Материал: Технология изготовления колбасных изделий
Изучив стандарт на полукопченые колбасы, мы считаем, что упаковка мяса и мясных продуктов является актуальными проблемами современного производства и продвижении продукции на рынке. Развитие российского рынка упаковки в последние десять лет имело свои особенности.
В настоящее время в структуре упаковочного рынка России полимерные материалы составляют 30%, картон и бумага -40-45%, металлическая тара -10-12%, прочие - 13-20%. При это темпы увеличения производства полимерной упаковки сохраняются. Они достигают ежегодно от 7-12 % и опережают другие материалы.
При использовании вакуумированной упаковки уменьшается скорость окислительных изменений пигментов мышечных тканей. Окраска упакованной полукопченой колбасы сохраняется в течение 28 -35 суток при степени вакуумирования 95-98 % и температуре хранения от 1-3ºС.
Упаковка порционной полукопченной колбасы в газовой среде с повышенным содержанием кислорода (70-80%) и относительно высокой концентрацией углекислого газа (20-30%) при температуре 2ºС увеличивают срок её хранения до 15 суток.
Сроки годности колбасных изделий, упакованных в многослойные полимерные материалы с применением МГС (Модифицированная газовая среда) увеличиваются от 15 до 45 суток.
Как видно из приведенных данных, упаковывания полукопченой колбасы в газонепроницаемые материалы под вакуумом и в модифицированной среде позволяет увеличить сорок её хранения.
полукопченый колбаса фарш хладоснабжение
1.3 Подбор
технологического оборудования, его описание
Оборудование зарубежных фирм по сравнению с отечественным в большей степени оснащено электронными средствами контроля технологических процессов, более многофункционально, имеет лучший технический дизайн.
Произведем подбор машин и механизмов для производства полукопченой краковской колбасы высшего сорта.
Машина для измельчения замороженных блоков
(блокорезка) гильотинного типа фирмы «Magurit», Германия.


а) общий вид б) инструмент для резки
Рисунок 11 -
Блокорезка фирмы «Magurit»
На протяжении 65 лет немецкая компания «MAGURIT Gefrierschneider GmbH» снабжает перерабатывающие предприятия пищевой индустрии всего мира единственными в своем роде машинами для измельчения замороженных блоков мяса, рыбы.
Блокорезки гильотинного типа, модельного ряда Fromat (рисунок 2), идеально подходят для предварительного измельчения мясных блоков для последующей переработки на куттере или волчке. Данные машины перерабатывают мясные блоки разных форм и размеров даже при очень низких температурах.
Применяются для разработки сырья под сырокопченые и полукопченые колбасы, так как процесс резания блоков в них более деликатный: мышечные волокна не дробятся, а аккуратно перерубаются, что дает возможность получить чистый срез.
Высокая равномерность измельчения особенно важно в производстве сырокопченых и полукопченых колбас, рубленых полуфабрикатов (манты, хинкали).
Принцип работы машины. В блокорезке гильотинного
типа совершаются только возвратно-поступательные движения: толкание очередного
блока для осуществления продольного реза, ход режущей головки с гильотиной для
осуществления поперечного подрезания кусков. Все движения исполняются с помощью
мощной гидравлики.

Рисунок 12 - Платформа
Замороженный блок укладывается на загрузочное устройство - платформа (рисунок 3) или опрокидывающийся лоток, и отправляется в рабочую зону. Здесь толкающий поршень начинает продвигать замороженный блок через окно режущей головки под установленным на ней же гильотинным ножом.
Для более мелкого измельчения применяются гильотинные головки, в которых дополнительно установлены от 2 до 5 вертикальных ножей, расщепляющих замороженные блоки продольно. Периодически ножевая головка совершает вертикальные возвратно-поступательные движения, осуществляя подрезание кусков.
В машине гильотинного типа блок измельчается на кубики или брикеты с различным соотношением длины / ширины / высоты (в зависимости от типа и параметров режущего инструмента и шага гильотины).
В блокорезках гильотинного типа режущие головки могут легко заменяться в процессе работы.
Машины выполнены из нержавеющей стали.
Техническая характеристика машины приведена в таблице 5.
Таблица 8 - Техническая характеристика блокорезки гильотинного типа, модельного ряда Fromat 053
|
№ |
Наименование показателей |
Ед. изм. |
Показатели |
|
1. |
Производительность |
кг/час |
4000 |
|
2. |
Ножевая головка |
из 3-х или 5-ти ножей |
|
|
3. |
Максимальный размер измельчаемых блоков |
мм |
480×250 |
|
4. |
Максимальная температура измельчаемых блоков |
°С |
-25 |
|
5. |
Мощность |
кВт |
5,5 |
|
6. |
Габаритные размеры: длина ширина высота |
мм |
2666 937 2151 |
|
7. |
Масса |
кг |
825 |

Рисунок 13 - Волчок AWE 130/II
Фирма «Kolbe» занимает прочное лидерство в производстве волчков для предприятий малой и средней мощности.
Волчки с диаметром режущего инструмента 82, 100, 114, 130 мм и производительностью от 350 до 8000 кг в час позволяют решать любые производственные задачи.
Процесс резания, при соответственно подобранной
геометрии рабочего шнека и корпуса, оказывает максимально щадящее воздействие
на структуру перерабатываемого сырья. Материал рабочего шнека и рабочего
корпуса волчков AWE 130/I/II представляет собой нержавеющую сталь со
специальным легированием бронзой (рисунок 4). Данный сплав специально
разработан для работы деталей под большой нагрузкой с условием минимального
взаимного трения и минимального износа. Возможно использование комплекта
режущего инструмента из трех или пяти частей по выбору. Волчки изготовлены
полностью из нержавеющей стали и устойчивых к коррозии материалов. Компактные
размеры машин и минимальная высота загрузки - всего 110 -120 см, позволяют
использовать производственные площади с максимальной эффективностью.
Рисунок 14 - Рабочий узел волчка AWE 130/II
- вспомогательный шнек; 2 - рабочий шнек; 3 -
режущий механизм; 4 - соединительный вал
Плавная регулировка скорости резания. Высота выгрузки по желанию заказчика может быть подобрана индивидуально, например, для выгрузки в евро тележку. Комплектование жиловочным устройством. Использование дополнительного загрузочного бункера - воронки при использовании загрузочного подъемника для евро тележки на 100 или 200 литров.
Принцип работы машины. Мясо (температура не ниже 1 °С) подается в загрузочный бункер волчка загрузочным устройством по вертикальным спускам, откуда захватывается вспомогательным и рабочим шнеками и направляется к режущему механизму.
На нем сырье измельчается до заданной степени,
что обеспечивается установкой ножей и соответствующих ножевых решеток. При
переработке шрота порция загружаемого сырья не должна превышать 90 кг, в противном
случае возможно зависание продукта в чаше.
Таблица 9 - Техническая характеристика волчка AWE 130/II
|
№ |
Наименование показателей |
Ед. изм. |
Показатели |
|
1 |
Производительность |
кг/час |
2000 / 3000 |
|
2 |
Рабочие скорости |
две |
|
|
3 |
Диаметр режущего инструмента |
мм |
130 |
|
4 |
Мощность |
кВт |
10,5 / 13,0 |
|
5 |
Габаритные размеры: длина ширина высота |
мм |
1330 1000 1450 |
|
6 |
Масса |
кг |
650 |
Компания «Frey Maschinenbau GmbH» изготавливает и поставляет шприцы вакуумные наполнительные, предназначенные для наполнения различных видов колбасных оболочек.
В верхней части станины закреплен корпус рабочих шнеков (рисунок 6). С одной стороны его торца расположены редукторы привода шнеков, с другой - корпус для крепления двух цевок. Сверху над шнеками установлены пара вакуумных головок и бункер для фарша. Двухцевочная конструкция вакуумных шприцев значительно повышает их производительность по сравнению с одноцевочными.
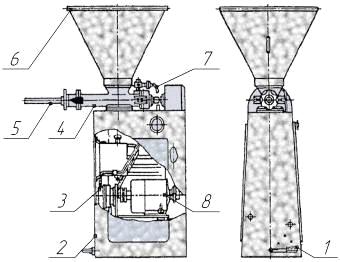
Рисунок 15- Шприц Joker:
- педаль включения; 2 - станина; 3 - масляный
шестеренный насос; 4 - корпус рабочих шнеков; 5 - цевка; 6 - бункер; 7 -
вакуумная головка; 8 - электродвигатель
Шнеки - одноходовые винты противоположной навивки, вращающиеся навстречу друг другу. Привод шнеков - асинхронные электродвигатели, клиноременные передачи и редукторы.
Вакуумная система состоит из двух масляных шестеренных насосов, связанных с электродвигателями эластичными муфтами, масляного бачка, двух вакуумных головок, отстойников и соединительных резиновых трубок.
Педали включения представляют собой два поворотных рычага, закрепленных на осях. При нажатии ногой на педаль поворотные рычаги воздействуют на конечные выключатели и через магнитные пускатели запускают электродвигатели.
Принцип работы машины. Фарш загружают в бункер, откуда шнеками он подается в трубопровод и далее в цевку. Перед включением привода шнеков на цевку надевают оболочку, закрепленную с одной стороны шпагатом или клипсой. По мере наполнения шпагат (клипса) перемещается вдоль цевки. При достижении требуемой длины батона оператор отключает привод шнеков и перевязывает или клипсует оболочку с другой стороны.
Вакуумный шприц выполнен с диапазоном порционирования от 5 до 10000 г (5 - 999 г с интервалом 0,1 г). Скорость наполнения и паузы бесступенчато регулируемые, индикатор объема наполнения, счетчик порций, отключение по заданному количеству порций, обратный отсос фарша и корректировка первой порции. Сервисные и диагностические программы. Память на 100 рабочих программ.
Шприц дополнительно комплектуется: устройством для поддержания оболочки, устройством для натягивания оболочки, вакуумным каналом.
|
№ |
Наименование показателей |
Ед. изм. |
Показатели |
|
1. |
Производительность |
кг/ч |
2200 |
|
2. |
Скорость порционирования (100 г) |
порц./мин |
240 |
|
3. |
Объем бункера |
л |
50 |
|
4. |
Максимальное давление наполнения |
МПа |
0,25 |
|
5. |
Система привода |
гидравлика |
|
|
6. |
Потребляемая мощность |
кВт |
5,0 |
|
7. |
Габаритные размеры: длина ширина высота |
мм |
1200 940 1550 |
|
8. |
Масса |
кг |
420 |
Процесс термообработки в технологии вареных, копченых, деликатесных мясо-, птице-, рыбопродуктов является финальным и одним из самых важных. Именно на этом этапе формируются и товарный вид, и окончательные вкусовые качества готовых мясо-, птицепродуктов. И поэтому очень важно на этой стадии производства подобрать и ввести в эксплуатацию оборудование - термокамеры высокого технического уровня, которые, с одной стороны, обеспечат наименьшие весовые потери и отсутствие технологического брака, а с другой стороны, высокий выход готовой продукции с характерными привлекательными цветом и вкусом.
Универсальные термокамеры польского завода DAKSTAR отвечают указанным требованиям, а также всем жестким требованиям Европейского сертификата качества ISO 9001-2000.
Универсальные термокамеры конструктивно и технически выполнены аналогично немецким аппаратам, при этом за счет рациональной производственной и сбытовой стратегии завода-изготовителя цены на термокамеры на 30 - 70 % ниже цен на немецкие аналоги.
Широкий перечень режимов термообработки мясо-, птицепродуктов: варка, осадка, горячее и холодное копчение, копчение с варкой, запекание, охлаждение, и высокий технический уровень поддержки задаваемых параметров за счет использования немецких программаторов подтверждают высокую технологическую надежность и универсальность предлагаемых термокамер.
Удобная и «легкая» эксплуатация достигается благодаря всесторонне продуманным конструктивным решениям (передовые европейские технологии) - от наличия смотрового окна, пандуса для удобного перемещения тележки с мясными продуктами внутрь камеры до совершенной и надежной электронной системы управления (немецкие, польские программаторы) всем процессом термообработки в камере, высокотехнологичных, надежных дымогенераторов, системы полной автоматической мойки термокамеры и других особенностей конструктивных решений.
Рисунок 16 - Функциональная схема четырехрамной
универсальной термокамеры DAKSTAR
Рассмотрим четырехрамную универсальную термокамеру DAKSTAR.
В ее состав входят ТЭНы, вентиляторы для перемешивания воздуха, форсунка с клапаном, воздуховоды, обеспеивающие приток и отток воздуха, дымогенератор, сигнализирующее устройство и пульт управления с датчиками и контроллером (рисунок 7).
Потолочный вентилятор идеально, равномерно распределяет дым и воздух внутри термокамеры и обеспечивает более быструю и равномерную обработку загруженного продукта.
Усовершенствованный «жаровой» дымогенератор «разжигается» электрическим нагревателем, оборудованный «пожарником», то есть системой водяного орошения и тушения воспламеняемой щепы, предотвращающей ее возгорание и пожар. Автоматизирован процесс подачи щепы в топку, установлен также «водяной занавес», который очищает дым от загрязнений и смолистых веществ.
Установлены три датчика температуры:
датчик температуры воздуха в термокамере «Сухой»;
датчик для определения влажности в камере «Влажный»;
датчик температуры в продукте.
Сухой и влажный датчики устанавливаются в ванночку. Причем ближе к стенке как правило устанавливается влажный датчик, это связано с требованиями по точности измерения температуры и влажности в камере.
Термокамера полностью изготовлена из нержавеющей стали. Высокая герметизация, экономичная установленная мощность потребления электроэнергии, система высокой пожаро- и взрывобезопасности (присвоен европейский знак безопасности - СЕ) отвечают всем требованиям и показателям европейского стандарта.