Материал: ТКМ ответы на Экзамен
Плазменной струей можно сваривать стыковые и угловые швы. Стыковые соединения на металле толщиной до 2 мм можно сваривать с отбортовкой кромок, при толщине свыше 10 мм рекомендуется делать скос кромок. В случае необходимости используют дополнительный металл. Для сварки металла толщиной до 1 мм успешно используют микроплазменную сварку струей косвенного действия, в которой сила сварочного тока равна 0,1—10 А.
11. Термическая резка металла – это способ раскроя металла путем его проплавления по заданной линии реза. Выделяют два основных вида термической резки – кислородную (газовую) и плазменную.
Газовая резка металла. Одним из старейших методов термической резки металла является резка газом. Ее также часто называют кислородной или автогенной. Газовая резка металла осуществляется резаками за счет режущего газа направленного действия. Резаки могут быть как ручными, что часто используется для резки в труднодоступных местах, так и автоматическими, установленными на сложные станки с числовым программным управлением (ЧПУ).
Основными преимуществами газовой резки является низкая стоимость и возможность раскроя металла толщиной до 500 мм. Недостатком такого вида резки металла является относительно низкое качество кромки реза по сравнению с другими способами резки. Есть и ряд ограничений: газовой резке не поддаются углеродистые, нержавеющие, высоколегированные стали, чугун, медь, алюминий и его сплавы, а также тонкостенные прокаты. Из-за большой зоны теплового воздействия тонкие изделия получают большие термические деформации.
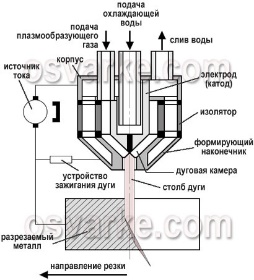
Плазменная резка. Основным инструментом для осуществления воздушно-плазменной резки является плазмотрон. Он генерирует дугу, теплота которой расплавляет металл в месте реза, а высокоскоростной плазменный поток удаляет расплавленный металл. Плазмотрон может быть установлен на портальную установку, где его движением управляет ЧПУ, что позволяет осуществлять раскрой металла по фигурной линии реза.
Среди преимуществ можно выделить возможность резки любого токопроводящего материала, высокую скорость и более качественную кромку реза по сравнению с газовой резкой. Главным недостатком является ограничение толщины разрезаемого материала. Максимально допустимая толщина даже у самых мощных аппаратов не превышает 80-100 мм.
10. Газовая сварка:
При сварке место соединения нагревают до расплавления высокотемпературным газовым пламенем. При нагреве газосварочным пламенем кромки свариваемых заготовок расплавляются, а зазор между ними заполняется присадочным металлом, который вводят в пламя горелки извне. Газовое пламя получают при сгорании горючего газа в атмосфере технически чистого кислорода.
В практике применяют два способа сварки - правый и левый (см. рис.8) При правом способе сварку ведут слева на право, сварочное пламя направляют на сваренный участок шва, а присадочную проволоку перемещают вслед за горелкой. Так как при правом способе пламя направлено на сваренный шов, то обеспечивается лучшая защита сварочной ванны от кислорода и азота воздуха, большая глубина плавления, замедленное охлаждение металла шва в процессе кристаллизации. Теплота пламени рассеивается меньше, чем при левом способе, поэтому угол разделки кромок делается не 90 , а 60-70, что уменьшает количество наплавленного металла и коробление. При правом способе производительность на 20-25 %выше, а расход газов на 15-20 % меньше, чем при левом. Правый способ целесообразно применять при сварке металла толщиной боле 5 мм и металлов с большой теплопроводностью.
При левом способе сварку ведут справа налево, сварочное пламя направляют на ещё не сваренные кромки металла, а присадочную проволоку перемещают впереди пламени. При левом способе сварщик хорошо видит свариваемый металл, поэтому внешний вид шва лучше, чем при правом способе; предварительный подогрев кромок свариваемого металла обеспечивает хорошее перемешивание сварочной ванны. Благодаря этим свойствам левый способ наиболее распространён и применяется для сварки тонколистовых материалов и легкоплавких металлов.
Кислородный баллон представляет собой стальной цилиндр со сферическим днищем и горловиной для крепления запорного вентиля. На нижнюю часть баллона насаживается башмак, позволяющий ставить баллон вертикально. На горловине имеется кольцо с резьбой для навертывания защитного колпака. Средняя жидкостная вместимость баллона 40 дм3. При давлении 15 МПа он вмещает ~ 6000дм3 кислорода.
Ацетиленовые баллоны окрашивают в белый цвет и делают на них надпись красной краской “Ацетилен”. Их конструкция аналогична конструкции кислородных баллонов. Давление ацетилена в баллоне 1,5 МПа. В баллоне находится пористая масса (активизированный уголь) и ацетон. Растворения ацетилена в ацетоне позволяет поместить в малом объеме большое количество ацетилена. Растворенный в ацетоне ацетилен пропитывает пористую массу и становится безопасным.
При газовой сварке заготовки нагреваются более плавно, чем при дуговой; это и определяет основные области ее применения: для сварки металлов малой толщины (0,2 – 3 мм); легкоплавких цветных металлов и сплавов, требующих постепенного нагрева и охлаждения, например инструментальных сталей, чугуна, латуней; для пайки а наплавочных работ; для подварки дефектов в чугунных и бронзовых отливках. При увеличении толщины металла производительность газовой сварки резко снижается. При этом за счет медленного нагрева свариваемые изделия значительно деформируются. Это ограничивает применение газовой сварки.
Газокислородная резка заключается в сжигании металла в струе кислорода и удалении этой струей образующихся оксидов. При горении железа в кислороде выделяется значительное количество теплоты.
12. свариваемость металлов.
Свариваемость — это технологическое свойство, характеризующее способность металлов и сплавов образовывать сварное соединение, надежное в эксплуатации. Металлы и сплавы ладают различной способностью свариваться. Свариваемость еталлов зависит от их природы и от особенностей применяемого метода сварки. Наилучшей свариваемостью обладают металлы с хорошей заимной растворимостью I—1.8), высокой теплопроводостью I—1.20), незначительным коэффициентом линеного и объемного расширения I—1.2 и малой усадкой 1—1.34). Основным материалом для получения сварных конструкций является сталь. На свариваемость углеродистых сталей наибольшее влияние оказывает содержание в них углерода. К хо" ошо сваривающимся относятся стали с содержанием углерода до 0,30%. Они свариваются в любых температурных условиях, в широком диапазоне толщин и форм деталей. С увеличением содержания углерода свыше 0,30% сваривамость стали ухудшается вследствие самозакаливаемости основного металла в зоне термического влияния II—3.4). В результате этого возрастают хрупкость и склонность к образованию трещин. Стали, содержащие от 0,30 до 0,42% углерода, относятся к удовлетворительно сваривающимся. Их можно сваривать только при температурах выше 5°С с соблюдением установленных режимов сварки. Изделия большой толщины во избежание появления трещин необходимо предварительно подогревать до температуры 150°С. При содержании углерода от 0,42 до 0,55% свариваемость сталей ограниченная, а свыше 0,55% — плохая. Для сварки ограниченно сваривающихся сталей изделия необходимо нагревать до температуры 150—300СС, а для сварки плохо сваривающихся сталей — до 200— 500° С. В обоих случаях после сварки требуется термическая обработка. Отрицательное влияние на свариваемость стали оказывают примеси серы и фосфора. При одинаковом содержании углерода свариваемость легированных сталей хуже, чем углеродистых. Это объясняется их низкой теплопроводностью, а также окислением легирующих элементов и образованием карбидов при сварке. В результате изменяются свойства стали и могут образоваться трещины. Для устранения этих отрицательных явлений необходимо строго соблюдать режимы сварки, не допускать перегрева стали , производить перед сваркой подогрев изделий, а после сварки —термическую обработку.
13. Стали при сварке делятся на два вида: углеродистые и легир. При сварке 1 необходимо строго выдерживать режимы сварки, рекоменд для каждого типа электродов, т к могут образоваться трещины. В состав 2 входят спец лег элементы, поэтому они облад более выс мех св-ми, а также и спец св-ми, кот необходимы для работы изделий в условиях глубокого холода, агрессивных сред, высоких температур и давлений.
Сварка конструкций из легированной стали должна вестись, как правило, по тщательно разработанному технологическому процессу. Сварщик должен точно знать порядок выполнения операций сварки, режимы работы. Процесс сварки надо вести по возможности беспрерывно. Сварка ста ей, склонных к образованию трещин, должна производиться обязательно в закрытых помещениях с температурой воздуха не ниже -50. Нельзя сваривать сталь, покрытую инеем, снегом или влагой. Очень важно при сварке легированных сталей строго выдери живать силу тока. Величина силы сварочного тока выбирается в зависимости от диаметра и марки электродов, предназначенных для сварки заданной стали.
В состав легированных сталей входят специальные легирующие элементы: хром, никель, вольфрам, молибден, ванадий, титан и другие. К легированным сталям относятся также и те стали, которые имеют повышенное содержание марганца и кремния.
При сварке ферритных высокохромистых сталей наблюдается выпадение карбида хрома, в результате чего понижается коррозионная стойкость сталей. Для предотвращения этих явлений сварку сталей следует проводить при малой погонной энергии, металл шва легировать сильными карбидообразователями (Ti, Nb); после сварки проводить отжиг при 900°C. Для сварки сталей этого типа необходимо применять ферритные или аустенитные электроды и соблюдать такие же меры, что и при сварке углеродистых и легированных сталей.
Высоколегированные хромоникелевые аустенитные стали обладают большой вязкостью, хорошо противостоят коррозии, действию кислот, окалинообразованию, действию высоких и низких температур, хорошо свариваются и поэтому широко применяются при изготовлении различных аппаратов для химических производств и изделий, работающих как при высоких, так и очень низких температурах и подвергающихся действию агрессивных жидкостей, паров и газов. Хромоникелевые стали обладают низкой теплопроводностью и чувствительны к перегреву так же, как и хромистые стали. Поэтому их необходимо сваривать на постоянном токе обратной полярности и применять те же режимы, что и при сварке хромистых сталей. Электроду придают только поступательное движение, без поперечных колебаний. Для отвода тепла от места сварки используют медные подкладки.
14. Сварка чугуна применяется при ремонте различ чуг изд и при исправлении дефектов, получ в процессе литья (заварка трещин; заварка раковин и пор в отливках; наплавка изношенных пов-ей чуг дет). применяют холодную и горячую сварку чугуна.
Сварка чугуна применяется, главным образом, при ремонте различных чугунных изделий и при исправлении дефектов, полученных в процессе литья (заварка трещин, образовавшихся или во время литья изделия, или в результате эксплуатации изделия; заварка раковин и пор в отливках; наплавка изношенных поверхностей чугунных деталей). Сварка чугуна значительно сложнее сварки сталей. Для получения при сварке чугуна качественного сварного соединения, равноценного по механическим свойствам основному металлу, необходима более сложная технология, чем при сварке многих легированных сталей. Сварка ведется на постоянном токе прямой полярности. Прочность соединений при сварке электродами из никелемедного сплава невысокая. В переходном участке из-за большой усадки никелемедного сплава часто образуются микроскопические трещины. Основное преимущество сварки такими электродами хорошая обрабатываемость швов. Поэтому этот способ применяют при заварке небольших раковин, механической обработке отливок.
15. СВАРКА МЕДИ
Медь обладает высокой теплопроводностью, поэтому при ее сварке к месту расплавления металла приходится проводить большое количество тепла, чем при сварке стали. Одним из свойств меди затрудняющим сварку, является ее повышенная текучесть в расплавленном состоянии. Поэтому при сварке меди не оставляют зазора между кромками. В качестве присадочного металла используют проволоку из чистой меди. Для раскисления меди и удаления шлака применяют флюсы.
Медь обладает высокой теплопроводностью, большой текучестью, способностью окисляться в нагретом и особенно в расплавленном состоянии;
Сварка меди в значительной степени зависит от наличия в металле различных примесей: висмута, мышьяка, свинца, сурьмы. Они практически не растворяются в меди, но образуют с ней легкоплавкие химические соединения, которые располагаются по границам зерен, ослабляя межатомные связи. Чистая медь обладает наилучшей свариваемостью;
Виды сварки меди:
дуговая сварка угольным электродом (неплавящимся);
дуговая сварка плавящимся электродом;
автоматическая сварка под слоем флюса;
ручная аргонодуговая сварка вольфрамовым электродом (сварка в защитных газах);
газовая сварка
16. При сварке латуни методами плавления происходит очень сильное испарение цинка. Сварку латуни ведут теми же методами, что и сварку меди. Однако сварка латуни имеет некоторые особенности. Так, при газовой сварке пламя горелки устанавливается с избытком кислорода. Быстрообразующаяся пленка окислов цинка на поверхности сварочной ванны предотвращает его дальнейшее выгорание. Латуни и некоторые виды бронз хорошо свариваются на автоматах под флюсами АН-20 и АН-26 с использованием медной проволоки М1, М2.
17. Сварка как алюминия, так и его сплавов осложнена тем, что в процессе на поверхности расплавленного слоя моментально образуется тугоплавкая пленка оксида алюминия. Эта пленка препятствует процессу сплавления отдельных частиц металла. Дело в том, что оксид алюминия плавится при температуре 2050° C, а сам алюминий – 658° C. Чтобы преодолеть эту технологическую трудность, применяют ряд специальных способов.
Первое и важное условие – подготовка к сварке. Соединяемые детали должны быть обязательно обезжирены, при этом уже имеющаяся на поверхности пленка оксида алюминия удаляется. Присадочная проволока обрабатывается таким же способом. Электродные стержни также очищаются перед нанесением на них покрытия. Электроды непосредственно перед сваркой надо просушить в течение двух часов при температуре 200° C.
Сварку рекомендуется выполнять непрерывно в пределах одного электрода, так как пленка шлака на кратере и конце электрода препятствует повторному зажиганию дуги. Для обеспечения устойчивого процесса при минимальных потерях на разбрызгивание рекомендуется принимать сварочный ток из расчета не более 60А на 1мм диаметра электрода.
Сварка металла толщиной до 2 мм осуществляется без присадки и без разделки кромок, металл толщиной свыше 2 мм сваривают с зазором 0,5-0,7 толщины свариваемых листов или с разделкой кромок. Оксидную пленку удаляют с помощью флюсов АФ-4А.
В настоящее время из всех известных способов для сварки алюминия чаще всего применяются три следующих: ручная, аргонодуговая, полуавтоматическая.
18. Сварка магния и его сплавов. Магний в чистом виде из-за малой коррозионной стойкости и прочности для изготовления конструкций непригоден. В технике для этой цели используют сплавы магния, так как легирование его некоторыми элементами заметно повышает его механические свойства без увеличения веса. Основные легирующие элементы: марганец, алюминий, цинк и добавки - цирконий, церий.
Основной способ сварки магниевых сплавов - дуговая сварка вольфрамовым электродом в среде инертных защитных газов.
19 СВАРКА ТИТАНА И ЕГО СПЛАВОВ
Для того, чтобы надежно осуществить сварку титана, надо защитить как зону сварки, так и обратную сторону шва от воздействия атмосферного воздуха. Для этого делаются удлиненные насадки с отверстиями и козырьки, защищающие зону сварки. Обратную сторону шва защитит медная или стальная подкладка, которая плотно прижимается к шву.
Качество сварных соединений напрямую зависит от проведенной подготовки кромок деталей и самой титановой проволоки. Оксидная пленка, образующаяся после горячей обработки, удаляется механическим путем. Титан после этого должен быть протравлен в течении 5-10 мин в смеси солей с кислотами (50 г фторида натрия, 350 мл соляной кислоты и 650мл воды) при температуре 60° C. Сварка осуществляется вольфрамовым электродом при постоянном источнике тока, без колебательных движений горелки, на короткой дуге углом вперед. Угол между электродом и присадочным материалом поддерживают в пределах 90°, подачу присадочной проволоки осуществляют непрерывно. После окончания сварки или обрыва дуги аргон должен подаваться до тех пор пока металл не остынет примерно до 400°.
При ручной дуговой сварке титана вольфрамовым электродом диаметром 1,5-2 мм и присадочной проволокой диаметром 2 мм сварочный ток составляет 90-100 А для металла толщиной 2 мм. Если толщина металла доходит до 4 мм – величина сварочного тока будет равняться 120-140 А.
20. СВАРКА ПЛАСТМАСС
Соединение пластмасс между собой может осуществляться механическим путем с помощью болтов, заклепок, склеиванием, а также при помощи сварки. Из перечисленных способов соединения только при помощи сварки можно получить соединение без инородных материалов, а также соединение, которое по свойствам и составу будет максимально приближен к основному материалу. Поэтому сварка пластмасс нашла применение при изготовлении конструкций к которой применяются повышенные требования к герметичности, прочности и других свойств.
Процесс сварки пластмасс состоит в образовании соединения за счет контакта, нагретых, соединяемых поверхностей. Он может происходить при определенных условиях:
Повышенная температура. Ее величина должна достигать температуры вязкотекучего состояния.
Плотный контакт свариваемых поверхностей
Оптимальное время сварки – время выдержки
Также следует отметить что, температурный коэффициент линейного расширения пластмасс в несколько раз больше, чем у металлов, в процессе сварки и охлаждения возникают остаточные напряжения и деформации, которые снижают прочность сварных соединений пластмасс.
На прочность сварных соединений пластмасс большое влияние оказывают химический состав, ориентация макромолекул, температура окружающей среды и другие факторы.
При сварке пластмасс используются различные виды сварки, такие как:
Сварка газовым теплоносителем с присадкой и без присадки
Сварка экструдируемой присадкой
Контактно-тепловая сварка оплавлением
Контактно-тепловая сварка проплавлением
Сварка в электрическом поле высокой частоты
Сварка термопластов ультразвуком
Сварка пластмасс трением
Сварка пластмасс излучением
Химическая сварка пластмасс
Как и при сварке металлов, при сварке пластмасс следует стремиться к тому, чтобы материал сварного шва и околошовной зоны по механическим и физическим свойствам был максимально приближен к соответствующим свойствам основного материала. Сварка термопластов плавлением, как и другие методы их переработки, основана на переводе полимера сначала в высокоэластическое, а затем в вязкотекучее состояние и возможна лишь в том случае, если свариваемые поверхности материалов (или деталей) могут быть переведены в состояние вязкого расплава. При этом переход полимера в вязкотекучее состояние не должен сопровождаться разложением материала термодеструкцией.
При сварке многих пластмасс выделяются вредные пары и газы. Для каждого газа имеется строго определенная предельно доступная его концентрация в воздухе - ПДК. Например, для диоксида углерода ПДК равна 20, для ацетона -200, а для этилового спирта - 1000 мг/м3.
21. Контактная сварка.
Контактная сварка относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов – пластическая деформация, в ходе которой формируется сварное соединение.
Место соединения разогревается проходящим по металлу электрическим током, причем максимальное количество теплоты выделяется в месте сварочного контакта.
На поверхности свариваемого металла имеются пленки оксидов и загрязнения с малой электропроводимостью, которые также увеличивают электросопротивление контакта. В результате в точках контакта металл нагревается до термопластического состояния или до оплавления. При непрерывном сдавливании нагретых заготовок образуются новые точки соприкосновения, пока не произойдет полное сближение до межатомных расстояний, т. е. сварка поверхностей.
Контактную сварку классифицируют по типу сварного соединения, определяющего вид сварочной машины, и по роду тока, питающего сварочный трансформатор. По типу сварного соединения различают сварку стыковую, точечную, шовную.