Материал: 1672
4. ВЫБОР ПАРАМЕТРОВ И МЕТОДОВ РАДИОГРАФИЧЕСКОГО КОНТРОЛЯ
Радиографией называется метод получения на рентгеновской пленке или фотобумаге изображения внутреннего строения изделия,
просвечиваемого ионизирующим излучением. СПри прохождении через вещество ионизирующее излучение ос-
лабляется вследствие поглощения и рассеяния [3, 4]. Степень ослабления (уменьшен я энергии и интенсивности) излучения зависит от толщины плотности контролируемого материала. Следовательно, если в
ченияматер але меются дефекты, плотность вещества которых резко отли-
чается от плотности окружающего материала, интенсивность излучения, прошедшего через н х, также удет отличаться от интенсивности излу- , прошедшего рядом с дефектом через сплошной материал. Различие эт хбАнтенс вностей излучения будет возрастать с увеличением
размера дефекта в направлении распространения луча. После выхода из матер ала злучен е, несущее дефектоскопическую информацию, фиксируется детектором.
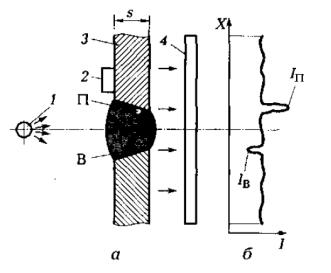
При рад ограф ческом контроле (рис. 4.1) проникающее излучение проходит через сварное соединение 3 и затем регистрируется детектором (рентгеновской пленкой 4).
Д
Рис. 4.1. Схема радиографического контроля сварногоИсоединения (а) и распределение интенсивности излучения, прошедшего через соединение (б):
1 – источник рентгеновских лучей; 2 – эталон чувствительности;
3 – контролируемое сварное соединение толщиной s; 4 – рентгеновская пленка; П – пора; В – вольфрамовое включение; Iп, Iв – интенсивности прошедших излучений на участках, содержащих поры и включения вольфрама; s – толщина металла
26
Вследствие разной плотности металла и дефектов на детектор поступают сигналы с интенсивностью Iп и Iв как «тени» дефектов П и В. Плотность дефекта П (порыили шлака) значительно меньше плотности металла, и детектор регистрирует излучение более высокой интенсивности Iп за дефектом. Если дефект более плотный, чем металл шва, например, вольфрамовое включение В, регистрируется излучение меньшей интенсивности Iв. Для количественной оценки сигналов используют калиброванный эталон 2 чувствительности с канавками разной ширины или проволоками разных диаметровВ промышленной радиографии в основном применяют два мето-
да рег страц |
дефектов: прямого экспонирования (наиболее распростра- |
||
ненный метод) переноса изображения (при γ-радиографии). При прямом |
|||
экспон рован |
|
сварное соединение просвечивают рентгеновским излуче- |
|
С |
|
зо ражение дефекта на рентгеновской пленке. При- |
|
нием рег стр руют |
|||
меняются |
|
РТ-1, РТ-2, РТ-4М, РТ-5 (для особо ответственных изде- |
|
пленки |
|||
лий), РМ-1, РМ-В, РМ-6 и РНТМ-1, продолжительность проявления кото- |
|||
рых составляет4…12 мин. |
|||
Для защ ты |
от рассеянного излучения и уменьшения про- |
||
долж тельности просвечивания в 2 – 3 раза применяют металлические |
|||
усил вающ е экраны из листовой свинцовой фольги с наклеенной син- |
|||
тетической пленкой. |
|
||
или с металлическимибАусиливающими (высококонтрастными или высокочувствительными) экранами. Экранные пленки (высокочувствительные) предназначены для использования с флюоресцирующими экранами, позволяющими сократить продолжительность экспонирования в 4 – 50 раз. Перед облучением пленку помещают между флюоресцирующими экранами.
Рентгеновскиепленкиподразделяютсянабезэкранныеиэкранные[3]. Безэкранные пленки используются без флюоресцирующих экранов
Помимо рентгеновской пленкиДпри наличии усиливающих экранов типа ВП-1 или ВП-2 можно использовать обычную фотобумагу. Сним-
ки на фотобумаге удобно использовать при определении дефектов, при этом стоимость фотобумаги значительно ниже стоимости рентгеновской пленки.
После фотообработки пленки на нейИполучают изображение внутреннего строения контролируемого объекта.
Дефекты, представляющие собой несплошности, заполненные газом или шлаком, на пленке отображаются в виде темных пятен, так как они практически не ослабляют излучение, а дефекты, представляющие собой включения более тяжелых металлов, – в виде более светлых пятен, так как они сильно ослабляют излучение.
Определение типа дефекта, изображенного на пленке, производится с учетом соотношения оптической плотности его изображения и ос-
27

новного фона, а также формы дефекта. Следовательно, при расшифров- |
||||
ке пленки необходимо знать причины образования дефектов, их форму |
||||
и вероятные области расположения. |
|
|
||
|
Радиографическим методом можно обнаружить поры, непровары, |
|||
шлаковые включения, металлические включения, подрезы, прожоги, крате- |
||||
ры. Трещины же являются в том случае, если плоскость их раскрытия от- |
||||
клонена отнаправленияраспространения лучане болеечемна12°. |
||||
|
При расшифровке дефектов пленку просматривают на специаль- |
|||
ном негатоскопе [3]. |
|
|
|
|
|
Для сокращен я протокольной записи обнаруженных на снимках |
|||
дефектов в соответствии с ГОСТ 7512 – 82 применяются следующие со- |
||||
кращенные обозначения: Т – трещины, Н – непровары, П – поры, Ш – |
||||
С |
|
|
|
|
шлаковые включен я, Пдр – подрезы зоны сплавления; В – вольфрамо- |
||||
вые включен я; Скр – смещение кромок; Р – разностенность; О – ослаб- |
||||
|
корня шва; Вгк – вогнутость корня шва. |
|
||
|
По характеру распределения дефекты объединяются в следующие груп- |
|||
пы:А–отдельныедефекты;Б–цепочкидефектов;В–скоплениядефектов. |
||||
ление |
|
|
|
|
|
Напр мер, зап сь вида «120, ПБ-2-250, Т-35» означает, что в свар- |
|||
ном шве дл ной 120 мм имеются поры диаметром 2 мм на участке про- |
||||
тяженностью 50 мм и трещина длиной 35 мм. |
|
|||
|
Основными показателями качества радиографического контроля |
|||
являются чувствительность, резкость и контрастность изображения. |
||||
|
Относительная чувствительность радиографического метода кон- |
|||
троля, %, определяется по формуле |
|
|
||
|
бА |
|
||
где |
минимальный размер выявляемого дефекта, мм; |
толщина |
||
металла, мм. |
|
|
|
|
|
Для определения относительной чувствительности радиографиче- |
|||
|
|
Д |
|
|
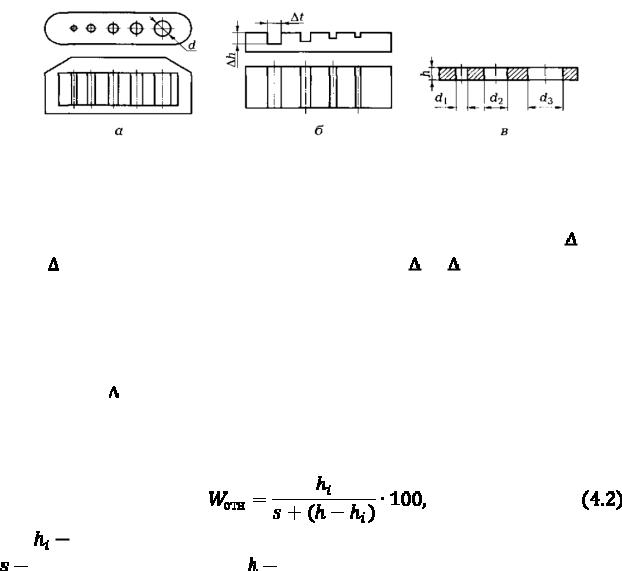
ского метода контроля применяются специальные эталоны (рис. 5.2). |
||||
Наиболее часто используют канавочные, проволочные и пластинчатые |
||||
эталоны четырех типоразмеров каждый. |
|
|
||
|
Проволочный эталон (рис. 4.2, а) представляет собой пластиковый |
|||
чехол с семью проволоками разного диаметра, причем диаметры сосед- |
||||
них проволок различаются в 1,25 раза. |
И |
|||
|
|
|||
|
На канавочном эталоне (рис. 4.2, б) выполнены четыре канавки. |
|||
Глубина соседних канавок различается в 1,39 раза. |
|
|||
|
Пластинчатый эталон (рис. 4.2, в) представляет собой пластину с |
|||
цилиндрическими отверстиями установленных размеров. |
|
|||
|
Типы, материалы и размеры эталонов определяет ГОСТ 7512 – 82. |
|||
|
Эталон помещают на лицевую сторону сварного шва, просвечива- |
|||
ют и получают отпечаток на пленке. |
|
|
||
28
|
Проволочные эталоны устанавливают непосредственно на шов та- |
|||||
ким образом, чтобы проволоки были направлены поперек него. |
|
|||||
|
|
|
Р с. 4.2. Эталоны чувствительности, |
|
|
|
|
|
пр меняемые при радиографическом контроле: |
|
|||
|
а – проволочный; б – канавочный с канавками разной ширины и глубины; |
|||||
в – пласт нчатый с |
|
; h – толщина эталона; d – диаметр проволоки |
||||
С |
|
|
= 2h, d3 = 3h); |
h и |
||
(d = 0,05…4,0 мм); d1…d3 – диаметры отверстий (d1 = h, d2 |
||||||
|
t – соответственно глу ина и ширина канавки ( h = |
t = 0,1…7,0 мм) |
|
|||
|
Канавочные |
пластинчатые эталоны размещают рядом со швом, |
||||
вдоль него. Относ тельную чувствительность радиографического мето- |
||||||
отверстиями |
|
|
|
|||
да контроля определяют с применением просвечивания эталона на глу- |
||||||
бине его самой малой видимой на пленке канавке. Подставив в формулу |
||||||
(4.1) вместо |
S глу ину указанной канавки, можно вычислить Wотн с не- |
|||||
которой погрешностью, т.е. ез учета оставшейся толщины эталона под |
||||||
канавкой. Более точное значение относительной чувствительности, %, |
||||||
можно определить по формуле |
|
|
||||
где |
бА |
|
|
|||
глубина самой малой видимой канавки эталона на пленке, мм; |
||||||
|
толщина материала, мм; |
толщина эталона, мм. |
|
|||
|
|
|
Контрольные вопросы |
|
|
|
1. |
|
|
|
Д |
|
|
В чем заключается физическая сущность метода радиографии? |
|
|||||
2. |
Какие типы дефектов используются при радиографическом контроле? |
|
||||
3. |
Почему изображения дефектов на рентгеновских пленках могут иметь вид тем- |
|||||
ных или светлых пятен? |
|
|
|
|||
4. |
Каковы основные показатели качества радиографического контроля? |
|
||||
5. |
Какие факторы определяют выявляемость дефектов в сварных соединениях при |
|||||
радиографическом контроле? |
И |
|||||
|
|
|
||||
6. |
Как определяется относительная чувствительность радиографического метода |
|||||
контроля? |
|
|
|
|
|
|
7. |
Какие типы эталонов чувствительности применяются при радиографическом |
|||||
контроле? |
|
|
|
|
|
|
8. |
Как устанавливаются эталоны чувствительности на контролируемом сварном |
|||||
соединении? |
|
|
|
|
|
|
|
|
|
|
29 |
|
|
5. КОНТРОЛЬ СВАРНЫХ СОЕДИНЕНИЙ МЕТОДАМИ МАГНИТНОЙ И ВИХРЕТОКОВОЙ ДЕФЕКТОСКОПИИ
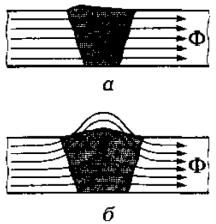
Магнитный поток, распространяясь по металлу и встречая на своем пути дефект, огибает его [3, 4]. Магнитная проницаемость дефекта значительно ниже магнитной проницаемости основного металла, поэтому часть магнитно-силовых линий вытесняется дефектом на поверхность, и образуется местный магнитный поток рассеяния (рис. 5.1).
Дефекты, которые вызывают возмущение в распределении силовых л н й магн тного потока без образования местного потока рассеяния, не обнаруж ваются методами магнитной дефектоскопии.
Возмущен е потока тем сильнее, чем большее препятствие пред- |
|
С |
|
ставляет собой дефект. Если дефект расположен вдоль направления |
|
магн тных |
ловых линий, то возмущение магнитного потока невелико. |
Тот же дефект, расположенный перпендикулярно или наклонно к на- |
|
правлен ю магн тного потока, создает значительный поток рассеяния. |
|
В зав с |
от спосо а регистрации магнитного потока рассея- |
мости |
|
бА |
|
ния магн тные методы контроля сварных соединений подразделяют на магн топорошковый, магнитографический и вихретоковый. В магнитопорошковом методе потоки рассеяния выявляются с помощью магнитного порошка, в магнитографическом – регистрируется на магнитную ленту, в вихретоковом – выявляются вихретоковом преобразователем.
Д
Рис. 5.1. Распределение магнитногоИпотока Ф по сечениям сварных швов без дефекта (а) и с дефектом (б)
Сущность магнитопорошкового метода контроля заключается в том, что на поверхность намагниченного сварного соединения наносят ферромагнитный порошок в виде суспензии (содержащей также керосин, масло, мыльный раствор – мокрый метод) или в виде магнитного аэрозоля (сухой метод). Под действием втягивающей силы магнитных полей рассеяния частицы порошка перемещаются по поверхности со-
30