Материал: 1672
С |
|
и |
|
|
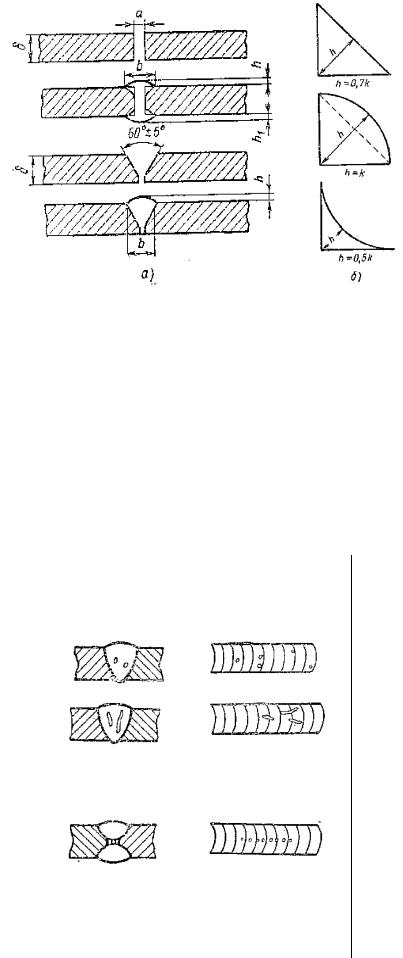
Р с. 1.2. Конструктивные схемы швов |
сварке. бугры |
|
Швы могут |
меть неравномерную ширину по длине, неравномер- |
ную высоту, |
, наплавы (рис. 1.3, а – в), седловины, неравномер- |
ную вел ч ну катетов в угловых швах и соединениях [1]. Дефекты формы швов получаются из-за отступлений в технологии при автоматической сварке (нарушение скорости подачи проволоки, скорости сварки и т.п.) и низкой квалификации или культуры сварщика при ручной
|
|
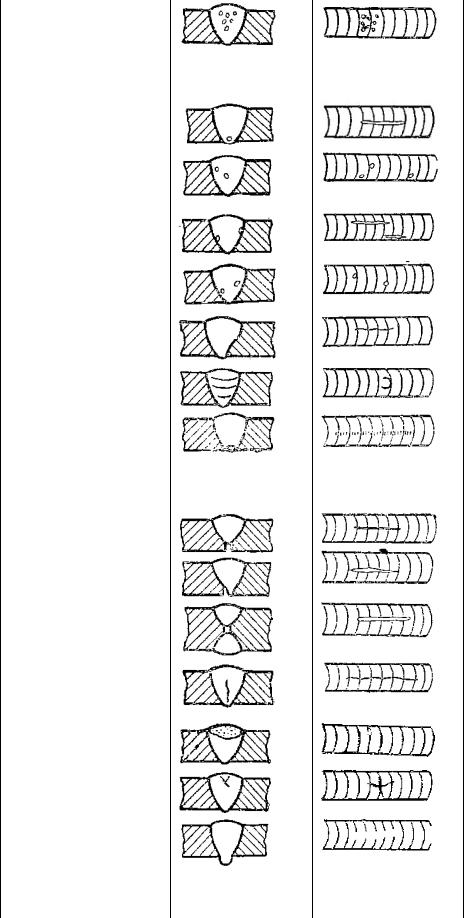
Наружные дефекты |
|
Таблица 1.2 |
|||
|
|
|
|
|
|||
|
А |
|
|
|
|||
Наименование |
|
Схематическое изображение |
|
|
|
||
|
|
дефекта |
Примечание |
|
|||
дефекта |
|
по сечению |
|
по радиограмме |
|
||
|
|
|
|
|
|||
|
|
соединения |
|
|
|
|
|
|
|
|
|
|
|
|
|
Группа А – поры |
|
|
|
Д |
|
|
|
(газовые включения) |
|
|
|
- |
|
||
Пора сферическая |
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
Длина больше |
|
|
|
|
|
|
|
трехкратной мак- |
|
|
Пора канальная |
|
|
|
|
симальной шири- |
|
|
|
|
|
|
ны. Главный раз- |
|
||
|
|
|
|
|
|
||
|
|
|
|
И |
|
||
|
|
|
|
|
мер направлен в |
|
|
|
|
|
|
|
глубину шва |
|
|
|
|
|
|
|
Минимум четыре |
|
|
|
|
|
|
|
поры в ряду или в |
|
|
|
|
|
|
|
группе на расстоя- |
|
|
Цепь пор |
|
|
|
|
нии, не превы- |
|
|
|
|
|
|
|
шающем трехкрат- |
|
|
|
|
|
|
|
ного диаметра наи- |
|
|
|
|
|
|
|
большей поры |
|
|
|
|
|
6 |
|
|
|
|
|
|
|
|
|
Длина больше |
|
|
|
|
|
|
|
трехкратной мак- |
|
|
|
Группа пор |
|
|
симальной шири- |
|
||
|
|
|
|
|
ны. Главный раз- |
|
|
|
|
|
|
|
мер вдоль оси шва |
|
|
|
Пора линейная (про- |
|
|
|
- |
|
|
|
тяженная) |
|
|
|
|
||
|
|
|
|
|
|
||
|
|
|
|
|
|
||
|
Группа В – твердые |
|
|
Длина больше |
|||
|
включения |
|
|
трехкратной мак- |
|
||
|
Шлак компактный |
|
|
симальной ширины |
|
||
|
Шлак л нейный |
|
|
|
- |
|
|
|
(протяженный) |
|
|
|
|
||
|
|
|
|
|
|
||
С |
|
|
|
|
|||
|
Включен е метал- |
|
|
R – направление |
|
||
|
л |
ческое |
|
|
облучения |
|
|
|
|
|
|
|
|
|
|
|
Группа |
– несплав- |
|
|
|
- |
|
|
|
лен я |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
и |
|
|
|
|
||
|
Несплавлен е |
|
|
- |
|
||
|
|
|
|
|
|
|
|
|
Группа D – непро- |
|
|
|
|
||
|
|
вары |
|
|
|
|
|
|
Непровар в корне |
|
|
- |
|
||
|
одностороннего шва |
|
|
|
|
||
|
без подреза |
|
|
|
|
||
|
Непровар в корне |
|
|
|
|
||
|
одностороннего шва |
|
|
- |
|
||
|
|
бА |
|
|
|
||
|
с подрезом |
|
|
|
|
||
|
Непровар двусто- |
Д |
- |
|
|||
|
роннего шва |
|
|||||
|
|
|
|||||
|
|
|
|
|
|||
|
Группа Е – трещины |
|
|
- |
|
||
|
Трещина продоль- |
|
|
|
|||
|
|
ная |
|
|
|
|
|
|
Трещина попереч- |
|
|
- |
|
||
|
|
ная |
|
|
|
||
|
|
И |
|
||||
|
Трещина радиальная |
|
|
- |
|
||
|
|
|
|
|
|
|
|
|
Группа F – непра- |
|
|
|
|
||
|
вильная форма и |
|
|
|
|
||
|
прочие дефекты |
|
|
- |
|
||
|
Чрезмерный провар |
|
|
|
|
||
|
|
корня |
|
|
|
|
|
7
Неровности шва |
- |
С |
- |
|
|
|
Подрезы |
|
|
и |
|
|
|
|
бА |
|
|
|
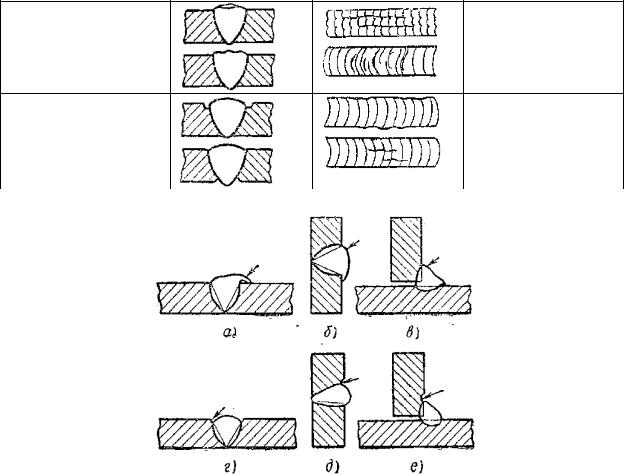
Рис. 1.3. Наплавы (а – в) и подрезы (г – е) в сварных швах, |
|
|
|
выполненных в горизонтальном положении и на вертикальной плоскости |
||
|
Д |
|
|
|
Неправильная форма швов [1], в частности чрезмерное усиление, |
||
|
резкие переходы от шва к основному металлу, бугристость и т.п. могут |
||
|
существенно снижать работоспособность соединений, особенно при ди- |
||
|
намических или вибрационных нагрузках, а также в хрупких материалах. |
||
|
Некоторые наружные дефекты часто рассматривают как поверхно- |
||
|
стные несплошности швов (что более характерно для внутренних де- |
||
|
фектов). К ним относятся подрезы, незаваренные кратеры, прожоги, |
||
|
свищи и т.п. |
|
|
|
Подрезы представляют собой углубления в основном металле, |
||
|
расположенные по краям шва. Они образуются при сварке на повышен- |
||
ных токах и напряжениях дуги (рис. 1.4). ИПодрезы уменьшают рабочее сечение, вызывают концентрацию напряжений и могут стать причиной разрушения швов из-за появления трещин у края подреза.
Причинами появления подрезов зоны сплавления являются высокая интенсивность режима сварки (большой сварочный ток и завышенная скорость сварки), смещение электрода относительно оси шва, неудобное пространственное положение шва при сварке, небрежность или недостаточная классификация сварщика.
8
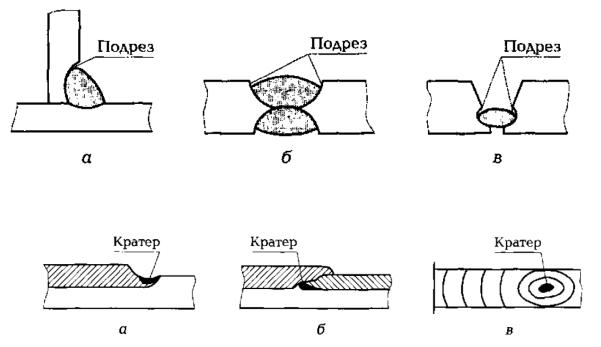
Кратеры образуются при обрывах дуги и остаются в виде углублений. Они уменьшают рабочее сечение шва, снижают его прочность и коррозионную стойкость. Незаваренный кратер часто служит очагом появления трещин.
СРис. 1.4. Схемы подрезов зон сплавления таврового (а), многослойного стыкового ( ) и корневого стыкового (в) швов
бАРис. 1.5. Схемы (а…в) образования кратеров
Кратер – это дефект в виде углубления на поверхности шва в месте обрыва сварочной дуги (рис. 1.5). Кратеры образуются вследствие технических неполадок сварочных головок, резкого снижения напряжения сварочной дуги и сварочного тока, а также резкого отрыва дуги.
равномерной скорости сварки иДт.д.
Размеры кратеров зависят в основном от сварочного тока.
Прожоги образуются от чрезмерно высокой погонной энергии, не- И
Вогнутость корня шва (рис. 1.6) – это дефект в виде углубления на
поверхности обратной стороны одностороннего сварного шва, образовавшегося вследствие повышенного давления газов под швом. Такой дефект может возникнуть, например, при сварке замкнутых объектов или при поддуве защитного газа снизу в случае сварки в потолочном положении.
Свищи обычно развиваются из канальных пор. Свищи – сквозные, выходящие на поверхность дефекты.
9

Рис. 1.6. Схема вогнутостей корня |
Рис. 1.7. Схема свища в сварном шве |
С |
|
шва (показаны стрелками) |
|
в щ – это дефект в виде трубчатой полости в металле сварного шва, образовавшейся вследствие выделения газа (рис. 1.7). Форма и положен е св ща определяются режимом затвердевания шва и выделения газа з металла шва.
Все указанные поверхностные несплошности хорошо выявляют
внешн м осмотром |
могут ыть исправлены подваркой, если исправ- |
||
обычно |
|
||
ление не пр несет |
ольшего вреда, чем сам дефект. Значительное коли- |
||
чество поверхностных дефектов |
|
сигнализирует также о наличии |
|
ивнутренн х дефектов. |
|
|
|
Несплавлен я (слипания) |
представляют собой несплошности ма- |
||
дефект имеет приАаргоно-дуговой сварке алюминиевомагниевых сплавов, а также при контактной стыковой сварке.
лого раскрыт я на свариваемых поверхностях или кромках материала.
Несплавления – очень опасные дефекты, плохо выявляемые современ-
ными средствами дефектоскопии. Наибольшее распространение этот
Все вышеуказанные дефектыДвстречаются главным образом при сварке плавлением [1]. При сварке с давлением и пайке возникают дефекты, которые по своему характеру отличаются от перечисленных выше. В то же время шлаки, подрезы, наплавы и кратеры обычно отсут-
ствуют. Наиболее часты и опасны несплавления, которые при сварке с давлением и пайке действительно носят характерИслипания или склеи-
вания.
В случае двухсторонней сварки непровар чаще всего возникает в центре сварного шва. Кроме того, непровары могут возникать по кромкам шва в результате несплавления основного и наплавленного металлов. Непровар в корне шва образуется в результате неглубокого проплавления основного металла или неполого расплавления кромок. Иногда непровар образуется в результате несплавления отдельных слоев наплавленного металла [3, 4].
Причинами появления непроваров могут быть загрязнение кромок или их неправильная подготовка (например, уменьшенный угол скоса), недостаточный сварочный ток, повышенная скорость сварки, смещение внутреннего или наружного шва и блуждание дуги.
10