Материал: ТКМ ответы на Экзамен
3. Изготовление отливок в песчаные формы.
1.Для изготовления отливок служит литейная форма, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка.
Литье в песчаные формы является самым распространенным способом изготовления отливок. Изготавливают отливки из чугуна, стали, цветных металлов от нескольких грамм до сотен тонн, с толщиной стенки от 3…5 до 1000 мм и длиной до 10000 мм.
Сущность литья в песчаные формы заключается в получении отливок из расплавленного металла, затвердевшего в формах, которые изготовлены из формовочных смесей путем уплотнения с использованием модельного комплекта.
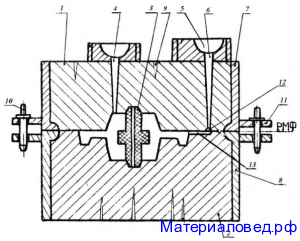
1 и нижней 2 полуформ, которые изготавливаются в опоках 7, 8 – приспособлениях для удержания формовочной смеси. Полуформы ориентируют с помощью штырей 10, которые вставляют в отверстия ручек опок 11. литниковая чаша 5, которая служит для приема расплавленного металла и подачи его в форму; стояк 6 – вертикальный или наклонный канал для подачи металла из литниковой чаши в рабочую полость или к другим элементам; шлакоуловитель 12, с помощью которого удерживается шлак и другие неметаллические примеси; питатель 13 – один или несколько, через которые расплавленный металл подводится в полость литейной формы. Для вывода газов, контроля заполнения формы расплавленным металлом и питания отливки при ее затвердевании служит выпор 4. Для вывода газов предназначены и вентиляционные каналы 9.
2.Материалы и оснастка.
1)Песчаная форма(ПФ) – разовая литейная форма, изготовленная из уплотненной формовочной смеси. ПФ состоит из двух полуформ. Для образования отверстий применяются песчаные стержни.
2)Типовые составы формовочных и стержневых смесей.
3)Модельный комплект : модель детали, модели элементов литниковой системы, модельные плиты, стержневые ящики.
4)Опоки.
3.Основные технологические операции.
1)Изготовление полуформ по модельным плитам(наиболее распространенными способами уплотнения смеси при машинной формовке являются прессование, встряхивание и их сочетание).
2)Изготовление стержней.
3)Сборка формы с простановкой стержней и подготовка ее к заливке.
4)Заливка форм расплавленным металлом.
5)Затвердевание и охлаждение отливок.
6)выбивка отливок из форм и стержней из отливок.
7)отделение литниковой системы от отливок, их очистка и зачистка.
8)контроль качества отливок.
Литниковая система – совокупность каналов и элементов литейной формы, по которым расплав поступает из разливочного ковша в полость формы и заполняет ее и с помощью которых обеспечивается питание отливки при затвердевании.
5. Изготовление отливок литьем в кокиль.
Сущность способа заключается в изготовлении отливок из жидкого расплава свободной его заливкой в многократно используемые металлические формы-кокили,
обеспечивающие высокую скорость затвердевания жидкого расплава и позволяющие получать в одной форме от нескольких десятков до нескольких тысяч отливок.
Конструкция кокилей, как правило, определяется конструкцией отливки. Кокили изготавливают из чугуна, стали и алюминиевых сплавов с анодированной рабочей поверхностью механической обработкой поковок, отливок, литьем без механической обработки рабочих поверхностей и другими способами.
Внутренние полости и сложные наружные поднутрения в отливках оформляются песчаными, оболочковыми или металлическими стержнями. Кокили с песчаными стержнями применяют преимущественно для получения чугунных и стальных отливок, с металлическими стержнями - для отливок цветных легких сплавов. Каналы литниковой системы выполняют непосредственно в кокилях или в песчаных стержнях. Для удаления во время заливки воздуха и газов из полости кокиля предусматривают выпоры, вентиляционные риски по плоскости разъема глубиной 0,2...О,5 мм или специальные отверстия с запрессованными многогранниками, называемыми вентами.
Особенности: 1) толщину внутренних стенок и ребер жесткости следует принимать равной 0,6...0,7 от толщины наружных стенок (из-за недостаточно эффективного их охлаждения); 2) большие плоскости для лучшего отвода газа следует выполнять наклонными, а края тонких стенок и отверстий усиливать отбортовкой, направленной в сторону стержня; 3) бобышки и приливы целесообразно располагать на внутренних поверхностях, формируемых обычно песчаными стержнями.
На наружной поверхности ребра, углубления приливы заклиниваются в кокиле, вызывают образование трещин в отливке и ускоряют изнашивание кокиля; 4) число выступающих частей, затрудняющих усадку металла. должно быть сведено до минимума.

2.Материалы и оснастка.
1)форма отливки – кокиль
2)расплавленный металл
3)теплоизоляционное покрытие
3.Последовательность изготовления отливок.
1)Подготовка кокиля к работе : очистка от остатков теплоизоляционного покрытия, нагрев до температуры 150-200° и нанесение свежего слоя теплоизоляционного покрытия толщиной 0,1…0,5мм, а на литниковые каналы и прибыли до 1мм.
2)Сборка кокиля : установка стержней, соединение частей кокиля.
3)Заливка расплавленного металла в кокиль.
4)Затвердевание и охлаждение отливки.
5)Удаление из отливки металлических стержней (если они есть) после образования в ней достаточно прочной корки.
6)Извлечение отливки из кокиля после ее охлаждения до температуры 0,6…0,8 от температуры солидуса.
7)Охлаждение или подогрев кокиля до оптимальной температуры 200-300°С и подкраска(при необходимости) рабочей поверхности кокиля.
4.Область применения. Применяют в автомобиле и танкостроении. Литьем в кокиль изготавливают отливки из чугуна, стали и цв. сплавов. Трудно получить сложные стальные отливки ввиду значительной усадки литейных сталей, что ведет к образованию трещин(в отсутствии податливости формы). Целесообразно применять в серийном, крупносерийном и массовом производствах. Этим способом изготавливают отливки из стали массой до 160кг., из цв. сплавов – до 50кг. с толщиной стенок от 3 до 100мм. Точность размеров соответствует 4…12 классам. Можно изготавливать отливки 1…5 группы сложности. Параметр шероховатости поверхности Rz = 80…20мкм.
5.Преимущества.
1) повышенная точность геометрических размеров (по сравнению с литьем а ПФ); 2) снижение шероховатости поверхностей отливок (по сравнению с литьем а ПФ); 3) снижение припусков на механическую обработку на 10-20%; 4) лучше санитарно-гигиенические условия
5) мелкозернистая структура отливок( > прочность)
6. Литьё металлов под давлением — способ изготовления отливок из сплавов, при котором сплав приобретает форму отливки, быстро заполняя пресс-форму под высоким давлением от 7 до 700 МПа. Этот способ применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей. Изделия могут быть массой от десятков граммов до десятков килограммов.
Особенности: 1) Высокая производительность и автоматизация производства, наряду с низкой трудоёмкостью на изготовление одной отливки, делает процесс ЛПД наиболее оптимальным в условиях массового и крупносерийного производств.
2) Минимальные припуски на мехобработку или не требующие оной, минимальная шероховатость необрабатываемых поверхностей и точность размеров, позволяющая добиваться допусков до ±0,075 мм на сторону.
3) Чёткость получаемого рельефа, позволяющая получать отливки с минимальной толщиной стенки до 0,6 мм, а также литые резьбовые профили.
Чистота поверхности на необрабатываемых поверхностях, позволяет придать отливке товарный эстетический вид.
2.Материалы и оснастка.
1)пресс-форма 2)смазка (машинное масло)
3)прессующая машина
3.Основные технологические операции.
1)Очистка пресс-формы. 2)Нагрев пресс-формы до 120…220°С и покрытие поверхности смазкой. 3)Сборка пресс-формы. 4)Залив расплавленного металла в камеру прессования и запрессовка расплава под давлением в полость пресс-формы. 5)Охлаждение и затвердевание отливки под внешним давлением. 6)После затвердевание отливки внешнее давление снимается и извлекается отливка.
4.Область применения. Используется для изготовления отливок цветных металлов сложной конфигурации с тонкими стенками массой до 45кг. Применяется в машиностроении.
5.Преимущества.
1) получают сложные тонкостенные отливки; 2) низкая шероховатость поверхности, следовательно, снижается механическая обработка отливок на 90-95%; 3) высокая точность геометрических размеров; 4) мелкозернистая структура; 5) улучшенные санитарно-гигиенические условия
8 ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ СЕРОГО ЧУГУНА
Серый чугун является наиболее распространенным материалом для изготовления различных отливок. В сером чугуне углерод содержится в виде графита, который имеет пластинчатую форму. Серый чугун маркируют СЧ10—СЧ25 и т. д. Буквы обозначают принадлежность данного сплава к серым чугунам, цифры показывают временное сопротивление разрыву.
Серый чугун обладает высоким временным сопротивлением (100— 450 МПа), повышенной твердостью (НВ 140—283), малым относительным удлинением ( == 0,2—0,5 %).
Ферритный серый чугун (рис. 13, а} состоит из вязкой основы — феррита и крупных пластинок графита, что обусловливает его низкую прочность. Его применяют для отливок неответственного назначения.
Перлитно-ферритный серый чугун (рис.13, 6) в своей структуре содержит перлит, феррит и графит, обладает повышенной прочностью, его широко используют для машиностроительных отливок из-за низкой стоимости по сравнению с перлитным чугуном.
Перлитный серый чугун (рис. 13, в) обладает высокой прочностью, которая обусловлена присутствием в его структуре перлита и мелких пластинок графита. Этот чугун используют для получения деталей ответственного назначения.
На структуру и свойства серого чугуна существенное влияние оказывают его химический состав и скорость охлаждения отливок в форме. Углерод, кремний и марганец улучшают механические и литейные свойства чугуна. Сера вызывает отбел в тонких частях отливок и снижает жидкотеку честь. Фосфор придает чугуну хрупкость. Поэтому содержание серы и фосфора в сером чугуне должно быть минимальным. Увеличение скорости охлаждения достигается путем уменьшения толщины отливки и увеличения теплопроводности литейной формы.
На структуру и свойства серого чугуна существенное влияние оказывают его химический состав и скорость охлаждения отливок в форме. Углерод, кремний и марганец улучшают механические и литейные свойства чугуна. Сера вызывает отбел в тонких частях отливок и снижает жидкотекучесть. Фосфор придает чугуну хрупкость. Поэтому содержание серы и фосфора в сером чугуне должно быть минимальным. Увеличение скорости охлаждения достигается путем уменьшения толщины отливки и увеличения теплопроводности литейной формы. В тонких частях отливки у ее поверхности скорость кристаллизации будет выше, чем в более массивных частях и в сердцевине. Поэтому в тонких частях отливки образуется более мелкая структура с повышенным содержанием перлита и мелкими включениями графита, что обеспечивает высокие механические свойства этих зон. Там, где чугун затвердевает медленнее, образуется крупно
зернистая структура с малым содержанием перлита и крупными вклю-: чениями графита. Механические свойства этих зон низкие.
Механические свойства серого чугуна повышают легированием, модифицированием, термической обработкой и другими способами.
При легировании в расплавленный чугун вводят твердые или расплавленные легирующие элементы (никель, хром, титан и др.) в целях получения заданного химического состава и придания ему требуемых механических и эксплуатационных свойств.
При модифицировании в чугун вводят модификаторы (ферросилиций, силикокальций и др.) для измельчения структурных составляющих и равномерного их распределения по всему объему, что повышает механические свойства отливок.
Отливки из серого чугуна нашли широкое применение в станкостроении: станины станков, стойки, салазки, планшайбы, корпуса шпиндельных бабок и коробок передач, корпуса насосов, втулки вкладыши и др.; в автостроении; блоки цилиндров, гильзы, поршне вые кольца, кронштейны, картеры, тормозные барабаны, крыши и др.; в тяжелом машиностроении; в электротехнической промышленности и других отраслях машиностроения.
9. ИЗГОТОВЛЕНИЕ СТАЛЬНЫХ ОТЛИВОК
Для изготовления отливок используют углеродистые легированные стали. Литейные стали обозначают аналогично конструкционным сталям. В марках углеродистых литейных сталей 15Л, 20Л—60Л, легированных — ЗОХГСЛ, 15Х18Н9ТЛ, 110Г13Л и т. п. буква Л означает принадлежность к литейным сталям.
Углеродистые литейные стали обладают высокими временными сопротивлением (400—600 МПа), относительным удлинением (10—24 %), ударной вязкостью, достаточной износостойкостью при ударных нагрузках. Основной элемент, определяющий механические свойства углеродистых литейных сталей — углерод.
Литейные стали имеют плохие литейные свойства: пониженную жидкотекучесть, значительную усадку (до 2,5 %), что приводит к образованию усадочных раковин и пористости в отливках; стали склонны к образованию трещин.
Для плавки литейных сталей как правило, используют дуговые и индукционные печи. В последнее время для плавки стали широко начинают использовать плазменно-индукционные печи.
Производительность таких печей по сравнению с индукционной на 25—30 % выше, а расход электроэнергии значительно ниже.
В качестве шихтовых материалов применяют стальной лом, отходы собственного производства, передельный чугун, руду, флюсы и другие материалы. Стальные отливки преимущественно изготовляют в песчаных и оболочковых формах, литьем по выплавляемым моделям, центробежным литьем, литьем в облицованные кокили и другими способами.
На рис. 14 приведена схема литейной формы для изготовления стального зубчатого колеса. Для предупреждения усадочных раковин и пористости в отливках на массивные части устанавливают прибыли, а в тепловых узлах отливок используют наружные или внутренние холодильники.
Для предупреждения трещин, возникающих из-за неравномерной усадки отливки, формы изготовляют из податливых формовочных смесей. Кроме того, в отливках предусматривают технологические ребра, удаляемые при механической обработке.
Высокая температура заливки (1550—1650 °С) требует применения формовочных и стержневых смесей с высокой огнеупорностью. Литниковые системы для мелких и средних отливок выполняют по разъему или сверху, а для массивных — снизу (сифоном). В связи с низкой жидкотекучестью сталей площадь сечения питателей литниковой системы в 1,5—2 раза больше, чем при литье серого чугуна. Для получения высоких механических и эксплуатационных характеристик стальные отливки подвергают отжигу, нормализации и другим видам термической обработки.
Стальные отливки из углеродистых сталей используют в металлургии, станкостроении, автотракторной промышленности, трансфертном машиностроении и других отраслях. Из них изготовляют станины и валки прокатных станов, цилиндры, зубчатые колеса и т. д.
12. ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ ТУГОПЛАВКИХ СПЛАВОВ
Тугоплавкие металлы (титан, ванадий, хром и др.) имеют высокую химическую активность в расплавленном состоянии. Они активно взаимодействуют с кислородом, азотом, водородом и углеродом. Поэтому плавку этих металлов и их сплавов ведут в вакууме или в среде защитных газов. Для изготовления отливок наибольшее распространение получили титановые сплавы.
Основной способ производства титановых отливок — литье в графитовые формы, литье в оболочковые формы, изготовленные из нейтральных оксидов магния, циркония или из графитового порошка, в качестве связующего используют фенолформальдегидные смолы. При изготовлении мелких сложных тонкостенных отливок применяют формы, полученные по выплавляемым моделям.
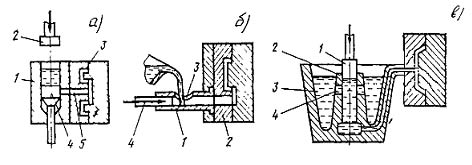
Для плавки титановых сплавов широко используют специальные вакуумные дуговые печи с расходуемым электродом (рис. 17). Перед плавкой в электроде-держателе 2 печи устанавливают электрод 9, а перед сливным носком тигля 4 укрепляют литейную форму 7, После этого кожух 5 печи герметизируют и вакуумируют. Через токоподвод 1 на электрод подают напряжение, и между ними и тиглем загорается электрическая дуга. По мере наполнения тигля жидким металлом плавильную печь поворотным механизмом 6 поворачивают на 90°. Титановый сплав при этом переливается в литейную форму 7. После затвердевания отливки форму удаляют. и цикл повторяется.
Отливки из титановых сплавов применяют в судостроении (гребные винты, насосы), в турбиностроении (лопатки турбин, диски), в авиации (диски и лопатки компрессоров), в электронной и вакуумной технике и других отраслях.
10. ИЗГОТОВЛЕНИЕ ОТЛИВОК ИЗ МЕДНЫХ СПЛАВОВ
Для изготовления отливок используют медные сплавы, которые делят на бронзы (оловянные и безоловянные) и латуни. Бронзы обозначают, например, Бр05Ц5С5, БрА9ЖЗЛ, где первые две буквы означают принадлежность данного сплава к бронзам, остальные буквы показывают, какие элементы входят в состав бронзы (олово, цинк, свинец, алюминий, железо), а цифры, состоящие после букв — процентное содержание элементов в данном сплаве. Буква «Л» показывает, что эта бронза литейная.