Материал: ТКМ ответы на Экзамен
22. Стыковая сварка – разновидность контактной сварки, при которой заготовки свариваются по всей поверхности соприкосновения. Свариваемые заготовки закрепляют в зажимах стыковой машины. Зажим 1 установлен на подвижной плите, перемещающийся в направляющих, зажим 2 укреплен на неподвижной плите. Сварочный трансформатор соединен с плитами гибкими шинами и питается от сети через включающее устройство. Плиты перемещаются, и заготовки сжимаются под действием усилия, развиваемого механизмом осадки.
Стыковую сварку с разогревом стыка до пластического состояния и последующей осадкой называют – сваркой оплавлением.
Сварка оплавлением имеет преимущества перед сваркой сопротивлением. В процессе оплавления выравниваются все неровности стыка, а оксиды и загрязнения удаляются, поэтому не требуются особой подготовки места соединения. Можно сваривать заготовки с сечением, разнородные металлы (быстрорежущую и углеродистую стали, медь и алюминий и т.д.).
Наиболее распространенными изделиями, изготовляемые стыковой сваркой, служат элементы трубчатых конструкций, колеса и кольца, инструмент, рельсы, железобетонная арматура.
 1
неподвижная плита; 2 зажимы (электроды);
3 заготовки; 4 подвижная плита; 5 сварочный
трансформатор; 6 контакт.
1
неподвижная плита; 2 зажимы (электроды);
3 заготовки; 4 подвижная плита; 5 сварочный
трансформатор; 6 контакт.
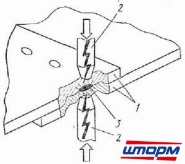
23. Точечная сварка – разновидность контактной сварки, при которой заготовки соединяются в отдельных точках. При точечной сварке заготовки собирают внахлестку и зажимают между электродами, подводящими ток к месту сварки.
Соприкасающиеся с медным электродами поверхности свариваемых заготовок нагреваются медленнее их внутренних слоев. Нагрев продолжается до пластического состояния внешних слоев и до расплавления внутренних слоев. Затем выключают ток и снимают давление. В результате образуется литая сварная точка.
Точечная сварка в зависимости от расположения электродов по отношению к свариваемым заготовкам может быть двусторонней и односторонней.
Многоточечная контактная сварка – разновидность контактной сварки, когда за один цикл свариваются несколько точек. Многоточечную сварку выполняют по принципу односторонней точечной сварки. Многоточечные машины могут иметь от одной пары до 100 пар электродов, соответственно сваривать 2 –200 точек одновременно. Многоточечной сваркой сваривают одновременно и последовательно. В первом случае все электроды сразу прижимают к изделию, что обеспечивает меньшее коробление и большую точность сборки. Ток распределяется между прижатыми электродами специальным токораспределителем, включающим электроды попарно. Во втором случае пары электродов опускают поочередно или одновременно, а ток подключают поочередно к каждой паре электродов от сварочного трансформатора. Многоточечную сварку применяют в основном в массовом производстве, где требуется большое число сварных точек на заготовке.
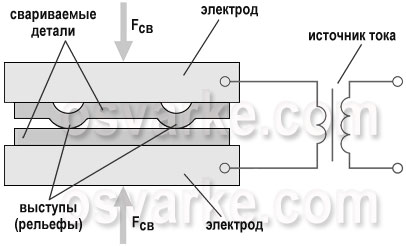
24. Рельефная сварка – разновидность точечной контактной сварки, при которой детали соединяются на отдельных участках с предварительно подготовленными или естественными выступами (рельефами) в результате приложения усилия сжатия и подвода тока.
Сущность процесса
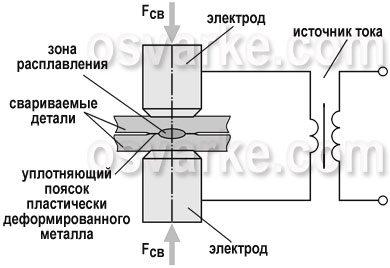
На поверхности одной или обеих свариваемых заготовок заранее выштамповываются выступы (рельефы) круглой, кольцевой, продолговатой или другой формы. Затем детали зажимаются между электродами, обычно имеющими форму плиты, с приложением к ним усилия Fсв, и включается сварочный ток.
Металл выступа начинает интенсивно нагреваться и постепенно деформируется. На определенной стадии в месте контакта заготовок образуется зона расплавления как при точечной сварке. По мере протекания сварочного тока возрастает объем зоны расплавления, а металл выступа, деформируясь, выходит на наружную поверхность заготовки. После выключения тока расплав охлаждается и кристаллизуется с образованием ядра, окруженного уплотняющим пояском пластически деформированного металла, по которому соединение сформировалось без расплавления.
Основное отличие рельефной сварки от точечной заключается в том, что контакт между заготовками и сварное соединение определяются формой и размерами выступа, а не формой рабочей поверхности электродов, как при обычной точечной сварке. Таким образом, при заранее подготовленных выступах за один ход машины рельефной сварки можно произвести до нескольких десятков сварных точек.
Электроды имеют длительный срок службы из-за большой контактной поверхности и концентрации тока и давления в рельефах свариваемых деталей.
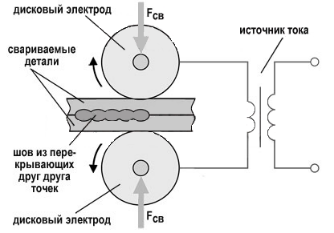
25. Шовная (роликовая) сварка характеризуется непрерывностью монолитного соединения. По механической схеме эта сварка аналогична холодной сварке прямоугольными пуансонами (рис. 3.47).
Собранные заготовки 1 устанавливаются между роликами 2 и сжимаются ими до полного погружения рабочих выступов 3 в металл. Затем ролики приводятся во вращение. Перемещая изделие и последовательно внедряясь рабочими выступами в металл, они вызывают его интенсивную деформацию, в результате которой образуется непрерывное монолитное соединение - шов. Шовная сварка бывает двусторонняя, односторонняя и несимметричная. Двусторонняя сварка выполняется одинаковыми роликами. При односторонней сварке один ролик имеет выступ, высота которого равна сумме выступов при двусторонней сварке, а второй является опорным, без рабочего выступа. При несимметричной сварке ролики имеют различные по размерам, а иногда и по форме рабочие выступы.
Односторонняя роликовая сварка чаще применяется для сварки разнородных металлов, сильно отличающихся твердостью. Рабочая часть ролика вдавливается в более твердый металл. Такая сварка при прочих равных условиях обеспечивает более прочные швы и при сварке однородных металлов.
При роликовой сварке металл свободно течет вдоль оси шва, что затрудняет создание достаточного напряженного состояния металла в зоне соединения. Поэтому для достижения провара требуется большая пластическая деформация (на 2-6 %), чем при точечной сварке. Напряженное состояние в зоне роликовой сварки можно повысить, увеличивая диаметр роликов. Обычно диаметр ролика близок к 50δ, ширина рабочего выступа (1-1,5)δ, высота (0,8-0,9)δ, а ширина опорной части ролика, ограничивающая деформации, в 2-3 раза больше ширины рабочего выступа. Роликовая сварка алюминия толщиной 1,0 мм при свариваемости 27 % выполняется со скоростью до 8-12 м/мин.
Для роликовой сварки применяются металлорежущие станки, например фрезерные; при сварке тонких пластичных металлов - ручные настольные станки.
Одна из первых схем холодной стыковой сварки металлов, которая не потеряла практического значения до сих пор, приведена на рис. 3.48. Эта схема разработана К. К. Хреновым и Г. П. Сахацким. В корпусе 1 имеются гнездо для неподвижного конусного зажима 2 и направляющие для подвижного корпуса 3, в котором также расположен конусный зажим. После предварительной зачистки торцов детали 4 устанавливают в зажимы 2, которые имеют формирующие части с режущими кромками 5 и упором 6. Осадочное усилие прикладывается к ползуну 3, при его перемещении сжимаются торцы деталей и зажимаются с помощью конусов. В процессе осадки углубления 7 заполняются металлом раньше, чем встречаются опорные части 6. Поэтому, когда встречаются опорные части, в зоне сварки создается достаточное напряженное состояние. В стыке происходит провар, а остаток вытекающего металла отрезается кромками 5. В зависимости от расположения режущих кромок соединение может быть с усилением или без усиления.
28. ХОЛОДНАЯ СВАРКА - способ соединения деталей при комнатной (и даже отрицательной) температуре, без нагрева внешними источниками. Сварка осуществляется с помощью специальных устройств, вызывающих одновременную направленную деформацию предварительно очищенных поверхностей и нарастающее напряженное состояние, при котором образуется монолитное высокопрочное соединение. Холодной сваркой можно соединять, например, алюминий, медь, свинец, цинк, никель, серебро, кадмий, железо. Особенно велико преимущество холодной сварки перед другими способами сварки при соединении разнородных металлов, чувствительных к нагреву или образующих интерметаллиды.
Холодная сварка - сложный физико-химический процесс, протекающий только в условиях пластической деформации. Без пластической деформации в обычных атмосферных условиях, даже прилагая любые удельные сжимающие давления к соединяемым заготовкам, практически невозможно получить полноценное монолитное соединение. Роль деформации при холодной сварке заключается в предельном утонении или удалении слоя оксидов, в сближении свариваемых поверхностей до расстояния, соизмеримого с параметром кристаллической решетки, а также в повышении энергетического уровня поверхностных атомов, обеспечивающем возможность образования химических связей.
Качество сварного соединения определяется исходным физико-химическим состоянием контактных поверхностей, давлением (усилием сжатия) и степенью деформации при сварке. Оно также зависит от схемы деформации и способа приложения давления (статического, вибрационного). В зависимости от схемы пластической деформации заготовок сварка может быть точечной, шовной и стыковой.
Точечная сварка - наиболее простой и распространенный способ холодной сварки. Ее применение рационально для соединения алюминия, алюминия с медью, армирования алюминия медью. Ею можно заменить трудоемкую клепку и контактную точечную сварку.
При холодной точечной сварке (рис. 3.44, а) зачищенные детали 1 устанавливают внахлестку между пуансонами 3, имеющими рабочую часть 2 и опорную поверхность 4. При вдавливании пуансонов сжимающим усилием Р происходит деформация заготовок и формирование сварного соединения. Опорная поверхность пуансонов создает дополнительное напряженное состояние в конечный момент сварки, ограничивает глубину погружения пуансонов в металл и уменьшает коробление изделия.
Прочность точек может быть повышена на 10-20 % при сварке по схеме (рис. 3.45, а).
Свариваемые детали 1 предварительно сжимаются прижимами 2 или одновременно с вдавливанием пуансона 3. Наличие зоны обжатия вокруг вдавливаемого пуансона уменьшает коробление детали, повышает напряженное состояние в зоне сварки, что приводит к периферийному провару за площадью отпечатка пуансона. Но при этом возникают технические затруднения, связанные с созданием двух высоких давлений на малой поверхности и устранением затекания металла между пуансоном и прижимом. Этот способ позволяет сваривать малопластичные материалы.
Ввиду простоты способа точечной холодной сварки специальные машины для ее выполнения большого развития не получили. Сварку успешно выполняют на самых различных серийных прессах с применением кондукторов, надежно фиксирующих свариваемые заготовки, чтобы исключить их коробление (рис. 3.45, б).
На рис. 3.46 (а) показана установка холодной сварки давлением, разработанная в Институте сварки (Россия). С помощью данной установки успешно соединяют алюминий с медью в электротехнике, энергетике, цветной металлургии; соединяют также медные контакты проводов, изготавливают кольца из меди и алюминия
29 ТЕРМОКОМПРЕССИОННАЯ СВАРКА
Способы сварки с приложением давления Р в процессе нагрева до температуры Т (PT-процессы). Термокомпрессионная сварка. Принцип образования соединения близок к принципу холодной сварки. Детали прижимают друг к другу специальным инструментом, обеспечивающим необходимую пластическую деформацию в зоне соединения. Благодаря постоянному подводу теплоты детали находятся в нагретом состоянии, что обеспечивает получение качественного соединения при значительно меньшей деформации элементов, чем при холодной сварке (рис. 79). Нагрев деталей осуществляется контактным способом по одному из трех возможных
вариантов: нагрев столика до 450 °С, нагрев инструмента до 300 °С или одновременный нагрев столика и инструмента (рис. 80). В качестве свариваемых материалов могут быть использованы золото, серебро, алюминий.
Широкая область применения термокомпрессионной сварки в электронике - это разварка выводов от контактных площадок кристаллов на траверсы внешних выводов корпуса. В качестве выводов обычно используется золотая проволока диаметром 10–50 мкм, а контактные площадки из золота или алюминия толщиной до 1 мкм наносятся на поверхность кристаллов.
Время, необходимое для образования соединения, составляет 0,7–1,0 с. Для изготовления инструмента используют капилляры из стекла, а также стержни карбидов вольфрама и быстрорежущей стали.
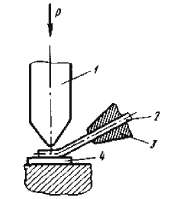
Рис. 79. Принцип термокомпрессионной сварки: 1 – клин, 2 – электродная проволока, 3 – капилляр, 4 – контактная площадка на кристалле
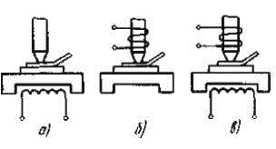
Рис. 80. Варианты нагрева деталей контактным способом: а – нагрев столика, б – нагрев инструмента, в – одновременный нагрев столика и инструмента
26.Сварка аккумулированной энергией, или импульсная сварка
Недостатком контактной сварки, в особенности точечной, является значительная мощность, забираемая машиной из сети в момент сварки. Каждая отдельная сварочная операция является весьма кратковременной, и общий коэффициент загрузки сети по времени часто незначителен, не достигает и 10%. Кратковременные пики нагрузки, весьма значительные по величине и притом однофазные, часто являются тяжёлыми для питающей сети и служат серьёзным препятствием к расширению применения контактной сварки. Поэтому давно возникла и является вполне естественной мысль проводить кратковременные сварочные операции за счёт энергии, запасённой или аккумулированной в соответствующем приёмнике, непрерывно заряжающемся от питающей сети и периодически разряжающемся на сварку. Тогда, при небольшом среднем потреблении мощности из сети с равномерной нагрузкой фаз, получается возможность давать на сварку кратковременные импульсы очень большой мощности, В настоящее время практически реализованы уже несколько видов сварки аккумулированной энергией, или импульсной сварки: 1) электростатическая или конденсаторная сварка; 2) электромагнитная сварка; 3) аккумуляторная сварка; 4) инерционная сварка. например ламповый. При замыкании прерывателя тока П конденсатор разряжается на первичную обмотку сварочного трансформатора. Сварочный ток можно регулировать изменением ёмкости конденсаторной батареи и напряжением, до которого заряжаются конденсаторы. Конденсаторная сварка обладает преимуществом точной дозировки количества энергии, расходуемой на каждую сварку. Запас энергии в конденсаторной батарее: где Л — запас энергии в дж ; С — ёмкость конденсаторов в ф ; U — напряжение зарядки конденсаторов в в
При заданных ёмкости и напряжении конденсатора каждый отдельный процесс сварки получает строго определённое количество энергии.
Конденсаторные машины бывают различных размеров — от самых малых для мелких работ до очень мощных машин для сварочных токов в сто тысяч ампер и более. Конденсаторная сварка ведётся по очень жёсткому режиму; сварочный нагрев осуществляется за один кратковременный импульс. Конденсаторная сварка целесообразна для нержавеющих сталей, алюминиевых сплавов и т. п.
Схема установки для электромагнитной импульсной сварки показана на фиг. 177. Аккумулятором энергии является магнитное поле, создаваемое пропусканием постоянного тока через первичную обмотку сварочного трансформатора, При прерывании постоянного тока создаваемое им магнитное поле исчезает, запасённая в нём энергия передаётся во вторичную обмотку трансформатора и поглощается сопротивлением сварочной цепи.
Для накопления возможного максимума запаса магнитной энергии магнитная цепь трансформатора должна быть разорвана воздушным зазором. Величина зазора определяется расчётом; обычно оптимальный зазор имеет длину от 2 до 4% длины железа магнитопровода . При правильном конструировании в каждом килограмме железа магнитопровода можно накопить до 5 дж энергии, пригодной для использования в сварочной цепи.
При аккумуляторной сварке энергия запасается в щелочных аккумуляторах особой конструкции повышенной прочности, безопасно выносящих частые короткие замыкания. Щелочные аккумуляторы имеют малое внутреннее сопротивление и при замыкании на малое внешнее сопротивление могут давать кратковременные токи, в сотни раз превосходящие нормальный разрядный ток аккумулятора.
Инерционная сварка основана на аккумулировании энергии во вращающемся маховике, сидящем на одном валу с ротором генератора, питающего током сварочную машину. Маховик разгоняется электромотором, питаемым от силовой сети, в момент сварки маховик снижает число оборотов и отдаёт запасённую кинетическую энергию в форме импульса сварочного тока. Аккумуляторная и инерционная сварка не вышли ещё из экспериментальной стадии.
а - бестрансформаторная с разрядом на изделие;
б - с разрядом на первичную обмотку трансформатора;
1 - пружина; 2 - защелка; 3 и 4 - заготовки;