Материал: ТКМ ответы на Экзамен
Латуни обозначают, например, ЛЦ40МцЗА, ЛЦ23А6ЖЗМц2, где буква «Л» показывает принадлежность данного сплава к латуням, остальные буквы означают элементы, входящие в состав латуни (цинк, алюминий, железо, марганец), а цифры — их процентное содержание.
Медные сплавы (бронзы и латуни) имеют высокие временное сопротивление (196—705 МПа), относительное удлинение (3—20 %), коррозионные и антифрикционные свойства. Многие медные сплавы хорошо противостоят разрушению в условиях кавитации.
Оловянные бронзы имеют хорошую жидкотекучесть, достаточно высокую усадку (1,4—1,6 %). Эти бронзы затвердевают в большой интервале кристаллизации (150—200 °С), что обусловливает образование в отливках рассеянной пористости. Безоловянные бронзы обладают высокой жидкотекучестью и усадкой (1 6—2,4 %), затвердевают в малом интервале кристаллизации, что приводит к образованию в отливках сосредоточенных усадочных раковин.
Латуни имеют удовлетворительную жидкотекучесть, высокую усадку (1,6 - 2,2 %), затвердевают в интервале кристаллизации 30—70 °С, что обусловливает образование усадочных раковин и пористости. Все медные сплавы склонны к образованию трещин.
В качестве шихтовых материалов применяют чистую медь, отходи собственного производства, цинколово, свинец, железо, никеле и другие материалы.
При плавке на воздухе медь окисляется с образованием оксида меди. Для предохранения от окисления и поглощения водорода плавку ведут под слоем древесного угля. Нагретый до температуры 1200 °С расплав раскисляют фосфористой бронзой, затем вводят лигатуры или чистые металлы для получения требуемого химического состава. При необходимости расплав вторично расплавляют фосфористой бронзой.
Отливки из медных сплавов преимущественно (80 %) изготовляют литьем в песчаные формы и в оболочковые. Остальное количество отливок — литьем в кокиль, под давлением, центробежным литьем и др.
Из оловянных бронз изготовляют арматуру, шестерни, подшипники, втулки и др. Безоловянные бронзы используют как заменители оловянных. Их применяют для изготовления гребных винтов крупяных судов, тяжелонагруженных шестерен и зубчатых колес, корпусов насосов, арматуру для морской воды, детали химической и пищевой промышленности.
Латуни используют для изготовления различной арматуры для морского судостроения, работающей при температуре 300 °С, втулки и сепараторы подшипников, нажимные винты и гайки прокатных станов, червячные винты и другие детали.
11. ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ АЛЮМИНИЕВЫХ сплавов
Для изготовления отливок используют алюминиевые сплавы АЛ1—АЛ15 и т. д. Буквы обозначают принадлежность данного сплава к литейным алюминиевым сплавам, цифры — порядковый номер сплава.
Алюминиевые сплавы имеют высокие временное сопротивление (150—340 МПа), относительное удлинение (1,5—12 %) и твердость (НВ 50—90). Кроме того, сплавы АЛ1, АЛ21 и другие имеют высокую теплопрочность, сплавы АЛ8, АЛ13 и другие повышенную коррозионную стойкость в морской воде и хорошо работают при вибрационных нагрузках. Все алюминиевые сплавы хорошо обрабатываются резанием.
Силумины (сплавы АЛ2, АЛ4, АЛ9) имеют высокую жидкотекучесть, малую усадку (0,8—1,1 %), не склонны к образованию горячих и холодных трещин, потому что они по химическому составу близки к эвтектическим сплавам (интервал кристаллизации 10— 30 °С).
В качестве шихтовых материалов используют технически чистый алюминий, силумины, отходы собственного производства, лигатуры и другие добавки. Для удаления водорода и неметаллических включений алюминиевые сплавы рафинируют, как правило, гексахлорэтаном, который при температуре 740—750 °С вводят в расплав в количестве 0,3—0,4 % массы расплава.
Отливки из алюминиевых сплавов широко используют в авиационной и ракетной технике, автомобильной, приборостроительной, машиностроительной, судостроительной и электротехнической промышленности. Из алюминиевых сплавов изготовляют блоки двигателей внутреннего сгорания, головки блоков, корпуса насосов, судовые винты авиационные детали, детали электро- и радиоаппаратов
1. .Сварка
– технологический процесс получения неразъемных соединений материалов посредством установления межатомных связей между свариваемыми частями при их местном или пластическом деформировании, или совместным действием того и другого. Сваркой соединяют однородные и разнородные металлы и их сплавы, металлы с некоторыми неметаллическими материалами (керамикой, графитом, стеклом и др.), а также пластмассы.
Сварка – экономически выгодный, высокопроизводительный и в значительной степени механизированный технологический процесс, широко применяемый практически во всех отраслях машиностроения.
ФИЗИЧЕСКАЯ СУЩЬНОСТЬ ПРОЦЕСА
сварки заключается в образовании прочных связей между атомами и молекулами на соединяемых поверхностях заготовок. Для образования соединений необходимо выполнение следующих условий: освобождение свариваемых поверхностей от загрязнений, оксидов и адсорбированных на них инородных атомов; энергетическая активация поверхностных атомов, облегчающая их взаимодействие друг с другом; сближение свариваемых поверхностей на расстояния, сопоставимые с межатомным расстоянием в свариваемых заготовках.
В зависимости от формы энергии, используемой для образования сварного соединения, все виды сварки разделяют на три класса: термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии (дуговая, плазменная, электрошлаковая, электронно – лучевая, лазерная, газовая и др.).
К термомеханическому классу относятся виды сварки, осуществляемые с использованием тепловой энергии и давления (контактная, диффузионная и др.).
К механическому классу относятся виды сварки, осуществляемые с использованием механической энергии и давления (ультразвуковая, взрывом, трением, холодная и др.).
4. АВТОМАТИЧЕСКАЯ ДУГОВАЯ СВАРКА ПОД ФЛЮСОМ.
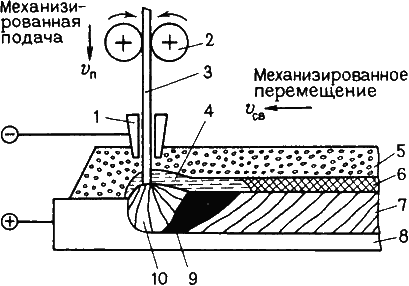
Для автоматической дуговой сварки под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва.
В процессе автоматической сварки под флюсом дуга горит между проволокой и основным металлом. Столб дуги и металлическая ванна жидкого металла со всех сторон плотно закрыты слоем флюса толщиной 30 – 35 мм. Часть флюса расплавляется, в результате чего вокруг дуги образуется газовая полость, а на поверхности расплавленного металла – ванна жидкого шлака. Для сварки под флюсом характерно глубокое проплавление основного металла. Действие мощной дуги и весьма быстрое движение электрода вдоль заготовки обусловливают оттеснение расплавленного металла в сторону, противоположную направлению сварки. По мере поступательного движения электрода происходит затвердевание металлической и шлаковой ванн с образованием сварного шва, покрытого твердой шлаковой коркой. Проволоку подают в дугу и перемещают ее вдоль шва с помощью механизмов подачи и перемещения. Ток к электроду поступает через токопровод.
Дуговую сварку под флюсом выполняют сварочными автоматами, сварочными головками или самоходными тракторами, перемещающимися непосредственно по изделию. Назначение сварочных автоматов – подача электродной проволоки в дугу и поддержание постоянного режима сварки в течение всего процесса. Автоматическую сварку под флюсом применяют в серийном и массовом производствах для выполнения длинных прямолинейных и кольцевых швов в нижнем положении на металле толщиной 2 – 100 мм. Под флюсом сваривают металлы различных классов. Автоматическую сварку широко применяют при изготовлении котлов, резервуаров для хранения жидкостей и газов, корпусов судов, мостовых балок и других изделий. Она является одним из основных звеньев автоматической линий для изготовления сварных автомобильных колес и станов для производства сварных прямошовных и спиральных труб.
3 Электроды для ручной электродуговой сварки.
Ручную дуговую сварку выполняют сварочными электродами, которые вручную подают в дугу и перемещают вдоль заготовки. В процессе сварки металлическим покрытым электродом – дуга горит между стержнем электрода и основным металлом. Стержень электрода плавится, и расплавленный металл каплями стекает в металлическую ванну. Вместе со стержнем плавится покрытие электрода, образуя газовую защитную атмосферу вокруг дуги и жидкую шлаковую ванну на поверхности расплавленного металла. Металлическая и шлаковые ванны вместе образуют сварочную ванну. По мере движения дуги сварочная ванна затвердевает и образуется сварочный шов. Жидкий шлак после остывания образует твердую шлаковую корку.
Электроды для ручной сварки представляют собой стержни с нанесенными на них покрытиями. Стержень изготовляют из сварочной проволоки повышенного качества. Сварочную проволоку всех марок в зависимости от состава разделяют на три группы: низкоуглеродистая, легированная и высоколегированная.
2. При сварке плавлением атомно-молекулярные связи между деталями создают, оплавляя их примыкающие кромки, так, чтобы получилась смачивающая их, общая ванна. Эта ванна затвердевает при охлаждении и соединяет детали в одно целое. Как правило, в жидкую ванну вводят дополнительный металл, чтобы полностью заполнить зазор между деталями, но возможна сварка и без него
ЭЛЕКТРОДУГОВАЯ Сварка
Принцип действия.
Дуга – мощный стабильный разряд электричества в ионизированной атмосфере газов и паров металла. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения. Процесс зажигания дуги в большинстве случаев включает в себя три этапа: короткое замыкание электрода на заготовку, отвод электрода на расстояние 3-6 мм и возникновение устойчивого дугового разряда.
Короткое замыкание выполняется для разогрева торца электрода и заготовки в зоне контакта с электродом. После отвода электрода с его разогретого торца (катода) под действием электрического поля начинается термоэлектронная эмиссия электронов. Столкновение быстродвижущихся по направлению к аноду электронов с молекулами газов и паров металла приводит к их ионизации. По мере разогрева столбца дуги и повышение кинетической энергии атомов и молекул происходит дополнительная ионизация за счет их соударения. Отдельные атомы также ионизируются в результате поглощения энергии, выделяемой при соударении других частиц. В результате дуговой промежуток становится электропроводным и через него начинается разряд электричества. Процесс зажигания дуги заканчивается возникновением устойчивого дугового разряда.
Источником теплоты при дуговой сварке служит электрическая дуга, которая горит между электродом и заготовкой. В зависимости от материала и числа электродов, а также способа включения электродов и заготовки в цепь электрического тока различают следующие способы дуговой сварки:
а) Сварка неплавящимся (графитным или вольфрамовым) электродом, дугой прямого действия, при которой соединение выполняется путем расплавления только основного металла, либо с применением присадочного металла.
б) Сварка плавящимся (металлическим) электродом, дугой прямого действия, с одновременным расплавлением основного металла и электрода, который пополняет сварочную ванну жидким металлом.
в) Сварка косвенной дугой, горящей между двумя, как правило, неплавящимися электродами. При этом основной металл нагревается и расплавляется теплотой столба дуги.
г) Сварка трехфазной дугой, при которой дуга горит между электродами, а также между каждым электродом и основным металлом.
Питание дуги осуществляется постоянным или переменным током. При применение постоянного тока различают сварку на прямой и обратной полярностях. В первом случае электрод подключают к отрицательному полюсу (катод), во втором – к положительному (анод).
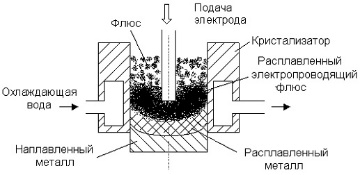
5. Электрошлаковая сварка (ЭШС) — вид электрошлакового процесса, сварочная технология, использующая для нагрева зоны плавления тепло шлаковой ванны, нагреваемой электрическим током. Шлак защищает зону кристаллизации от окисления и насыщения водородом.
В холодном металле растворимость водорода на два порядка ниже, чем в жидком, а в атмосфере водорода всегда хватает. Поэтому, если металл без специальной защиты расплавить, а потом быстро охладить, то выходящий водород может спровоцировать образование трещин.
Процесс сварки является бездуговым. В отличие от дуговой сварки для расплавления основного и присадочного металлов используют теплоту, выделяющуюся при прохождении сварочного тока через расплавленный электропроводный шлак (флюс). Затем электрод погружают в шлаковую ванну, горение дуги прекращается и ток начинает проходить через расплавленный шлак. Сварку выполняют снизу вверх чаще всего при вертикальном положении свариваемых деталей с зазором между ними. Для формирования шва по обе стороны зазора устанавливают медные ползуны-кристаллизаторы, охлаждаемые водой. По мере формирования шва ползуны перемещаются в направлении сварки.
По виду электрода различают электрошлаковую сварку проволочным, пластинчатым электродом и плавящимся мундштуком; по наличию колебаний электрода — без колебаний и с колебаниями электрода; по числу электродов — одно-, двух- и многоэлектродную.
Обычно электорошлаковую сварку применяют для соединения деталей толщиной от 15 мм до 600 мм
Электрошлаковый процесс используют также для переплава стали из отходов и получения отливок.
6 СВАРКА В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ.
При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа.
В качестве защитных газов применяют инертные газы ( аргон и гелий) и активные газы (углекислый газ, азот, водород и др.), а иногда – смеси двух газов и более.
Сварка в среде защитных газов в зависимости от степени механизации процессов подачи присадочной или сварочной проволоки и перемещения сварочной горелки может быть ручной, полуавтоматической и автоматической.
По сравнению с ручной сваркой покрытыми электродами и автоматической под флюсом сварка в защитных газах имеет следующие преимущества: высокую степень защиты расплавленного металла от воздействия воздуха; отсутствие на поверхности шва при применении аргона оксидов и шлаковых включений; возможность ведения процесса во всех пространственных положениях; возможность визуального наблюдения за процессом формирования шва и его регулирования; более высокую производительность процесса, чем при ручной дуговой сварке; относительно низкую стоимость сварки в углекислом газе.
Области применения сварки в защитных газах охватывают широкий круг материалов и изделий (узлы летательных аппаратов, элементы атомных установок, корпуса и трубопроводы химических аппаратов и т. п.). Аргонодуговую сварку применяют для цветных (алюминия, магния, меди) и тугоплавких (титана, ниобия, ванадия, циркония) металлов и их сплавов, а также легированных и высоколегированных сталей.
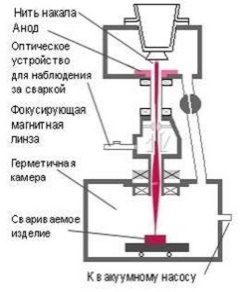
7. электронно-лучевая сварка.
Сущность процесса состоит в использовании кинетической энергии потока электронов, движущихся с высокими скоростями в вакууме. Для уменьшения потери кинетической энергии электронов за счет соударения с молекулами газов воздуха, а также для химической и тепловой защиты катода в электронной пушке создают вакуум порядка 10-4... 10-6 мм рт. ст.
Электронно-лучевую сварку применяют в нижнем положении вертикальным лучом, для вертикальных и горизонтальных швов – горизонтальным лучом с неполным и сквозным проплавлением. Сварка в нижнем положении рекомендуется для стальных изделий толщиной до 40 мм и изделий из титановых и алюминиевых сплавов толщиной до 80 мм. Горизонтальным лучом со сквозным проплавлением сваривают металлы толщиной до 400 мм. Для сварки металлов, имеющих высокую теплопроводность или большую температуру плавления, а также деталей больших толщин применяется электронный луч с высокой плотностью энергии. При сварке легкоплавких и легкоиспаряющихся металлов (Al, Mg) и деталей небольших толщин (до 3 мм) применяют электронный луч с малой плотностью энергии или с импульсным нагревом, когда действие луча на изделие чередуется с паузами. В этом случае испарение металла с поверхности сварочной ванны незначительно.
 Основными
параметрами режима электронно-лучевой
сварки являются
сила тока (мА), ускоряющее напряжение
(кВ), скорость сварки (см/с). Конструкция
соединения для однопроходной сварки
выполняется с учетом глубокого
проникновения луча в металл: отношение
глубины проплавления к средней ширине
шва составляет 20–30. Зазор в стыке не
превышает 0,3 мм и должен быть меньше
диаметра луча.
Основными
параметрами режима электронно-лучевой
сварки являются
сила тока (мА), ускоряющее напряжение
(кВ), скорость сварки (см/с). Конструкция
соединения для однопроходной сварки
выполняется с учетом глубокого
проникновения луча в металл: отношение
глубины проплавления к средней ширине
шва составляет 20–30. Зазор в стыке не
превышает 0,3 мм и должен быть меньше
диаметра луча.
8. Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО2. Вакуум, как при электронно-лучевой сварке, здесь не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва. Из-за высокой концентрации энергии (в пятне диаметром 0,1 мм и менее) в процессе лазерной сварки объем сварочной ванны небольшой, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. Это обеспечивает высокую технологическую прочность сварных соединений, небольшие деформации сварных конструкций. Например, лазерная сварка вилки с карданным валом автомобиля по сравнению с дуговой сваркой увеличивает срок службы карданной передачи в три раза, потому что более чем вдвое уменьшается площадь сечения сварного шва, в несколько раз -время сварки. Деформации вилки, вызывающие преждевременный износ, практически отсутствуют.
Основные энергетические характеристики процесса лазерной сварки - это плотность Е мощности лазерного излучения и длительность t его действия. При непрерывном излучении t определяется продолжительностью времени экспонирования, а при импульсном - длительностью импульса. Превышение верхнего предела Е вызывает интенсивное объемное кипение и испарение металла, приводящее к выбросам металла и дефектам шва. На практике лазерную сварку ведут при Е=106...107 Вт/см2. При Е < 105 Вт/см2 лазерное излучение теряет свое основное достоинство - высокую концентрацию энергии. Изменение Е и t позволяет сваривать лазерным лучом различные конструкционные материалы с толщиной от нескольких микрометров до десятков миллиметров.
 Скорость
лазерной сварки непрерывным излучением
в несколько раз превышает скорости
традиционных способов сварки плавлением.
Например, стальной лист толщиной 20 мм
электрической дугой сваривают со
скоростью 15 м/ч за 5...8 проходов, ширина
шва получается 20 мм. Непрерывным лазерным
лучом этот лист сваривается со скоростью
100 м/ч за 1 проход, получ. ширину шва 5мм.
Скорость
лазерной сварки непрерывным излучением
в несколько раз превышает скорости
традиционных способов сварки плавлением.
Например, стальной лист толщиной 20 мм
электрической дугой сваривают со
скоростью 15 м/ч за 5...8 проходов, ширина
шва получается 20 мм. Непрерывным лазерным
лучом этот лист сваривается со скоростью
100 м/ч за 1 проход, получ. ширину шва 5мм.
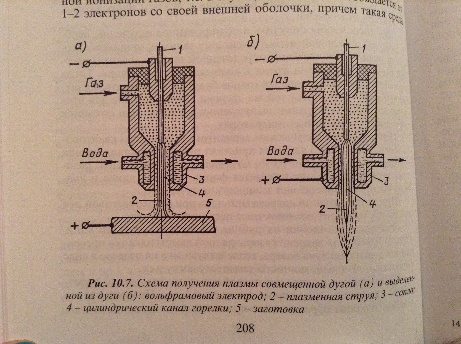
9. сварка плазменной струей:
Дуговая плазменная струя — интенсивный источник теплоты с широким диапазоном технологических свойств. Ее можно использовать для нагрева, плазменной резки или сварки как электропроводных металлов, так и неэлектропроводных материалов, таких как стекло, керамика и др. Тепловая эффективность дуговой плазменной струи зависит от величины сварочного тока и напряжения, состава, расхода и скорости истечения плазмообразующего газа, расстояния от сопла до поверхности изделия, скорости перемещения горелки (скорости сварки или резки) и т. д. Геометрическая форма струи может быть также различной (квадратной, круглой и т. д.) и определяться формой выходного отверстия сопла.
Технология плазменной сварки
Питание дуги при плазменной сварке, как правило, осуществляется переменным или постоянным током прямой полярности (минус на электроде). Возбуждают дугу с помощью осциллятора. Для облегчения возбуждения дуги прямого действия используют дежурную дугу, горящую между электродом и соплом горелки. Для питания плазмообразующей дуги требуются источники сварочного тока с рабочим напряжением до 120 В, а в некоторых случаях и более высоким. Для питания плазматрона, используемого для плазменной резки, оптимально напряжение холостого хода источника питания до 300 В.
С помощью плазменной сварки можно сваривать практически все металлы в нижнем и вертикальном положениях. В качестве плазмообразующего газа используют аргон или гелий, которые также могут выступать в качестве защитных газов.
Преимущества и особенности плазменной сварки
К преимуществам плазменной сварки относятся высокая производительность, малая чувствительность к колебаниям длины дуги, устранение включений вольфрама в металле шва. Без скоса кромок можно сваривать металл толщиной до 15 мм с образованием провара специфической формы. Это объясняется образованием сквозного отверстия в основном металле, через которое плазменная струя выходит на обратную сторону изделия. Расплавляемый в передней части сварочной ванны металл давлением плазмы перемещается вдоль стенок сварочной ванны в ее хвостовую часть, где кристаллизуется, образуя шов. По существу, процесс плазменной сварки представляет собой прорезание изделия с заваркой места резки.