Материал: 10
10.3Перевезення металів і металопродукції
10.3.1Умови зберігання та перевезення металів і металопродукції
Метали і металовироби поділяють на чорні (чавун, прокат, труби, рейки тощо) і кольорові, їх зберігають на відкритих площадках і в критих складах відповідно до сортів, марок, розмірів та профілів (у штабелях або на стелажах).
На відкритих площадках, обладнаних мостовими кранами (рис. 10.21), зберігають прокат чорних металів великих профілів і розмірів, зокрема балки і швелери, сортову і товстолистову сталь, рейки, сталеві труби великого діаметра, чавунні труби, чавун, деякі феросплави. Під навісами зберігають сортову конструкційну сталь, тонколистову сталь, сталеві труби малого діаметра, сталеві канати, сталевий дріт і деякі інші види металів та вироби з них.
Рис. 10.21 Відкрита площадка для зберігання металів і металопрокату, обладнана мостовими кранами: а – поперечний перетин; б – план
У критих складах зберігають сортову і листову нержавіючу сталь, інструментальну та інші високолеговані якісні дорогі сталі, покрівельну сталь, чорну жерсть, листову оцинковану сталь, усі види металевих виробів і феросплави, які дорого коштують, усі види сировини, прокату і сплавів кольорових металів. При зберіганні та складській переробці металів повинна забезпечуватися якісна і кількісна цілісність, у тому числі їх захисту від корозії.
На вантажних районах станцій для металів і металопродукції можуть виділятися спеціалізовані площадки, які оснащуються козловими кранами
вантажопідйомністю 1,0т, дизель-електричними кранами на залізничному ходу вантажопідйомністю 16т, автокранами та автонавантажувачами.
Для перевантаження металевих злитків, стружки і дрібного металобрухту використовують захватно-підйомні електромагніти, для злитків – автоматичні лещатовидні захвати, для рулонів листової сталі – напівавтоматичні захвати, для труб – спеціальні захвати у вигляді поворотних гаків, змонтованих на траверсі та інші захватні пристрої. Електромагнітні захвати обладнуються захисними підхватами, які утримують вантаж від падіння у випадку раптової перерви у подачі електроенергії.
У критих складах для перевантаження і складування металопродукції застосовують крани-штабелери мостового і стелажного типів.
Для перевезення чорних металів і виробів із них використовується в основному відкритий рухомий склад, кольорових металів – криті вагони та контейнери.
Метали і металопродукція перевозяться як в упакованому, так і в неупакованому вигляді. Без упаковування перевозять злитки, заготовки, сталь у рулонах, рейки та інші великі сортаменти, в упакованому і пакетованому вигляді – сортовий прокат профілем до 180мм, листовий товщиною до 10мм, труби діаметром до 160мм, а також інші дрібні сортаменти прокату чорних і кольорових металів.
Із металів формують пачки або пакети масою до 5т. Для обв’язування пачок листової і сортової сталі застосовують сталеву стрічку та дріт. Пачки довжиною до 6м обв’язують не менше ніж у двох місцях. Сортову сталь і сортаменти фасонного профілю рекомендується формувати в пачки з круглим перерізом за допомогою несучих багатооборотних стяжок, виготовлених із ланцюга з верхнім замком для затягування. Листову і стрічкову сталь пакетують у пачки, які міцно обв’язують уздовж і поперек металевими стрічками.
Пачки масою 5-25т із листового і сортового прокату формують відповідно до замовлень споживачів.
10.3.2 Розміщення і кріплення металів, металопродукції та металобрухту у вагонах
Технічними умовами (глава 3) встановлюються способи розміщення і кріплення на відкритому рухомому складі сортового і листового металу різних профілів, металевих злитків, блюмсів, слябів, труб, інших видів металопродукції та металобрухту.
При завантаженні у напіввагони метал укладають на поперечні дерев’яні підкладки з дощок (або обаполів) перерізом 40x100мм і довжиною, рівною внутрішній ширині напіввагона. Підкладки розміщують на поперечних балках його рами. Люкові закидки фіксують сектором і ув’язують дротом діаметром 4мм в один оберт, кінці дроту закручують трьома витками і загинають у бік рами напіввагона.
При завантаженні металу на платформи з закритими торцевими бортами борти огороджують двома парами торцевих стояків. На платформах, торцеві
борти яких обладнані клиновими запорами, дозволяється не встановлювати торцевих стояків. При навантаженні металу в межах висоти бокових бортів платформ, не обладнаних клиновими запорами, протилежні секції бокових бортів ув’язують між собою дротом діаметром не менше 6мм у 5 ниток у трьох місцях за ув’язочні гаки бокових бортів або укріплюють боковими стояками.
Якщо навантаження перевищує висоту торцевих бортів, то борти платформи нарощують дошками щільно одна до одної товщиною не менше 35мм, які прибиваються цвяхами з внутрішніх боків впритул до торцевих стояків.
Сортова прокатна сталь (сталь штабова, круг, шестигранник, швелер, арматурно-періодичний профіль тощо) перевозиться в пачках. Кожну пачку ув’язують двома нитками дроту діаметром 6мм у двох-трьох місцях у залежності від профілю і довжини одиниць сортової сталі.
Сортовий метал довжиною до 6,5м (профіль до 180мм) розміщують на платформі двома і більше штабелями вздовж вагона і огороджують при наявності бортів із поздовжніми гофрами і клиновими запорами двома способами:
•установленням із кожного боку двох коротких стояків на кожну секцію
борта;
•установленням однієї пари стояків на кожну секцію борта і ув’язуванням їх попарно п’ятьма нитками дроту діаметром 6мм (рис. 10.22).
При навантаженні такого ж сортового металу на платформу, борти яких мають вертикальні гофри і закидки, кріплення виконується шляхом установлення з кожного боку двох стояків, які попарно ув’язуються трьома нитками дроту діаметром 6мм.
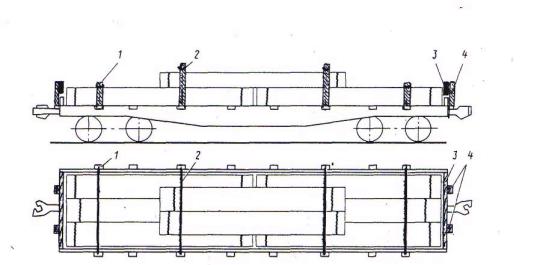
Рис. 10.22 Загальний вигляд платформи, завантаженої сортовим металом у два яруси (два нижніх і один верхній штабелі): 1 – бокові короткі стояки; 2 –
дротяна ув’язка стояків; 3 – дошки торцеві огорожі; 4 – торцеві короткі стояки
Пачки сортового металу довжиною від 6,5 до13м (профілю до 180мм) укладають на платформі одним-двома штабелями. При цьому на кожну секцію борта встановлюється одна пара стояків, які між собою ув’язуються п’ятьма нитками дроту діаметром 6мм.
Пачки листового металу в залежності від розмірів розміщують уздовж або поперек платформи в один і більше ярусів по висоті, щоби навантаження на візки вагонів розподілялося рівномірно.
У главі 3 Технічних умов також приводяться способи розміщення і кріплення різних металевих заготовок, слябів, злитків, блюмсів, рулонів (стрічковий метал), бандажів і суцільнокатаних коліс, прокатних валків, колісних пар тощо.
Рейки довжиною до 12,5м включно перевозять на чотиривісних платформах. На підлогу укладають три поперечні підкладки з дощок або обаполів товщиною не менше 25мм, шириною не менше 100мм і довжиною, що дорівнює ширині платформи: дві над шворневими балками, а третю посередині платформи. Перший ряд рейок розміщують на підкладках підошвами вниз. Кінці вирівнюють за болтовими отворами. Підошви повинні щільно прилягати одна до одної. У другому ряду рейки укладають підошвами догори таким чином, щоби головки не закривали перших болтових отворів нижнього ряду. Кінці рейок другого ряду вирівнюють за болтовими отворами з протилежної сторони платформи. Третій ряд укладають аналогічно першому; четвертий – другому і т.д. Між кожними двома рядами рейок укладають три прокладки довжиною, рівною загальній ширині вантажу, і перерізом не менше 25x100мм.
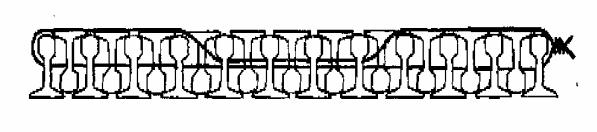
Рейки кожного ряду скріплюють між собою через болтові отвори дротом діаметром не менше 6мм двома нитками, один кінець якої в першому ряду виводять коло крайньої рейки назовні. Другий кінець після виходу з болтового отвору протилежної крайньої рейки перегинають через головки чотирьох рейок, потім пропускають у болтові отвори наступних рейок і, не доходячи чотирьох рейок до кінця, виводять наверх через головки до крайньої рейки, де зв’язують із першим кінцем (рис. 10.23). Другий ряд рейок скріплюють аналогічно до першого, причому дріт після виходу з болтових отворів повинен проходити через головки рейок під низом. Третій ряд зв’язують аналогічно до першого, четвертий – до другого і т.д. Верхній ряд рейок, якщо він непарний, ув’язують з обох кінців.
Рис. 10.23 Схема ув’язування першого ряду рейок
У чотиривісних напіввагонах рейки довжиною до 12,5м включно перевозять з одними відкритими торцевими дверима. На шкворневі балки
укладають дві підкладки довжиною, рівною ширині напіввагона, при цьому зі сторони зачинених дверей вони повинні мати переріз не менше 40x100мм, а зі сторони відкритих – 100x150мм.
Рейки довжиною 25м завантажують на зчеп, який формується з двох чотиривісних платформ.
Сталеві труби діаметром до 110мм включно перевозять пачками. При цьому посередині висоти штабеля укладають три поперечні прокладки перерізом не менше 25x80мм.
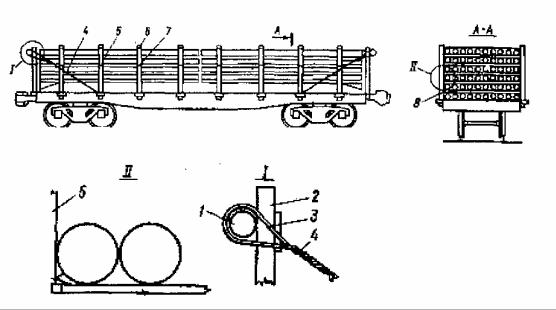
Труби діаметром від 111 до 450мм включно завантажують рядами, розділяючи між собою ряди трьома прокладками перерізом не менше 35х100мм (рис. 10.24); труби діаметром від 450 до 1220мм включно – прокладками перерізом не менше 50x150мм. Нижній ряд розміщують на підкладки такого ж перерізу. Труби укладають одну над одною так, щоби їх центри знаходилися на одній вертикалі. Кожну трубу підклинюють з обох боків. Розмір клинів повинен бути не менше 75x100x250мм. Кожний клин прибивають до підлоги або прокладок двома цвяхами довжиною не менше 150мм. Труби довжиною 24м, діаметром 1020мм розміщують на зчепі, сформованому з двох чотиривісних платформ.
Рис. 10.24 Загальний вигляд платформи, завантаженої трубами діаметром від 111 до 450мм:
1 - горизонтальна жердина; 2 - торцеві стояки; 3 - дошки торцевої огорожі; 4 - розтяжка; 5 - бокові стояки; 6 - верхня дротяна ув’язка стояків; 7 - середня дротяна
ув’язка стояків; 8 - прокладка; 9 - клини
Металобрухт приймається до перевезення після приведення його до транспортабельного стану.