти вагони на вагах будь-якими предметами, підкладаючи їх під колеса. Крайні колісні пари установлених на вагах вагонів повинні знаходитись не ближче 300мм від краю вагової платформи.
Маса вантажу (нетто) визначається різницею маси вагона завантаженого (брутто) і порожнього (тари). В цьому випадку допускаються похибки визначення маси вантажу в межах ±(0,2–0,5)% у залежності від величини маси і ціни поділок ваг.
Умови та порядок зважування вантажів повинні відповідати вимогам, що вказані в експлуатаційній документації ваговимірювальних пристроїв.
Ваговимірювальні пристрої, які використовуються на залізничному транспорті, повинні відповідати державним стандартам і мати спеціальне державне тавро, що накладається працівником Держкомітету стандартів України після кожної повірки. Повірка ваг проводиться при установці, після ремонту, а також періодично в установлені терміни. Зважування вантажів на несправних вагах, а також на вагах з простроченими термінами повірки і державного таврування не допускається.
У процесі експлуатації всі ваговимірювальні пристрої незалежно від технічного стану підлягають в установлені терміни плановопопереджувальному ремонту, огляду та перевірці, що виконуються ваговою бригадою. Вагову бригаду очолює слюсар-фахівець контрольно-вимірювальних приладів та автоматики. Керує роботою вагових бригад і забезпечує справний технічний стан ваговимірювальних пристроїв, контроль за їх правильним використанням ревізор-інструктор вагового господарства дирекції залізничних перевезень.
Технічне керівництво ваговим господарством в межах залізниці покладається на старшого ревізора або ревізора вагового господарства служби комерційної роботи і маркетингу залізниці.
Для виконання робіт, пов’язаних із ремонтом та повіркою вагових пристроїв, бригади використовують стаціонарні та пересувні вагові майстерні і механізовані повірочні вагони. Вагова майстерня повинна мати інструменти, матеріали і відповідне верстатне обладнання для ремонту ваг.
Вагоповірочний вагон призначається для державної і відомчої повірки вагонних ваг, оснащується контрольними гирями, самохідними візками або контрольною ваговою платформою та необхідним підйомно-транспортним обладнанням. Так, у вагоповірочному вагоні 540-ВПВ (рис. 2.50) обладнаному на базі шестивісного напіввагона вантажопідйомністю 94т, розміщується 38 гир, два візки масою 2т кожний, на яких установлюють гирі. Загальна маса візків і гир складає 80т.
Для повірки врізних стаціонарних ваг використовують спеціальні вагоповірочні лабораторії, які влаштовуються в спеціальних автофургонах і забезпечуються зразковими гирями, зразковими вагами та іншим обладнанням.
Рис. 2.50 Вагоповірочний вагон
Ремонт, огляд і повірка ваг провадяться в такі терміни: середній ремонт – один раз у два роки, періодичний або річний ремонт – один раз на рік, тобто наступного року після середнього ремонту; огляд-повірка ваг, призначених для зважування хлібних, продовольчих та експортних вантажів – шість разів на рік, інших – чотири рази на рік; ревізійний огляд-повірка – за планом старшого ревізора або ревізора вагового господарства служби комерційної роботи і маркетингу або ревізора-інструктора вагового господарства дирекції залізничних перевезень. Крім того, ваги, призначені для зважування хлібних, продовольчих та експортних вантажів, підлягають державній повірці та тавруванню два рази на рік, всі інші – один раз у два роки.
Ваговимірювальні пристрої вантажовідправників та вантажоодержувачів, встановлені на під’їзних коліях, прирейкових складах та інших вантажних пунктах незагального користування, приймаються залізницями після попереднього технічного огляду-повірки для постійного технічного обслуговування. Такі ваги називаються приписними. Угода між дирекцією залізничних перевезень і ваговласником про порядок технічного обслуговування ваговимірювальних пристроїв заключається терміном на один рік.
Приписні ваговимірювальні пристрої, так само як і станційні ваги, систематично проходять державну повірку, їх оглядають і перевіряють вагові бригади залізниці. Відповідальність за справне утримання і правильну експлуатацію покладається на власників ваг. За технічне обслуговування приписних ваг залізниця стягує плату в розмірі, встановленому договором між ваговласником і залізницею.
2.5.3 Автоматизація зважування вантажів
Впровадження автоматичних ваговимірювальних пристроїв – один з головних напрямків технічної реконструкції вагового господарства. Автоматичні вагонні ваги дозволяють передавати результати вимірювань на будь-яку відстань. Штат працівників, що обслуговують їх, скорочується. Автоматичні вагонні ваги допускають зважування під час руху вагонів зі
швидкістю 5 – 6км/год., зважування одного вагона при цьому триває 3–12сек., у результаті пропускна спроможність ваг збільшується, зменшуються простої вагонів і затрати маневрових засобів.
Можливість дистанційної передачі показань ваг можна використовувати для заповнення перевізних документів, книг переважування вантажів та інших облікових документів. Автоматичні ваги можна компонувати з ЕОМ, а також використовувати в схемах комплексної автоматизації вантажних робіт у ролі датчиків перевантажувального процесу для обліку виконаної машинами роботи.
Більшість діючих і проектних автоматичних ваг базується на використанні тензометричних чи індуктивних мостів.
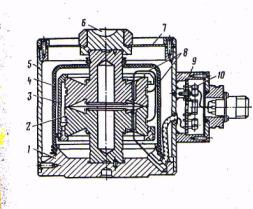
У тензометричних вагах дротяні датчики опору (тензорезисторні перетворювачі) прикріплюються спеціальним клеєм на вагочутливих пружних елементах, що сприймають навантаження від вантажу. Принцип дії таких ваг базується на використанні деформації елементів у сукупності з електричним методом вимірювання опору у високочутливих дротяних перетворювачах. Тензометричний датчик (рис.2.51) складається з основи 1, на яку опираються пружні елементи 2, зібрані в обоймі 3 під герметичним гумовим кожухом 4, та корпуса 5 з мембраною 7. Навантаження на датчик передається через кульку, розміщену в лунці 6. На пружні елементи намотані тензоперетворювачі 8 з константанового дроту. На колодці 9 змонтовані тарировочні і шунтуючі реостати 10.
Рис. 2.51 Тензометричний датчик:
1 – основа; 2 – пружний елемент; 3 – обойма для елементів; 4 – гумовий кожух; 5 – корпус; 6 – лунка (ложе) для кульки;
7 – мембрана; 8 – тензоперетворювач; 9 – колодка; 10 – шунтуючий реостат
Вимірювальна система тензометричних ваг (рис. 2.52) будується за принципом урівноваженого моста з компенсацією напруги, яка з’являється в його діагоналі.
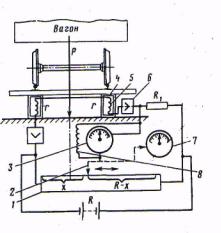
Рис. 2.52 Блок-схема ваговимірювальної системи тензометричних автостатичних ваг:
1 – потенціометр; 2 – повзунок; 3 – нуль-індикатор; 4 – пружний елемент; 5 – тензорезисторний датчик; 6 – підсилюючий блок; 7 – реєстраційна шкала;
8 – обмотка збудження двигуна
Датчики 5 із опором r закріплені на пружних елементах 4. До навантаження ваг вимірювальний міст знаходиться в стані рівноваги. У разі навантаження опір тензометричних датчиків збільшується на ∆ r і рівновага моста порушується. Змінюючи опір х і R-х плечей потенціометра 1, можна привести міст до рівноваги. Врівноважити його можна вручну або автоматично шляхом переміщення повзунка 2 до того положення, коли рівновага відновиться. Блок 6 посилює сигнали, які поступають від датчиків. В автоматичних потенціометрах повзунок рухається за допомогою електродвигуна невеликої потужності. Обмотка збудження 8 двигуна включена в діагональ моста 1. Момент рівноваги моста реєструється високочутливим нуль-індикатором 3. Результат вимірювання маси відраховується на шкалі 7, яка механічно зв’язана з повзунком 2. Далі обертальний рух системи дискових кулачків перетворюється в числову інформацію, яка висвічується на пульті управління вагами (рис. 2.53 б).