Материал: Трубы нефтяного сортамента
Уменьшение натяга по сравнению с расчетным при одноимен
ных отклонениях конусности равно осевой компенсации наименьше го из отклонений конусности:
L\AK = L\K/K.
Если свинчиваемые резьбы имеют разноименные отклонения по шагу, половине угла профиля и конусности, то натяг соединения
будет равен расчетному, определяемому по калибрам (без учета
отклонений элементов резьбы калибров). Для уменьшения влия
ния погрешностей шага резьбы и конусности на натяг соединения целесообразно изготовлять наружные конические резьбы с плюсо
вым отклонением конусности по среднему диаметру, а внутренние
резьбы - с отрицательным отклонением.
Проверка резьбы бурильных труб и муфт 1{\. ним
(ГОСТ 631-75 (типы 1 и 2), а также трубной резьбы замков:
(ГОСТ 5286-75)
Резьбу бурильных труб и муфт к ним и трубную резьбу замков
проверяют резьбовыми и гладкими калибрами, универсальными
оптическими измеритеJIЬНЫМИ средствами и специаJIЬНЫМИ наклад
ными приборами.
Резьбовые каJIибры по ГОСТ 10653-84 применяют для провер
ки резьбы по натягу.
Конусность резьбы по наружному диаметру каждой трубы и по внутреннему диаметру каждой муфты проверяют гладкими кони ческими калибрами (КОJIьцами и пробками ПОJIНЫМИ ИJIИ неполны ми) или специаJIЬНЫМИ приборами.
При проверке конусности резьбы трубы гладкое кольцо наде вают на поверхность резьбы трубы и прижимают к одной стороне. Между противоположной стороной резьбы трубы и кольцом обра
зуется щеJIЬ, измеряемая при помощи пластинчатого щупа по
ГОСТ 882-75 по схеме (рис. 3.12,а). Ширина щупа ДJIЯ уменьше-'
ния погрешности измерения ДОJIжна быть 4-5 мм.
При проверке конусности резьбы муфты ГJIадкий конический ка
либр-пробку вводят в резьбу муфты и прижимают к одной стороне. ЩеJIЬ, образовавшуюся между внутренним диаметром резьбы и пробкой, измеряют ПJIастинчатым щупом шириной до 4-5 мм
(рис. 3,12,б).
Натяг резьбы каждой трубы следует проверять резьбовым ка лиБРОМ-КОJIЬЦОМ (трубы типа 1 и 2).
Измерительная ПJIОСКОСТЬ калибра-кольца не ДОJIжна доходить
до торца трубы на веJIИЧИНУ Ат, равную 3/4 |
витка |
(2,4 мм) |
(рис. |
3.13) . |
|
|
|
При навинчивании калибра-КОJIьца на |
трубу |
измеритеJIьная |
|
ПJIОСКОСТЬ кольца может не доходить до торца трубы на величину |
|||
Ат ПJIЮС 3/4 витка или может совпадать с торцом трубы (Ат |
минус |
||
3/4 витка). |
|
|
|
111
f1 |
Зазор о80ИНОU |
б |
2 |
3 |
Отклонение + |
Отклонение- |
1 |
||
|
|
|
г |
Зазор |
|
(абоцной) |
||
|
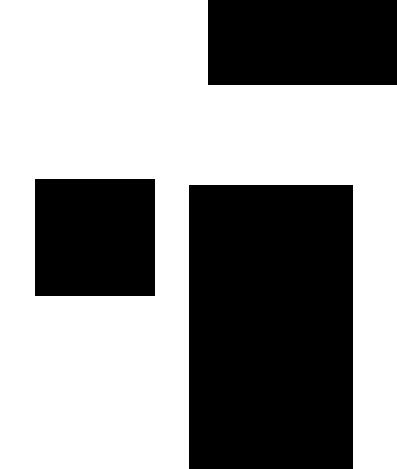
·Рис. :3.l~. t.;xeMa |
проверки |
конусности |
резьбы: |
|
|
а - по наружному |
диаметру резьбы трубы - |
гладким калибр-кольцом и |
щупом: 1 - |
труба; |
|
"-Гладкий калибр-кольцо; б - |
по внутреннему диаметру резьбы муфты - |
гладким |
калибр |
||
пробкой и щупом; |
1 - муфта; |
2 - труба; 3 - гладкий калибр-пробка |
|
|
|
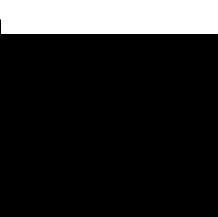
Рис. 3.13. Схема проверки резьбы бурильных труб и муфт к ним по ГОСТ 631-75
резьбовыми калибрами:
1 - измерительная плоскость калибр-проб~и; JI - измерительная плоскость калибр-кольца;
III - конец сбега резьбы (последняя |
риска на трубе); /У - основная пл<>скость; 1 - проб |
ка; :1 - муфта; 3 - труба; 4 -lOOлЬЦО |
|
При ввинчивании калибра-пробки в муфту измерительная ШIOс |
|
Кость пробки не должна |
доходить до торца муфты на величину |
Ам= 19,5 мм с допускаемыми отклонениями +2,4 мм (рис. 3.13).
В спорных случаях натяги резьб труб и муфт должны быть про
верены новыми резьбовыми калибрами (кольцами и пробками),
точность изготовления которых должна соответствовать стандар
ту на калибры.
Шаг резьбы, угол профиля, конусность по среднему диаметру
112

Рис. 3.14. Схема проверки натяга
резьбы замка для соединения с бу рильными трубами по ГОСТ 631-75:
1 - saMOK; 2 - калибр-пробка; 1 - изме
рктельная плоскость калибра-пробки
g=1lf,935
и глубину резьбы следует проверять специальными приборами или
универсальными измерительными средствами.
Натяг А фосфатированной или оцинкованной резьбы, предна
значенной для соединения замка с БУРИJIЬНЫМИ трубами, при про верке резьбовым калибром-пробкой ДОJIжен быть равен 8 мм (рис.
3.14) .
Контроль конической трапецеидальной резьбы
тт труб ВК ВН калибрами
Резьба труб типов 3 и 4 (со стаБИJIИЗИРУЮЩИМИ поясками ВК,
ВН по гост 631-75) проверяется гладким калибр-кольцом г,
резьбовым калибр-кольцом снеполным профилем (Р-Н) и резьбо
вым калибр-кольцом с полным профилем (Р-П).
ИзмеритеJIьная плоскость гладкого калибра-кольца Г должна не доходить до торца трубы ИJIИ переходить за торец не более чем
на 3,2 мм. Измерительная плоскость резьбового калибр-кольца
(Р-Н, Р-П) должна переходить за торец или не доходить до торца не более чем на 2,0 мм. Измерительная плоскость гладкого калиб ра-кольца г-с при проверке стабилизирующего пояска на трубе должна находиться на-расстоянии 96 мм от торца трубы с откло
нением +2,0 мм (рис. 3.15).
Шаг резьбы, половина угла профиля для труб всех типов, ко
нусность по среднему диаметру труб типов 1 и 2, глубина резьбы
ДJIЯ труб всех типов, конусность по наружному и внутреннему диа метру резьбы, перпендикулярность и плоскостность упорного тор ца трубы и совпадение осей резьбы и стабилизирующего пояска
для труб типов 3 и 4 проверяются изготовителем периодически.
Контроль трубной конической трапецеидальной резьбы ТТ замков ЗШК, ЗУК калибрами
Резьба ТТ замков ЗШК, ЗУК по гост 5286-75 проверяется
гладким калибр-пробкой г, резьбовым калибр-пробкой Р. Кониче-
03
7 2 131
~/~
~
.~
Рис. 3.15. Схема проверки резьбы -ТТ
калибрами труб ВК:, ВН |
(типы 3, 4) |
||||
по |
ГОСТ |
631-75: |
|
|
|
1 - труба ВК или ВН; 2 - |
резьбовые |
ка· |
|||
лиБР-lюльца с полным Р-П |
или неполным |
||||
Р-Н профилем; 3 - глад:ыий |
калибр-коль |
||||
цо |
Г; 4 - |
гладкий |
калибр-ыольцо |
г-c~ |
|
1 - |
и~мерительная |
плоскость |
|
||
ская расточка проверяется гладким калибр-пробкой г-с. Конус
ность резьбы ТТ по внутреннему диаметру, а также конической
расточки ниппелей и муфт замков ЗШК, ЗУК проверяется рабочи
ми гладкими коническими калибр-пробками с применением плас
тинчатого щупа: 4 мм для замков ЗШК-178 и 3 мм - |
для остальных. |
Шаг резьбы, половина угла профиля, BbICOTi |
профиля, конус |
носТь по нару:ж:ному диаметру проверяются с помощью универсаль
ных измерительных· средств или специальных приборов.
Соосность резьб, соответствующих выточек и расточки проверя
ют универсальными измерительными средствами.
Перед проверкой натяга всех резьб с поверхности резьбы нип пелей и муфт должны быть удалены заусенцы или другие шерохо ватости. Калибры и изделия должны быть тщательно очищены, и на поверхность резьбы должен быть нанесен тонкий слой жидкого масла. Резьбовые калибры следует навинчивать на резьбу до от
каза усилием |
одного человека с применением рычага длиной |
150 мм. |
__ |
При контроле натяга hr резьбы ТТ замков ЗУК-108, ЗШК-118, ЗУК120 и ЗШК-133 измерительная плоскость любой рабочей глад
кой калибр-пробки должна находиться на расстоянии 54+1,6 мм от
торца детали |
замка, у остальных размеров замков - |
на рассто |
янии 62+ 1,6 |
мм (рис. 3.16,а) соответственно hp =42+ 1,6 мм и |
|
50+1,6 мм - |
при контроле резьбовой калибр-пробкой |
(рис. 3.16,6). |
При контроле диаметра в расчетной плоскости конической рас точки замков ЗУК-I08 и ЗШК-118 измерительная плоскость рабо-
114

~
Ось реаыУы
Рис. 3.16. Схема проверки трубной резьбы ТТ замков ЗУК и ЗШR по ГОСТ 5286-75 гладкими и резьбовыми калибр-пробками:
1 - ниппель (муфта); 2 - гладкий калибр-пробка Г; 3 - резьбовой ка.1ибр-пробка Р; 1 -
измерительный торец; 11 - измерительная плоскость
1 2 1,6, I 1.,
""""'''''''''''''''''''''',,"",?77::'771 I |
1 |
|
Л |
~
ОСЬ резьбы
Рис. 3.17. Схема проверки конической расточки замков ЗУR и ЗШR по ГОСТ
5286-75:
а - для замков ЗУI(-,!О8 и ЗШI(-!!8; 6 - для остальных замков; 1 - ннппель (муфта); 2 - гладкий калибр-пробка Г-С; 1 - измеритель!!ый торец; Jl - измерительная плоскость
чей калибр-пробки должна совпадать с торцом детали замка. Пре дельные отклонения натяга + 1,6 мм. Для остальных замков изме
рительная плоскость должна совпадать с торцом детали замка или
не доходить до торца на 3,2 мм (рис. 3.17).
Контроль резьбы ТТ утяжеленных труб - УБТСЗ переводников,
ведущих бурильных труб ТВКЛ и УБТСЗ
Натяг фосфатированной резьбы ТТ должны проверять резьбо вой и гладкой калибр-пробками.
Измерительная плоскость любой рабочей резьбовой калибр
пробки должна заходить за торец детали замка на величину hp
(см. рис. 3.16,б), равную (мм):
116+ 1,6 - для замков УБТСЗ-146;
135+ 1,6 - » |
» |
УБТСЗ-178; |
150±1,6 - » |
» |
УБТСЗ-203; |
115