Материал: Технология изготовления колбасных изделий
Надежность в эксплуатации и долговечность работы основных узлов и механизмов термокамеры обеспечивается благодаря использованию завоевавших доверие немецких, французских, польских электроагрегатов и механизмов (мотор, электронные системы управления, клапаны, уплотнители).
Высокие технологические показатели при эксплуатации термокамеры: равномерность цвета колбас по всему объему оборудования; потери при термообработке не превышают 5 - 7 %; высокие качественные показатели готовых продуктов - внешний вид, цвет и безупречный вкус с характерным насыщенным ароматом прокопченных с «дымком» готовых продуктов; средняя продолжительность термообработки колбас и других копченых мясных продуктов составляет от 1,5 до 4 часов.
Техническая характеристика термокамеры приведена в таблице 11.
Таблица 11 - Техническая характеристика четырехрамной универсальной термокамеры фирмы DAKSTAR
|
№ |
Наименование показателей |
Ед. изм. |
Показатели |
|
1. |
Производительность |
кг/час |
|
|
2. |
Тип |
4-храмная |
|
|
3. |
Мощность |
кВт |
9,6 |
|
4. |
Способ нагрева |
электрический, паровое |
|
|
5. |
Габаритные размеры: длина ширина высота |
мм |
4470 1475 3330 |
|
6. |
Масса |
кг |
2250 |
1.4 Контроль качества
готовой продукции
Вет-сан. экспертизу колбасных изделий проводят с целью определения их доброкачественности и соответствия выпускаемой с предприятия продукции требованиям действующих стандартов и технических условий. Доброкачественность колбасных изделий зависит от качества сырья, соблюдения технологических режимов изготовления, а также от условий хранения до реализации. Она определяется по органолептическим, физико-химическим и бактериологическим показателям. При проведении этих исследований придерживаются действующей нормативно-технической документации (ГОСТы, технические условия, инструкции и др.). Технохимическому контролю подвергают каждую партию выпускаемых
колбасных изделий. При этом проверяют соблюдение рецептурного состава, органолептические признаки, в том числе наличие производственных пороков. Пробы для исследования отбирают от каждой однородной партии продукта. Однородной партией считают колбасные изделия и копчености одного вида, сорта и наименования, выработанные в течение одной смены, подвергнутые одинаковому режиму технологической обработки. При контроле внешнему осмотру подвергают не менее 10% каждой партии колбасных изделий.
Для проведения лабораторных исследований (органолептических, химических, микробиологических) берут следующие пробы: из изделий в оболочке и продуктов из мяса массой более 2 кг отбирают две единицы продукции для всех видов испытаний; от изделий в оболочке и продуктов из мяса массой менее 2 кг отбирают две единицы для каждого вида испытаний; от изделий без оболочки отбирают не менее трех единиц для каждого вида испытаний. Из отобранных единиц продукции берут разовые пробы для органолептических испытаний общей массой 800-1000
г, для химических исследований - 400-500 г. Для микробиологических исследований отбирают не менее двух разовых проб по 200-250 г от каждой из трех единиц. Отобранные пробы упаковывают в пергаментную бумагу, каждую в отдельности. Если лаборатория находится за пределами предприятия-изготовителя, то пробу помещают в общую тару (ящик, пакет, банка), которую опечатывают или пломбируют.
К пробам прикладывают акт отбора образцов, в котором указывают наименование предприятия, выработавшего продукт, вид, сорт и дату выработки, номер ГОСТа или технических условий, по которым он выработан, размер партии, от которой отобраны пробы, результаты наружного осмотра партии, цель направления продукта на исследование, место и дату отбора проб, должности и фамилии лиц, принимавших участие в осмотре партии продукции и отборе проб. Органолептическое исследование.
Перед органолептическим исследованием колбасные батоны освобождают от шпагата, отрезают концы кишечной оболочки (пупки), разрезают вдоль по диаметру. С одной стороны батона снимают оболочку. Определяют вид колбасного изделия с поверхности и на разрезе, запах, вкус, консистенцию. На разломе исключают финны. При оценке внешнего вида обращают внимание на цвет, равно¬мерность окраски, структуру, состояние отдельных компонентов, особенно шпика.
Наличие липкости и ослизнения устанавливается легким прикосновением пальцев к продукту. Запах в глубине продукта определяют сразу же после разреза оболочки и поверхностного слоя. Запах неразрезанных колбасных изделий, как и целых неразрезанных окороков и копченостей, определяют по запаху только что вынутой из толщи продукта специальной деревянной или предварительно разогретой металлической спицы. Вкус и запах сосисок и сарделек устанавливают в разогретом состоянии, для чего их в целом виде опускают в холодную воду и нагревают до кипения. Консистенцию определяют легким надавливанием пальца на свежий разрез батона; крошливость фарша - путем осторожного разламывания среза колбасы. Цвет фарша и шпика оценивают со стороны оболочки после ее снятия с половины батона и на разрезе. Для исследования на вкус колбасы режут толщиной: вареные и фаршированные - 3-4 мм, полукопченые - 2-3 мм, сырокопченые - 1,5-2,0 мм, ливерные -5 мм.
Определение нелипидных примесей.
В бюксу подсушенной навеской жира приливают пипеткой 10 см3 хлороформа и не менее чем через 5 мин. Хлороформный раствор сливают. Такое отделение липидов растворением повторяют аналогично еще два раза. После этого бюксу помещают в сушильный шкаф и подсушивают не менее 5 минут при температуре (103+2)̊̊С, охлаждают в эксикаторе и взвешивают.
2. Расчет
хладоснабжения предприятия
В этой курсовой работе рассматривается расчет холодильных камер для хранения сырья и готовой продукции.
Камеры хранения готовой продукции охлаждают батарейным, воздушным и смешанным способами. Наиболее широко применяется батарейное охлаждение. Батареи бывают из гладких, оребренных труб и панельные. При смешанном способе охлаждения камеры оборудуют и батареями и воздухо-охладителями. Этот способ используется в основном в камерах с универ-сальным температурным режимом.
Применяют две системы батарейного охлаждения: непосредственное охлаждение за счет кипящего холодильного агента и охлаждение теплоносителем - водой и водными растворами СаСI2 и NаСl. Непосредственное испарение холодильного агента используют в камерах, где необходимо обеспечить низкие температуры -камеры замораживания, скороморозильные аппараты. Охлаждение камер за счет теплоносителя нашла широкое У распространение в молочной промышленности, поскольку при этом упрощается система регулирования температуры и обеспечивается возможность аккумуляции холода в период непродолжительной остановки работы компрессора. Расчет вместимости холодильных агрегатов производят исходя из нормы загрузки холодильных камер.
Грузовой объем холодильной камеры может быть рассчитан по формуле:
гр =G/gv
(1)
Где G - вместимость холодильника, (9000кг)
gv - плотность укладки продуктов, находящихся в камере, (400 кг/м3)
Vгр = 9000/400 =22,5 м3
Значение плотности укладки грузов зависит во многом от вида продукта( объемной массы), способа складирования,формы и вида тары (приложение 10)
Грузовая площадь(площадь занимаемая штабелем):
гр = Vгр/hгр
(2)
Где hгр - грузовая высота (высота штабеля 1,5),м.
Fгр = 22,5/1,5 = 33,75
Вся площадь холодильной камеры не может быть занята грузом, так как отступы. от стен, колон, охлаждающих приборов должны составлять не менее 0,3 м. Для движения грузовых тележек и подъемно-транспортных средств при хранении продуктов партиями между штабелями оставляют проезды шириной 1,2 м. Число таких проездов определяется шириной помещения. При ширине камеры до 10 м оставляют один проезд у какой-либо из ее стен при ширине более 10 м -тоже один проезд, Но посередине камеры, в камерах шириной более 20 м - один проезд на каждые 10 м. При площади камеры свыше 100 м2 необходим один центральный проезд шириной 1,б м, в камерах непосредственно за грузовой дверью предусматривается площадка 3,5 × 3,5 м для маневрирования погрузчиков.
При ориентировочных расчетах холодильной камеры можно использовать более простые расчеты:
стр = Fгр/BF
(3)
где BF - 0,65
Fстр = 33,75/0,65 = 51,9
Принимаем длину и ширину холодильной камеры равными соответственно:
Fкв = 5,04; 51,9/5,04 = 10,3 ≈12 (4)
a =8,4 м
в = 7,2 м
Fприн =60,5 (5)
Кроме основных производственных помещений предусматриваются вспомогательные, необходимые для выполнения технологических операций
(накопители грузов, экспедиция, коридоры, тамбуры), поэтому общая площадь холодильника определяется по формуле:
хол =Fстр/hхол
, (6)
где hхол - коэффициент полезного использования производственной площади предприятия (для малых холодильников - 0,7 : 0,7 5 , средних - 0,75:0,85, крупных - 0,85 : 0,90 )
Fхол = 60,5/ 0,7 = 86,4 м2
Площадь холодильника может быть в дальнейшем уточнена при выполнении планировки.
Расчет изоляции холодильной камеры.
Эффективная работа холодильной установки и срок службы холодильной камеры определяются правильно спроектированной и хорошо выполненной изоляцией. Правильно выбранный изоляционный материал и хорошо выполненная изоляция сохраняют свои качества в течение длительного периода.
Изображают схему расположения изоляционных слоев в строительных конструкциях (рис.17)
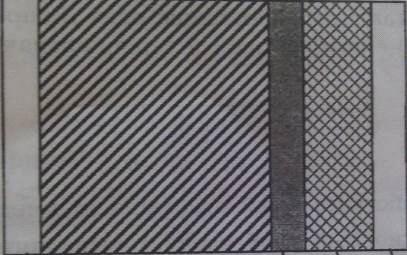
1 2 3 4 5
Рис.17. Расположение изоляционных слоев
,5 - отделочный слой; 2 - кирпич (бетон) 3 -
гидроизоляция; 4 - теплоизоляция
Толщину изоляционного слоя определяют по
формуле:
δиз = λиз[
1/k - (1/aH
+ ∑(δi/λi)
+ 1/aB)] (7)
где k - коэффициент теплопередачи ограждения, Вт/м2 оС (приложение 4,5);
aH - коэффициент теплопередачи от воздуха к наружной стене, Вт/м2 * К
aB - коэффициент теплопередачи от внутренней стены к воздуху, Вт/м2 *К
λi - коэффициент теплопроводности строительных материалов, Вт/м * К
δi - толщина слоев конструкции ограждения, м.
Принимаем коэффициент при t0конечная =6 (приложение 3)
к = 0,47 (приложение 5)
анар = 23,3 ; авнут = 8 (приложение 6)
Строительная кладка кирпичная.
λ = 0,85 см
δi =25 см
Штукатурка из цемента.
λ = 1 см
δ = 1, 5 см
Облицовка из керамической плитки.
λ = 0,2 см
δ =1 см
Пенополистирол ПСБ - С
λ =0,04
δиз = [1/0,47 - (1/23,3 + (0,25/0,85 +0,015/1 + 0,01/0,2)) + 1/8] =0,06м=60мм (8)
Принимаем толщину изоляционного слоя 30мм в 2 слоя.
Наиболее часто в настоящее время для
теплоизоляции используются плитные материалы. В результате может оказаться, что
расчетная величина теплоизоляционного слоя не соответствует стандартной толщине
выпускаемых плит. Наиболее распространенными Теплоизоляционными материалами в
строительстве холодильников является пенополистирол марки ПСБ-С. Изделия из
него выпускаются в виде плит длинной от 90О до 2000 с интервалом 500 мм,
шириной от 500 до 1000 мм с Тем ж интервалом, толщиной 25, 30, 50 и 100 мм. в
случае применение плиточного материала следует принять толщину изоляционного
слоя кратной стандартной толщине плит и определить действительное значение
коэффициента теплопередачи ограждения.
кдейств =![]()
![]() (9)
(9)
где Кдейств - действительный коэффициент
теплопередачи.

Расчет теплопритоков в холодильную камеру
Теплопритоки от каждой поверхности ограждения определяются следующим образом (Вт):
Т =Kдейств
* F * (tH - tB) (10)
где F -площадь поверхности ограждения;
tH - расчетная температура наружного воздуха, 0С;
tB - расчетная температура воздуха в холодильной камере, 0С;
Q1Т = 0,495*93,6(31-6)=1158,3 (Вт)
Теплопритоки через не теплоизоляционные полы:
1П = 0,3*К*F*(tгр
- tВ) (11)
где tгр - температера грунта.
Q1П=0,3*0,35*93,6(21-6)=147,4(Вт)
Теплопритоки от солнечной радиации определяются следующим образом:
1c
=к*F*∆t
(12)
где ∆t -избыточная разность температур, характеризующая действие солнечной радиации, в летний период 0С (прил.6, ∆t для кровли может быть принят 17 0С)
Q1c=0,35*93,6*17=556,9 (Вт)
Находим сумму теплопритоков через ограждения для камеры холодильной обработки.
Теплопритоки от продуктов и тары при охлаждении их в холодильной камере.
Теплопритоки от продукции определяются:
Q2пр= (13)
(13)
где G - масса продукта и тары, соответственно, поступившего в камеру, кг;
спр - теплоемкость продукта и тары, кДж/кг*0С
t1 - начальная температура продукта, 0С
время холодильной обработки, часов
Q2пр=![]()
![]() (Вт)
(Вт)
Q2T=![]()
![]() (Вт) (14)
(Вт) (14)
Тепло отводится от продуктов и тары
при охлаждении, замораживании, подмораживании. Количество отводимого тепла
определяется по формуле (Вт) :
Q2=Q2пр+Q2T (15)
где Q2пр, Q2T - теплопритоки от продуктов и тары соответственно;
Q2=18750+11250=30000(Вт)
Эксплуатационные теплопритоки.
Эксплуатационные теплопритоки возникают
вследствие освещения камер хранения лампами, работы электродвигателей,
пребывания в них людей, открывания дверей и определяются по формуле:
∑Q3=
Q3осв +Q3л
+ Q3дв (16)
где Q3осв - теплопритоки от системы освещения;
Q3л - теплопритоки от пребывания людей;
Q3дв - теплопритоки при открывании дверей;
∑Q3 =151,25+700+0,04 =851,3(Вт)
Теплопритоки от освещения (Вт)
3осв =qосв*ηодн*Fстр
(17)
где qосв - удельный теплоприток от системы освещения, Вт/м2
(q=5-8 Вт/м2 для складских помещений)
ηодн - коэффициент одновременности включения осветительных приборов или электродвигателей(0,4-1)
Q3осв=5*0,5*60,5=151,25
Теплопритоки от пребывания людей(Вт).
3л=350*n
(18)
где 350 - тепловыделения одного человека;
n - численность обслуживающего персонала, одновременно, работающего в помещении(обычно2-4)
Q3л =350*2=700(Вт)
Теплопритоки при открывании дверей(Вт)
дв =qдв*Fдв*β*(1-η),
(19)
где qдв -удельный теплоприток, возникающий при открывании дверей, Вт
Fдв - площадь дверного проема (2,52)
β -коэффициент продолжительности открывания двери (0,15 для камер хранения производственных холодильников)