Материал: Тяговый расчёт рыхлителя
Изготовление лент с выступами производится с помощью специальных пресс-форм. Выступы формируются и вулканизируются одновременное рабочей обкладкой ленты. Такой способ изготовления делает всю конвейерную ленту максимально однородной и прочной. На конвейерах небольшой длины рекомендуется производить крепление выступов холодным способом вулканизации.
В настоящее время во ВНИИПТ разработаны конструкции
лент с выступами (рис. 2.3) шириной 400; 500; 650; 800; 1000 и 1200 мы.
Конструктивную основу представляет обычная стандартная лента (ГОСТ 20-76), на
рабочей поверхности которой методом горячей вулканизации в пресс-форме сделаны
выступы высотой 8-10 мм.
Рисунок. 2.4 Конвейерные ленты с выступами
Для увеличения угла подъема конвейера до 60-70 применяются конвейерные ленты с перегородками - поперечными выступами самых разнообразных конструкций. В отличие от установок с рифленой лентой конвейеры, имеющие ленту с перегородками высотой 50-300 мм, могут работать под углом наклона, превышающим угол естественного откоса транспортируемых насыпных грузов. Ленты с перегородками подразделяются на плоские, угловые и лотковые.
Имея различное конструктивное исполнение, поперечные перегородки на ленте в основном служат одной цели - препятствовать проскальзыванию и скатыванию транспортируемых грузов по поверхности ленты при углах наклона конвейера, превышающих угол трения груза о ленту.
Основными недостатками таких лент являются сложная технология их изготовления, высокая себестоимость, сложность очистки от прилипших частиц транспортируемого материала, возможность использования только на конвейерах с однобарабанным приводом, сложность конструкций опорных роликов для обратной ветви ленты, трудность транспортирования ленты к месту монтажа, невозможность замены несъемных перегородок при их повреждении и нарушение целостности ленты механическим креплением перегородок. Кроме того, в отдельных конструкциях перегородки создают дополнительные напряжения в ленте, вызываемые увеличением поперечной жесткости, и препятствуют созданию желобчатости.
Применение конвейеров с лентами, оснащенными бортами и перегородками, позволяет увеличить угол подъема и производительность конвейера за счет увеличения сечения транспортируемого материала.
На строительных работах применяется ленточный конвейер, обеспечивающий подачу гравия, песка и цемента в бетономешалку с подъемом под углом 70°.
Конвейер имеет ленту с перегородками и гофрированными
бортами. Расстояние между осями барабанов 16 м, скорость ленты 1,5 м/с.
Приводной барабан диаметром 320 мм приводится во вращение двигателем мощностью
3,5 кВт. Рама конвейера сварная, натяжной механизм винтового типа. Ролики
диаметром 70 мм установлены с шагом 900 мм. Высота выступов составляет 80 мм.
2.5 ЛЕНТОЧНО-ЦЕПНЫЕ КОНВЕЙЕРЫ
В ленточно-цепных конвейерах вместо дорогой многослойной ленты применяется сравнительно дешевая бельтинговая с двумя-тремя прокладками, используются промежуточные приводы, а груз транспортируется по сложной пространственной трассе.
По количеству цепей различают одно- и двухцепные крутонаклонные ленточно-цепные конвейеры; по способу соединения ленты с цепью - конвейеры с фрикционной и жесткой связью; по типу ходовых элементов - конвейеры с ходовыми и стационарными роликами; по относительному расположению контуров ленты и цепи - с внутренним и внешним расположением.
В качестве тягового элемента в ленточно-цепных крутонаклонных конвейерах находят применение как стандартные пластинчатые, сварные, роликовые, так и специальные цепи,
Наиболее простыми являются одноцепные крутонаклонные
конвейеры. В конвейерах (рис. 7) перегородки 4, попарно смонтированные на цепи
3, охватывают ленту 2 по ее продольной оси. В дополнение к основному конвейеру
эта конструкция предусматривает приводную звездочку 5, натяжную звездочку 1 и
цепь с перегородками, синхронно движущимися с лентой.
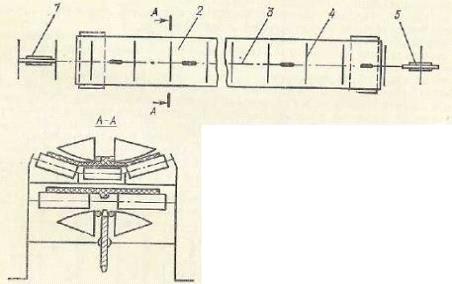
Рис. 2.5 Ленточно-цепной конвейер
2.6 ДВУХЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
Увеличение угла наклона ленточного конвейера обычной
конструкции может быть достигнуто при помощи второй ленты, которая проходя
параллельно несущей ветви рабочей ленты, создает необходимое давление на груз,
увеличивая его сцепление с лентой (рис. 2.6).
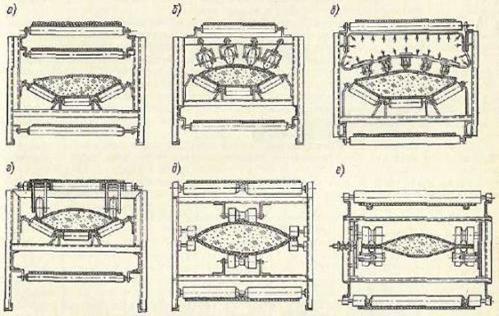
Рисунок. 2.6. Двухленточные конвейеры
Существуют самые различные конструкции таких конвейеров. В зависимости от устройства лент и прижимных приспособлений эти конвейеры способны транспортировать грузы с одного уровня на другой с большим углом наклона.
К достоинствам двухленточных конвейеров следует отнести возможность транспортирования материала под углом до 90°, высокую скорость движения, достигающую 6 м/с, независимость производительности от угла наклона и возможность. Герметичного транспортирования насыпных грузов, что имеет особое значение при перемещении пылящих и ядовитых материалов. Недостатками двухленточных конвейеров являются их значительная конструктивная сложность, повышенный износ лент, большой расход энергии.
Искусственное увеличение нормального давления груза на рабочее полотно достигается применением прижимных элементов. В качестве прижимных элементов может быть использована либо специальная лента, собранная из кольцевых цепей (рис, 2.6, а), либо обычная прорезиненная, прижимаемая батареями подвижно укрепленных пневматических роликов (рис. 2.6, б, г), расположенных на некотором расстоянии друг от Друга, а также с помощью пневматических (рис. 2.6, в) и магнитных устройств. Первый тип прижимных лент более приемлем для грузов, включающих крупные куски, а второй - для однородных мелкокусковых грузов, ложащихся на ленту относительно ровным слоем.
Крутонаклонные и вертикальные двух ленточные конвейеры, оснащенные поролоновыми обкладками, широко применяют при транспортировании хрупких малогабаритных грузов (изделия из стекла, хрусталя, яйца и т. п.).
Для повышения производительности конвейера, улучшения центрирования лент и предотвращения высыпания материала грузовая и прижимная ленты с нерабочей стороны по краям имеют продольные клинообразные выступы, входящие в канавки, выполненные в катках (рис. 2.6, д, e).
Крутонаклонные конвейеры с прижимной лентой успешно
эксплуатируются на предприятиях связи и торговли для транспортирования посылок,
пакетов, ящиков, коробок н т. п. Эти конвейеры выполнены па базе типовых узлов
серийно выпускаемых стационарных ленточных транспортеров. Их производительность
составляет свыше 200 единиц грузов в час, а угол наклона:40-90°.
2.7 ТРУБЧАТЫЕ И ПОДВЕСНЫЕ ЛЕНТОЧНЫЕ КОНВЕЙЕРЫ
Применение в конвейерах трубчатой ленты позволяет значительно увеличить угол подъема по сравнению с конвейерами, имеющими желобчатую ленту. Принцип работы трубчатых конвейеров, основанный на увеличении давления между грузами и лентой, заключается в том, что непрерывно подаваемый на плоскую часть ленты насыпной груз увлекается ею и обжимается при сворачивании ленты в трубу. Достоинствами конвейеров с трубчатой лентой являются герметичность перемещения груза, простота конструкции и высокие скорости транспортирования. Эти достоинства обусловили появление большого количества разнообразных конструкций конвейеров с трубчатой лентой. Существуют самые различные конструкции соединения краев лент в трубу: клиновые, типа застежки «молния», магнитные, а также ролики и обжимные оболочки.
Применение герметизированных конвейеров трубчатого
типа позволяет значительно улучшить условия труда, сохранность материала и
снизить затраты, связанные с транспортированием пылевидных грузов в химической,
огнеупорной и других отраслях промышленности.
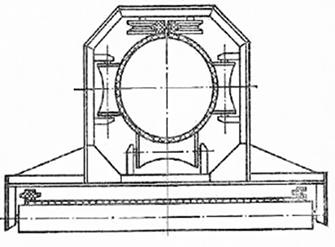
Рисунок 2.7 - Трубчатый конвейер
На рис. 2.7, показано поперечное сечение рабочей ветви трубчатого конвейера, имеющего специальную ленту с продольными выступами, взаимодействующими с роликами при ее смыкании в трубу.
Для уменьшения сопротивления движению ленты предложены
схемы конвейеров, у которых поддерживающим элементом для участка ленты,
заключенного в трубу, служит воздушная прослойка. В некоторых конструктивных
схемах крутонаклонных конвейеров трубчатая форма придается ленте подвижными
роликоопорами, обеспечивающими обжатие ленты и надежную работу конвейера при
его переменной загрузке.
2.8 ПЛАСТИНЧАТЫЕ КОНВЕЙЕРЫ
Пластинчатый конвейер служит для непрерывного транспортирования насыпных и штучных грузов по трассе, расположенной в вертикальной плоскости или (при специальном исполнении) в пространстве. Тяговым элементом конвейера является одна или две цепи, грузонесущим - жесткий металлический или, реже, деревянный, пластмассовый, резинотканевый настил (полотно), состоящий из отдельных пластин (поэтому конвейер называется пластинчатым), движущийся по направляющим путям. Действие динамических нагрузок на тяговые цепи ограничивает скорость их движения обычно до 1,25 м/с, однако при использовании цепи конвейер может иметь увеличенную длину при больших линейных нагрузках как с одним, так и с несколькими приводами; крутые перегибы по сравнительно небольшим радиусам с повышенным углом наклона.
По конструкции настила, тяговой цепи и расположению
трассы различают пластинчатые вертикально замкнутые конвейеры общего назначения
(основной тип) и изгибающиеся конвейеры с пространственной трассой. К
специальным пластинчатым конвейерам относят разливочные машины для транспортирования
и охлаждения жидкого металла, эскалаторы, пассажирские конвейеры и конвейеры с
настилом сложного профиля.
3. ТЯГОВЫЙ РАСЧЕТ РЫХЛИТЕЛЯ
Тяговый расчет дорожно-строительных машин, в том числе и рыхли гелей,
включает в себя три этапа: определение отдельных сопротивлений  , действующих на машину; определение
суммарной силы сопротивления
, действующих на машину; определение
суммарной силы сопротивления  и определение потребной мощности двигателя базовой машины
и определение потребной мощности двигателя базовой машины  и условий движения при работе в
заданных условиях.
и условий движения при работе в
заданных условиях.
Сопротивление грунта рыхлению  определяется по формуле:
определяется по формуле:
где: - удельное сопротивление грунта рыхлению, Н/м2 (табл.3);
- удельное сопротивление грунта рыхлению, Н/м2 (табл.3);
 - заданная глубина рыхления, м (задание);
- заданная глубина рыхления, м (задание);
 - коэффициент неполноты рыхления (
- коэффициент неполноты рыхления ( =0,75);
=0,75);
 - ширина полосы рыхления, м.
- ширина полосы рыхления, м.

Ширина полосы рыхления рассчитывается по формуле:

где: - коэффициент перекрытия (
- коэффициент перекрытия ( =0,75); - ширина наконечника,
принимается конструктивно, м (табл.3.1);
=0,75); - ширина наконечника,
принимается конструктивно, м (табл.3.1);
 - эффективная глубина рыхления, м (hэф=hp);
- эффективная глубина рыхления, м (hэф=hp);
θ - угол скола (15); - шаг зубьев, м, принимается конструктивно или из задания;- число зубьев.

Сопротивление перемещению трактора с рыхлителем  определяется по формуле:
определяется по формуле:
где: - вес машины вес машины, Н, определяется по формуле (3.4);
- вес машины вес машины, Н, определяется по формуле (3.4);
f - удельное сопротивление перемещению машины с рыхлителем; для гусеничных машин f=0,12;
 - сопротивление от уклона местности (из задания).
- сопротивление от уклона местности (из задания).

Вес машины определяется по формуле:
где:  - соответственно вес базовой машины, рыхлительного и
бульдозерного оборудования Н. (задание и техническая характеристика базовой
машины).
- соответственно вес базовой машины, рыхлительного и
бульдозерного оборудования Н. (задание и техническая характеристика базовой
машины).

Сопротивление перемещению призмы волочения перед стойками рыхлительной
навески определяется по формуле:
определяется по формуле:
где: - вес призмы волочения, Н (формула 6);
- вес призмы волочения, Н (формула 6);
 - коэффициент трения грунта по грунту;
- коэффициент трения грунта по грунту; =О,7.
=О,7.

Вес призмы волочения перед стойками рыхлителя определяется по формуле:
где: Н - высота призмы, м, принимается равной параметру к (табл.2);
 коэффициент призмы, учитывающий вид грунта и соотношение Н/b.
Его значение лежит в пределах 1. Меньшее значение для глинистых грунтов,
большее - для песчаных;
коэффициент призмы, учитывающий вид грунта и соотношение Н/b.
Его значение лежит в пределах 1. Меньшее значение для глинистых грунтов,
большее - для песчаных;
![]() n - число зубьев навески;
n - число зубьев навески;
 - объемный вес грунта в плотном теле, Н/мЗ, (табл.3);
- объемный вес грунта в плотном теле, Н/мЗ, (табл.3);
b - ширина стойки зуба, м, принимается конструктивно.
Сопротивление трактора на повороте  по рекомендациям принимается равным
по рекомендациям принимается равным  для гусеничных машин.
для гусеничных машин.
Складывая отдельные сопротивления, возникающие при работе трактора с
рыхлительной навеской, необходимо определить суммарное сопротивление:

![]()
3.2 ОПРЕДЕЛЕНИЕ ПОТРЕБНОЙ МОЩНОСТИ ДВИГАТЕЛЯ
Определение потребной мощности двигателя необходимо для сопоставления номинальной мощности двигателя базовой машины с требуемой и степенью ее реализации в заданных условиях работы рыхлителя.
По величине суммарного сопротивления определяется потребная мощность
двигателя![]() :
:
![]()
где: - рабочая скорость машины, км/ч, определяется из
характеристики базовой машины (1-2 передача) и рекомендуемой рабочей скорости
для рыхлителя;
- рабочая скорость машины, км/ч, определяется из
характеристики базовой машины (1-2 передача) и рекомендуемой рабочей скорости
для рыхлителя;
ηтр, ηдв- соответственно. КПД силовой передачи и КПД движителя.