Материал: 1672
е р и я в н у т р и в у з о в с к и х СибАДИм е т о д и ч е с к и х у к а з а н и й С и б А Д И
М н стерство образования и науки Российской Федерации Федеральное государственное бюджетное образовательное учреждение высшего образования
« ибирский государственный автомо ильно-дорожный университет (СибАДИ)» Кафедра «Эксплуатац я серв с транспортно-технологических машин и комплексов в строительстве»
НЕРАЗРУШАЮЩИЕ МЕТОДЫ КОНТРОЛЯ
Методические указания Составитель К.В. Беляев
Омск ▪ 2018

УДК 620.179
ББК 39.184.892
Н54
Согласно 436-ФЗ от 29.12.2010 «О защите детей от информации, причиняющей вред их здоровью и развитию» данная продукция маркировке не подлежит
Рецензент
СибАДИканд. техн. наук, доц. С.А. Милюшенко (СибАДИ)
Работа утверждена редакционно-издательским советом СибАДИ в качестве методическ х указан й.
Н54 Неразрушающ е методы контроля [Электронный ресурс] : методические указан я / сост. К.В. Беляев. – (Серия внутривузовских методических указаний
ибАДИ). – Электрон. дан. – Омск : СибАДИ, 2018. – URL: http://bek.sibadi.org/ cgi-bin/irbis64r plus/cgiirbis 64 ft.exe. - Режим доступа: для авторизованных пользователей.
Рассмотрена технология проведения часто используемых методов неразрушающего контроля, описана их физическая сущность.
Имеют интерактивное оглавление в виде закладок.
Предназначены для практических занятий обучающихся по направлениям подготовки бакалавриата и магистратуры «Эксплуатация транспортно-техно- логических машин и комплексов», «Наземные транспортно-технологические комплексы», специальности «Наземные транспортно-технологические средства» всех форм обучения по основам неразрушающего контроля.
Подготовлены на кафедре «Эксплуатация и сервис транспортнотехнологических машин комплексов в строительстве».
Текстовое (символьное) издание (2,3 МБ)
Системные требования: Intel, 3,4 GHz; 150 Мб; Windows XP/Vista/7; DVD-ROM; 1 Гб свободного места на жестком диске; программа для чтения pdf-файлов:
Adobe Acrobat Reader; Foxit Reader
Техническая подготовка Н.В. Кенжалинова Издание первое. Дата подписания к использованию 20.06.2018
Издательско-полиграфический комплекс СибАДИ. 644080, г. Омск, пр. Мира, 5 РИО ИПК СибАДИ. 644080, г. Омск, ул. 2-я Поселковая, 1
© ФГБОУ ВО «СибАДИ», 2018
ВВЕДЕНИЕ
Улучшение качества промышленной продукции, повышение надежности и долговечности оборудования и изделий возможно при условии совершенствования производства и внедрения системы управления качеством.
Контроль качества является самостоятельной технологической операцией, затраты на которую, например, в строительной индустрии, составляют 10…12%. Эти затраты быстро окупаются, так как применение неразрушающего контроля радикально повышает качество и надёжность конструкц й, обеспечивая при этом возможность определения
гарант рованного срока их эксплуатации. |
|
С |
|
Ш рокое пр менение неразрушающих методов контроля, не тре- |
|
бующ х |
о разцов или разрушения готовых изделий, позволяет |
избежать |
х потерь времени и материальных затрат, обеспечить |
вырезки част чнуюбольшли полную автоматизацию операций контроля при одно-
временном знач тельном повышении качества и надежности изделий. В настоящее время ни один технологический процесс получения ответственной продукц Ане внедряется в промышленность без соответствующей системы неразрушающего контроля.
Данные методические указания позволят студентам лучше усвоить основные методы неразрушающего контроля, рассмотрев практические
аспекты их применения. Д И
3
1. ДЕФЕКТЫ СВАРНЫХ СОЕДИНЕНИЙ В МЕТАЛЛОКОНСТРУКЦИЯХ
В соответствии с ГОСТ 15467–79 термин «дефект» определяют как каждое отдельное несоответствие продукции требованиям, установлен-
ным нормативной документацией. Сварные соединения металлоконструкций нефтегазопромысловой
отрасли, подъёмных сооружений и др. конструкции наиболее часто выполняют с помощью сварки. Поэтому целью занятия данного раздела является более подробное изучение классификации дефектов сварных
сборкисоед нен й пр ч н их возникновения В сварочном производстве принято разделять дефекты подготовки
здел й под сварку и сварочные дефекты [1]. Последние могут
быть наружными (дефекты формы швов) или поверхностными и внутренн ми. Внутренн е дефекты, в свою очередь, могут представлять собой л бо несплошности (макроскопические дефекты), либо дефекты структуры. В данном разделе основное внимание уделено именно контролю несплошностей, т.е. внутренних микроскопических дефектов сварных соед нен й. Однако следует иметь в виду, что дефекты подго-
этого вида при сваркеАплавлением: неправильный угол скоса кромок в швах с V-, U-, и X-образной разделкой; слишком большое или малое
товки и |
часто приводят к появлению собственно сварочных де- |
фектов, |
сборкипоэтому подготовку изделий к сварке необходимо тщательно |
контролировать. |
|
Дефекты подготовки и с орки. Наиболее характерные дефекты |
|
|
Д |
притупление по длине стыкуемых кромок; непостоянство зазора между кромками; несовпадение стыкуемых плоскостей кромок; расслоения и
загрязнения на кромках и т.п. |
И |
Причинами подобных дефектов могут быть неисправности станков для изготовления заготовок и приспособлений для сборки; недоброкачественность исходных материалов; ошибки в чертежах, а также низкая квалификация и культура труда работников.
Правильность сборки контролируют внешним осмотром и промерами при помощи шаблонов и инструментов [1].
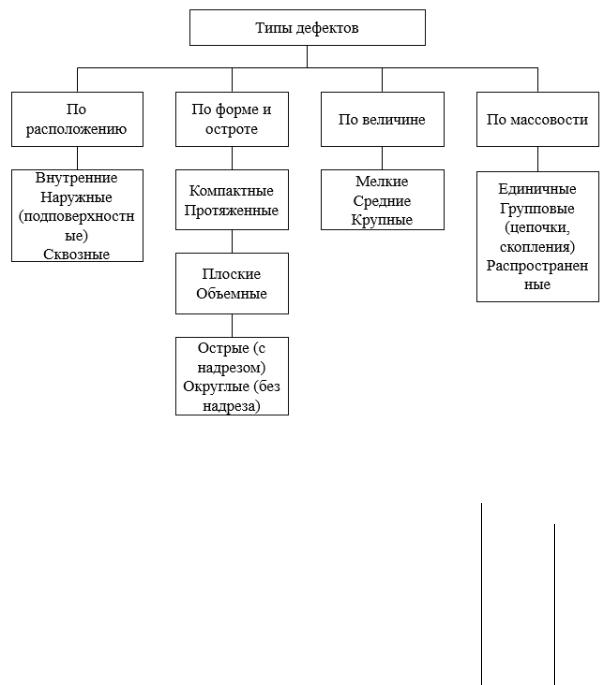
Классификация дефектов по их типам и видам. Наиболее об-
щая классификация сварочных дефектов – по их типам, которые будем связывать в дальнейшем с геометрическими признаками и массовостью дефектов (схема 1.1).
Важна также классификация по природе дефектов, относящихся к тому или иному способу сварки. Будем считать, что природа дефекта определяет его вид и род. Для стыковых стальных соединений, выпол-
4
ненных сваркой плавлением, обычно устанавливают шесть видов дефектов. В табл. 1.1 приведена их классификация.
С |
|
|
|
|
|
|
|
|
|
|
и |
|
|
|
|
|
|
|
|||
|
бА |
|
|
|
|
|||||
|
Рис. 1.1. Классификация дефектов по их типам и видам |
|
|
|
||||||
|
|
|
|
|
|
|
|
Таблица 1.1 |
||
|
Классификация видов дефектов по технологическому признаку |
|||||||||
|
Наименование вида |
Обозначения |
Наименование |
Обозначения |
|
|||||
|
по РС |
|
|
по |
по РС |
по |
|
|||
|
дефектов |
|
|
вида дефектов |
|
|||||
|
СЭВ |
|
ГОСТ |
СЭВ |
|
ГОСТ |
|
|||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
И |
|
|||
|
Газовые включения |
|
|
|
|
Непровары ………. |
D |
|
H |
|
|
(поры) ………. |
А |
|
П |
|
Трещины ………… |
E |
|
T |
|
|
Твердые включения |
В |
|
Ш |
|
Неправильная форма |
|
|
|
|
|
(шлаки, металлы) |
|
|
|
|
и прочие дефекты |
|
|
|
|
|
|
|
|
|
……………. |
F |
|
- |
|
|
|
Несплавления …... |
С |
|
Н |
|
|
|
|||
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
||
Наружные дефекты. Форма и размеры швов обычно зависят от толщины свариваемого материала. Их задают техническими условиями и указывают на чертежах. При сварке плавлением, как правило, регламентируют: ширину шва b; высоту усиления шва h и проплава h1 (рис. 1.2, а). Для тавровых и нахлесточных соединений регламентируют катет шва k и высоту рабочего сечения h (рис. 1.2, б).
5