Материал: 1672
|
|
Контрольные вопросы |
|
1. |
На каком физическом эффекте основано выявление дефектов сварных соедине- |
||
ний магнитным и вихретоковым методами? |
|||
2. |
Какие факторы влияют на чувствительность магнитных и вихретоковых методов |
||
контроля сварных соединений? |
|
||
3. |
Какие схемы намагничивания применяются при выполнении контроля магнит- |
||
ными методами? |
|
|
|
4. |
Для каких сварных соединений применяется метод вихретоковой дефектоско- |
||
пии? |
|
|
|
5. |
Как осуществляется регистрация параметров электромагнитного поля при вих- |
||
соединений |
|
||
ретоковой дефектоскоп |
? |
|
|
6. |
Как м образом в контролируемой детали образуются вихревые токи? |
||
С7. Для как х сварных |
|
применяется магнитографический метод контроля? |
|
|
бА |
||
|
|
|
Д |
|
|
|
И |
36
6. УЛЬТРАЗВУКОВОЙ КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ ЭХО-МЕТОДОМ
Методы ультразвуковой дефектоскопии основаны на исследовании распространения упругих колебаний частотой 0,50…25 МГц в ма-
териале сварного соединения.
Сродными, они на более широко используются при дефектоскопии материалов для о наружения внутренних дефектов [3, 4]. В продольной
Упругие колебания характеризуются следующими параметрами: частотой, длиной волны и скоростью. В твердых телах могут образовываться продольные, поперечные, поверхностные и нормальные колеба-
ния (волны).
Прираспространении в однородном твердом теле интенсивность
Продольные поперечные волны являются объемными и одно-
волне част цы среды коле лются вдоль направления ее распространения, а в поперечной – перпендикулярно направлению ее распространения.
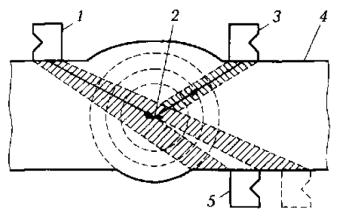
ПрибАультразвуковом контроле (УЗК) сварного соединения 4 (рис. 6.1) преобразователь 1 излучает акустическую волну. От встреченного на пути препятствия в виде дефекта 2 акустическая волна частично отражается и регистрируется преобразователемД1, а частично (зеркально от дефекта) принимается преобразователем-приемником 3. Ослабленная акустическая волна фиксируется преобразователем-приемником 5.
ультразвуковой волны падает из-за явления затухания, вызванного по-
глощен ем |
рассеянием звуковой энергии. Коэффициент затухания |
складывается из коэффициентов поглощения и рассеяния. |
|
И
Рис. 6.1. Схема ультразвукового контроля сварного соединения: 1 – преобразователь-излучатель; 2 – дефект;
3 и 5 – преобразователи-приемники;
4 – сварное соединение
37
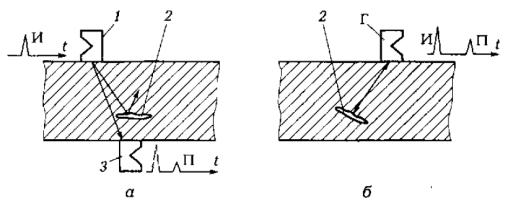
Для контроля сварных соединений наиболее широко применяются два метода обнаружения дефектов: теневой и эхо-метод (рис. 6.2).
Теневой метод применяется только при наличии двухстороннего доступа к контролируемой детали. Признаком наличия дефекта при теневом методе контроля является резкое уменьшение амплитуды или полное исчезновение отраженного сигнала.
Эхо-метод выполняется либо двумя преобразователями, один из которых является излучателем, а второй приемником, либо одним искателем, работающ м в импульсном режиме и излучающим короткий зонд рующ й мпульс, а во время паузы принимающий отраженный
. Последн й вариант эхо-метода называется эхо-методом с со-
вмещенным скателем-излучателем. |
|
С |
|
сигнал |
|
Рис. 6.2. Схемы теневого метода (а) и эхо-метода с совмещенным |
искателем (б) |
бА |
|
о наружения дефектов сварных соединений:
1 – преобразователь-излучатель; 2 – дефект; 3 – приемник; 4 – излучатель-искатель; И – вводимый сигнал; П – сигнал отДдефекта; t – период распространения сигнала
При эхо-методе акустический преобразователь генерирует короткий ультразвуковой импульс, отражающийся от дефекта, а затем принимающийся этим преобразователем. Признаком наличия дефекта в сварном соединении при использовании эхоИ-метода является увеличение амплитуды эхо-сигнала, пропорциональное площади отражателя.
Основные измеряемые характеристики дефекта. Наиболее про-
стой измеряемой характеристикой дефекта является амплитуда эхосигнала. Однако эта характеристика не позволяет однозначно определить размеры дефекты, так как зависит от характера его поверхности (зеркальная или шероховатая), а также от ее ориентации по отношению к направлению распространения луча и формы (плоская или округлая).
Несмотря на указанную неоднозначность, разделение дефектов на допустимые и недопустимые производят по амплитуде эхо-сигнала. Для этого сравнивают амплитуды эхо-сигналов от реального дефекта в сварном соединении и от дефекта в тест-образце сварного соединения, принятого за эталонный и имеющего искусственные отражатели (угловые
38
или сегментные, с внутренней отражающей плоскостью, цилиндрической поверхностью, боковым или плоскодонным отверстием). Тестобразцы изготавливают из металла, по акустическим свойствам соответствующего металлу контролируемого шва. В табл. 6.1 приведены акустические характеристики некоторых металлов.
|
|
Акустические характеристики некоторых металлов |
Таблица 6.1. |
||||||||||
|
|
|
|
||||||||||
|
|
|
|
|
Длина |
|
|
|
|
|
|
||
|
|
Скорость рас- |
|
волны, |
Коэффициент |
Модуль |
|
Плотность |
|||||
|
Металл |
пространения |
|
мм, при |
затухания |
упругости |
|
||||||
|
|
|
|
|
|
|
|
-10 |
|
|
3 |
||
С |
волны, м/с |
|
частоте |
δmax, см-1 |
E·10 |
|
, |
|
ρ, г/см |
||||
|
|
|
2,5 |
МГц |
|
Па |
|
|
|
||||
ci |
ct |
|
λi |
|
λt |
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
||||
|
Алюм н й |
6260 |
3080 |
|
2,50 |
|
1,23 |
0,050 |
7 |
|
|
|
2,7 |
|
(сплавы) |
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
(сплавы) |
6000 |
3500 |
|
2,40 |
|
1,40 |
- |
16 |
|
|
4,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Титан |
|
|
|
|
|
|
|
|
|
|
||
|
Сталь |
5850 |
3230 |
|
2,34 |
|
1,30 |
0,080 |
20 |
|
|
7,8 |
|
|
Медь |
4700 |
2260 |
|
1,89 |
|
0,91 |
0,044 |
10 |
|
|
8,9 |
|
|
Примечание. Индекс i имеют характеристики продольных волн, а индекс t – попе- |
||||||||||||
|
речных. |
|
|
|
|
|
|
|
|
|
|
|
|
определяетбАГОСТ 14782 – 86. Если эхо-сигнал от реального дефекта больше, чем от искусственного, принятого за эталонный по инструкции, то деталь бракуется.
Форму, размеры и глу ину залегания искусственных отражателей
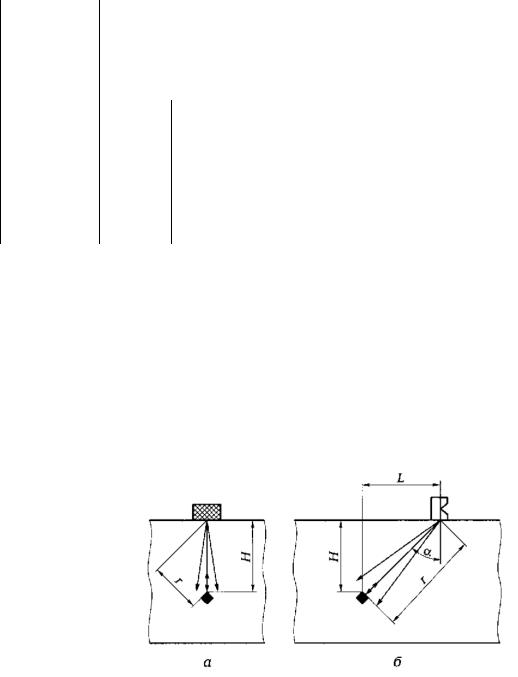
Координаты дефекта можно определять с помощью специальной шкалы на дефектоскопе, специальной приставки к нему или расчетом
(рис. 6.3). Д И
Рис. 6.3. Схемы определения координат дефекта при контроле сварного соединения прямым (а) и наклонным (б) искателями:
Н – глубина залегания дефекта; L – расстояние от искателя до дефекта; r – полярная координата расположения дефекта; α – угол между нормалью к поверхности детали и нормалью к поверхности дефекта
39
|
Расстояние от точки ввода луча до дефекта по его ходу определя- |
||||||
ется по формуле |
|
|
|
|
|
||
где |
скорость распространения поперечной волны, м/с; , |
пе- |
|||||
риод распространения волны соответственно от пьезопластины до де- |
|||||||
фекта и обратно и в призме преобразователя, с. |
|
|
|||||
|
Прямым |
искателем |
определяют |
глубину |
залегания |
дефекта |
|
(рис. 6.3, а), используя для этого скорость продольной волны и время ее |
|||||||
движен я до дефекта на глубину залегания Н. |
|
|
|||||
|
Наклонным |
скателем можно определить расстояние r от искателя |
|||||
до дефекта по скорости c и времени движения волны t, а затем, зная |
|||||||
Сугол ввода луча α, |
глубину залегания Н, мм, дефекта и расстояние |
||||||
L, мм (р с. 6.3, |
): |
|
|
|
|
|
|
|
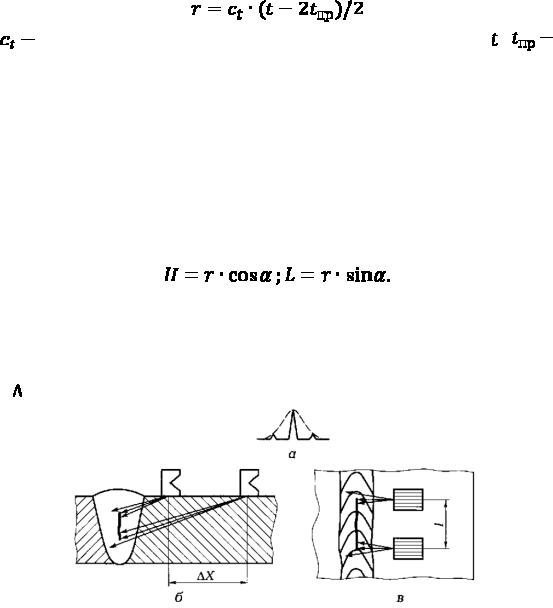
Условные размеры дефекта определяют при перемещении наклон- |
||||||
ного |
скателя в пределах, где значение эхо-сигнала, отраженного от де- |
||||||
найти |
|
|
|
|
|||
фекта, увел ч вается от минимального до максимального, а затем вновь |
|||||||
до м н мального (р с. 6.4, а). Также можно определить условную ши- |
|||||||
рину X и условную длину дефекта l (рис. 6.4, б, в). |
|
|
|||||
|
бА |
|
|
||||
|
Рис. 6.4. Схемы определения условных размеров дефекта: |
|
|||||
|
|
|
|
Д |
|
||
|
а – протяженности; б – глубины распространения; в – длины |
|
|||||
|
Основные параметры ультразвукового контроля. Минимальный |
||||||
размер выявляемых дефектов зависит от частоты ультразвуковых коле- |
|||||||
баний: чем больше частота, тем лучше обнаруживаются дефекты малых |
|||||||
размеров. |
|
|
|
И |
|||
|
|
|
|
|
|
||
|
Волны низкой частоты и большей длины огибают малые дефекты |
||||||
без отражения от них. |
|
|
|
|
|||
|
Абсолютная чувствительность методов ультразвукового контроля |
||||||
определяется размерами минимального дефекта, уверенно выявляемого |
|||||||
в реальном сварном соединении, а предельная чувствительность – ми- |
|||||||
нимальными размерами искусственного отражателя в тест-образце, уве- |
|||||||
40