Материал: Углеродные наноматериалы, производство, свойства, применение (Мищенко), 2008, c.172
Vр, м3
70
60
50
40
30
20
10
Q×10– 6, м3/c
0 |
0,2 |
0,4 |
0,6 |
0,8 |
1,0 |
1,2 |
Рис. 4.5. Зависимость объема реакционной зоны от производительности по катализатору:
– емкостной реактор; – трубчатый реактор
Экспериментально установлено [11] , что средний выход K углеродного нанопродукта при толщине слоя катализатора h = 0,001 м и времени пребывания его в реакционной зоне τ = 30 мин составляет порядка 8 гС / гkt. С учетом насыпной плотности катализатора ρ = 650 кг/м3 несложно получить производительность реактора G по готовому углеродному нанопродукту.
Учитывая, что K = (G − Gк ) / Gк , G = Gк (K +1) , Gк = Qкρ , получим |
|
G = Qкρ (K +1) . |
(4.6) |
Это означает, что с 1 м3 катализатора получается 5850 кг УНМ.
Тогда зависимость объема реакторов Vр от производительности по готовому продукту G (кг/ч) будет иллюстрироваться графиками на рис. 4.6.
Анализ представленных данных позволяет сделать следующие выводы. Хотя трубчатый и емкостной реакторы цилиндрической формы являются наиболее технологичными, с точки зрения изготовления, и обеспечивают равномерные температурные деформации материала
Vр, м3
70 |
|
|
|
|
|
60 |
|
|
|
|
|
50 |
|
|
|
|
|
40 |
|
|
|
|
|
30 |
|
|
|
|
|
20 |
|
|
|
|
|
10 |
|
|
|
|
|
0 |
|
|
|
G, кг/ч |
|
10 |
15 |
20 |
25 |
||
5 |
Рис. 4.6. Зависимость объема реакционной зоны от производительности по готовому продукту:
– емкостной реактор; |
– трубчатый реактор |
конструкции, однако с точки зрения масштабирования и создания промышленных установок с высокой производительностью более выгодным оказывается использование реакторов емкостного типа. В этом случае при высоком выходе готового продукта обеспечивается малый объем реакционной зоны, а следовательно, и габариты реактора. Например, как следует из рис. 4.6, для создания установки производительностью 15 кг/ч реакционная зона трубчатого реактора составляет около 60 м3, а для емкостного – всего 3 м3. При этом не требует доказательств преимущество вертикального исполнения емкостного реактора.
Интересен сравнительный анализ вариантов организации условий контактирования порошкообразных катализаторов с газовой фазой в процессе формирования кристаллического наноуглерода в аппаратах емкостного типа.
Альтернативой неподвижному слою катализатора является его ожиженное состояние за счет восходящих потоков углеродсодержащих газов или вибрационного воздействия [17, 18].
Способность взвешенных в потоке частиц расходиться друг от друга приводит к саморегулированию и поддержанию постоянства потери напора при изменении скорости потока. При этом значительно увеличивается поверхность контакта взаимодействующих фаз. Интенсивное перемешивание подвижных, обладающих большой объемной теплоемкостью, твердых частиц катализатора приводит к выравниванию температуры практически по всему объему даже крупногабаритного аппарата и к высоким значениям коэффициентов теплоотдачи. Это обстоятельство сильно облегчает проведение именно в ожиженном слое теплонапряженных и температурочувствительных процессов, к которым относится CVD-процесс.
Вместе с тем столкновения движущихся частиц катализатора и продуктов синтеза друг с другом и со стенками аппарата приводят к их механическому измельчению и уносу. Увеличение высоты слоя при повышении расхода газа, а также меры, предотвращающие унос мелкой фракции, требуют значительного увеличения общего объема аппарата. При этом возникает необходимость обеспечения постоянства скорости газа по сечению аппарата, так как в противном случае наблюдается проскок газовых пузырей из-за неравномерности распределения катализатора в реакционном объеме.
Однако наиболее сложная проблема организации CVD-процесса в условиях ожижения катализатора связана с тем, что в процессе синтеза УНМ на порядки изменяются объем реакционной массы (пропорционально росту кристаллического наноуглерода), а также ее физико-механические характеристики (плотность, теплоемкость, гранулометрический состав и т.д.). Этот факт требует синхронного увеличения расхода газового потока для поддержания режима ожижения, что не позволяет обеспечить стабильность технологических параметров, оптимальных с точки зрения качества УНМ, и усложняет процессы контроля и управления синтезом.
Таким образом, не ставя под сомнение потенциальную возможность использования аппаратов с ожиженным слоем катализатора для получения УНМ в больших объемах, в качестве первого шага к созданию промышленного производства представляется более целесообразным использование реакторов с неподвижным слоем катализатора.
Данное решение существенно влияет на выбор варианта организации CVD-процесса с позиций установления способа подвода сырья (катализатор + углеводород) и отвода готового продукта (УНМ). Очевидно, что организовать работу реактора в непрерывном режиме в этом случае невозможно. Что касается периодического процесса, то его реализация несомненно упрощает конструкцию реактора, но не выдерживает критики, с точки зрения достигаемой производительности.
Обеспечение периодической подачи катализатора в зону реакции и выгрузки готового продукта без разгерметизации аппарата и охлаждения реакционной зоны до предпиролизной температуры (что впоследствии было реализовано) позволило сделать выбор в пользу полунепрерывного режима организации работы реактора.
Важным, с точки зрения стабильности эндотермического процесса, является выбор способа обеспечения температурных условий синтеза УНМ. В известных конструкциях реакторов, в особенности трубчатого типа [20 – 22], используется наружный обогрев корпуса как наиболее просто реализуемый. При этом тепло от наружной стенки корпуса передается преимущественно конвективным путем к газовой среде и в меньшей степени – катализатору кондуктивным и терморадиационным путями.
Достоинством такого способа является высокая удельная (на единицу объема реакционного пространства) площадь поверхности теплообмена. Недостаток – преимущественный обогрев углеродсодержащих газов, вызывающий объемный пиролиз, провоцирующий образование сажи, загрязняющей УНМ.
В связи с вышеизложенным, внешний обогрев реактора емкостного типа представляется нерациональным. Более эффективным является размещение нагревательных элементов внутри реактора, обеспечивающее, в основном, терморадиационный теплоподвод (вследствие более высокой температуры и меньшей наружной поверхности нагревателей, чем при обогреваемом корпусе). При этом возможен преимущественный обогрев катализатора, а не газовой среды, что позволяет осуществить термический пиролиз вблизи поверхности катализатора, имеющего более высокую температуру, чем окружающая газовая среда. Эти обстоятельства способствуют снижению общих энергозатрат на получение УНМ и, как следствие, уменьшению их себестоимости.
Таким образом, согласно классификационным признакам единой номенклатуры типовых химических реакторов, установлено, что на начальном этапе перехода от лабораторных и пилотных к промышленным технологиям CVD-синтеза УНМ наиболее рациональным является использование:
−емкостных, цилиндрических аппаратов вертикального исполнения;
−неподвижного слоя мелкодисперсного сыпучего катализатора;
−полунепрерывного режима работы;
−размещения нагревательных элементов внутри реактора.
Реализуемая в реакторе технология получения углеродных наноструктурных образований поликристаллического углерода предусматривает каталитический пиролиз углеродсодержащей смеси. Диффундируя через слой мелкодисперсного катализатора, углеводород сорбируется на поверхности наноразмерных частиц металла катализатора, где протекает целый ряд последующих химических реакций, конечными продуктами которых являются углерод и водород. При достижении необходимой концентрации углерод графитизируется в форме нитевидных образований (углеродных нанотрубок).
На основании результатов экспериментов и аналитических расчетов установлены рекомендуемые параметры CVDсинтеза УНМ:
− температура 620…650 °С;
−давление – атмосферное;
−толщина слоя катализатора < 0,001 м;
−состав катализатора: Ni/Mg/Y;
−размер частиц катализатора > 0,06 мм;
−инертная среда – Ar;
−состав газовой смеси: 70 % бутана, 30 % пропана (в случае рецикла – H 2);
−расход газовой смеси – 500 л/ч;
−время процесса синтеза УНМ – до 30 мин.
В цилиндрическом реакторе емкостного типа, вертикального исполнения реализуются гетерокаталитические, эндотермические, массообменные процессы в среде инертных газов при неподвижном слое периодически загружаемого в реактор катализатора и внутреннем обогреве реакционной зоны.
Выбранный способ управления технологическим процессом – автоматическое регулирование параметрами (температура, время отдельных операций, давление) при ручном регулировании газовыми потоками (СхНу, Ar).
При определении геометрических размеров реакционной зоны (D, H) исходными данными являлись: G = 2000 кг/год – заданная производительность;
n = 5 – количество рабочих смен в неделю; n1 = 40 – количество рабочих недель;
n2 = 8 – количество циклов синтеза в смену; τсм = 8 часов – продолжительность смены; K = 10 гС / гkt – удельный выход продукта;
hк = 0,3 мм – оптимальная толщина слоя катализатора; ρ = 650 кг/м3 – насыпная плотность катализатора.
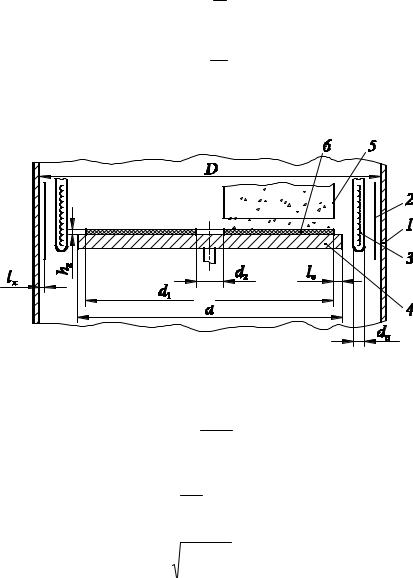
Катализатор наносился напылением на подложку (рис. 4.7), требования к которой – обеспечение минимальной деформации в режиме термоциклической нагрузки и возможность независимого перемещения (вращения) относительно корпуса реактора.
Геометрические параметры диска-подложки и реакционного пространства аппарата определили из следующей расчетной схемы:
− массовая производительность по катализатору Gк, обеспечивающая заданную производительность по готовому продукту
Gк = G ; K
− объемная производительность Qк по катализатору
Qк = Gρк ;
− требуемый объем катализатора для синтеза проектного количества УНМ
Vк = Qк nn1τсм ;
dн |
Рис. 4.7. Расчетная схема диска-подложки:
1 – корпус; 2 – экран; 3 – нагревательный элемент; 4 – диск-подложка; 5 – корпус камеры осаждения; 6 – слой катализатора
− объем единичной засыпки катализатора, исходя из проектной производительности
V = Vк ; nn1n2
− из геометрических параметров диска-подложки (рис. 4.7) объем единичной засыпки
V = πhк (d12 − d22 ). 4
Учитывая, что d1 = d – 2 lc , диаметр диска определяли по выражению
d = |
4V |
+ d 22 + 2lc . |
|
||
|
πhк |
|
Далее из конструктивных соображений с учетом параметров размещения диска-подложки внутри цилиндрического корпуса (d2 = 50 мм, lс = 50 мм, dн = 50 мм, d2 = 50 мм, lк = 15 мм) определяли диаметр диска-подложки d и внутренний диаметр реактора D. Для проектной производительности 2000 кг/год эти значения составили d = 1000 мм, D = = 1300 мм.
Высоту реакционной зоны Н, а следовательно, и ее объем устанавливали конструктивно, исходя из габаритов и рекомендуемого количества кварцевых нагревателей расчетной мощности, а также высоты диффузорной части газораспределителя. Установленные расчетные размеры использовались как исходные при проектировании опытно-промышленного реактора.
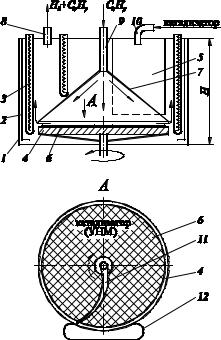
На рис. 4.8 показана схема реактора с указанием внутренних устройств. Позиции 1 – 6 см. на рис. 4.7.
Назначение элементов внутренних устройств реактора следующее:
2 – теплозащитные экраны, установленные на корпусе напротив нагревательных элементов, служат для устранения перегрева корпуса и достижения равномерности распределения температурных полей;
7 – газораспределитель, выполненный в виде усеченного конуса с основанием, имеющим диаметр, соответствующий диаметру диска-подложки. В диффузорную часть данного элемента подводится патрубок подачи углеводородов. Такая форма газораспределителя позволяет обеспечить:
−предварительный подогрев газов;
−равномерное распределение газа по сечению аппарата;
−устранить турбулентность потока газа и, как следствие, устранить возможность нарушения насыпного слоя катализатора и его унос;
|
Рис. 4.8. Схема реактора: |
|
1 – 6 (см. рис. 4.7); 7 – газораспределитель; 8 – штуцер отвода |
|
продуктов пиролиза; 9 – штуцер подвода углеродсодержащих газов; |
|
10 – распылитель катализатора; 11 – скребок; 12 – сборник продукта |
8 – |
штуцер присоединения магистрали для отвода продуктов пиролиза или рециркуляционного трубопровода; |
9 – |
штуцер подвода углеродсодержащего сырья; |
10 – |
распылитель катализатора, выполненный в виде перевернутого стакана с сечением в форме сектора (угол 45о); |
11 – скребок, служащий для выгрузки синтезируемого наноуглерода. Имеет расчетную кривизну рабочей поверхности, обеспечивающую оптимальное движение УНМ в сторону сборника готового материала;
12 – сборник готового материала, снабженный штуцером подачи в него инертного газа и системой охлаждения. Работа реактора включает в себя следующие стадии:
1)продувка инертным газом (Ar);
2)напыление катализатора 6, сопровождаемое поворотом диска-подложки 4 на угол 315о;
3) нагрев реакционной зоны до температуры 630…650 °С нагревателями 3;
4)подача углеродсодержащей газовой смеси через штуцер 9;
5)пиролиз углеводорода, сопровождаемый синтезом УНМ (30 мин);
6)выгрузка готового материала с помощью скребка 11 при вращении диска-подложки 4 без разгерметизации аппарата. Далее повторение цикла при выполнении п. 2, 4, 5, 6.
Таким образом, в реакторе реализуется полунепрерывный режим работы. Количество последовательно выполненных
циклов синтеза ограничивается только объемом бункера (если его периодическая выгрузка не предусмотрена) и лимитируется необходимостью периодической профилактики всех систем аппарата (очистка реакционной зоны, продувка магистралей и запорной арматуры и т.д.), которая оговаривается в технологическом регламенте эксплуатации реактора.
На рис. 4.9. представлено фото опытно-промышленного реактора производительностью 2000 кг / год, сконструированного на основе вышеизложенной методики расчета основных технологических и конструктивных параметров.
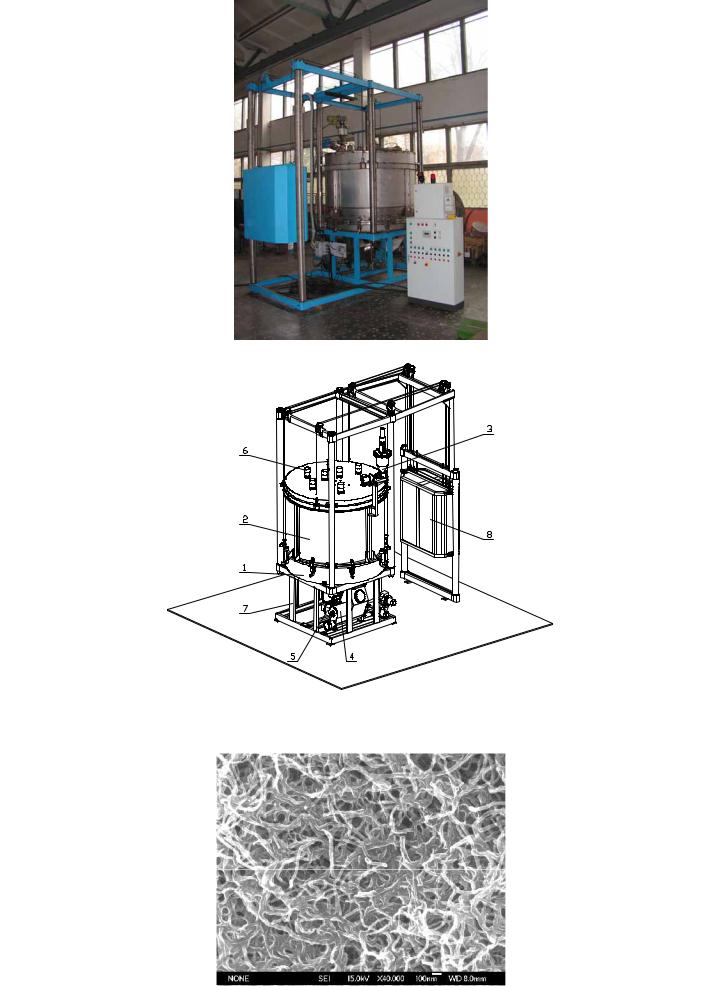
Рис. 4.9. Аппарат для каталитического пиролиза
Рис. 4.9. Продолжение
Рис. 4.10. Микрофотография УНМ, полученных в промышленном реакторе (СЭМ)
4.1. Характеристики УНМ