Материал: Технологические схемы (1275)
электрофильтров, а также с использованием различных мокрых пылеуловителей [4-5]. Выбор способа такой очистки отработанных сушильных агентов зависит от производительности установки, запыленности потоков и свойств уносимых частиц.
Для мокрой очистки отработанных сушильных агентов от частиц пыли и газообразных примесей могут использоваться пенные, барабанные, распылительные, тарельчатые и другие скруббера, а также скруббера с неподвижной или псевдоожиженной насадкой [4-5]. Для снижения расхода свежей воды на орошение таких аппаратов обычно применяют замкнутый контур циркуляции воды. При этом циркуляция осуществляется с использованием центробежных насосов. На линии циркуляции воды должны быть показаны запорные и регулирующие вентили.
Если в газовом потоке содержатся нерастворимые твердые частицы, то загрязненная вода из аппаратов мокрой очистки подается в отстойник (см. Приложение 7). Осветленная вода поступает в контур циркуляции. Осевшие частицы в виде шлама выводятся из отстойника и с помощью шнеков возвращаются в сушилку или подаются на фильтрацию. После фильтрации отделенный осадок может присоединяться к исходному влажному материалу. Иногда транспортировку шламов осуществляют с использованием гидротранспорта.
Если в отработанном сушильном агенте содержатся водорастворимые частицы (например, частицы солей), то при их контакте с водой они растворяются. При этом в контуре очистки будет циркулировать раствор определенной концентрации, которая зависит от содержания твердых частиц в газовых потоках, их расхода, подачи свежей воды в контур циркуляции и расхода отводимого раствора из контура циркуляции. Далее этот раствор подается на выпаривание или же в систему водоочистки.
4.5. Другие установки
Технологические схемы установок для проведения других массообменных, тепловых и реакционных процессов также должны изображаться с соблюдением изложенных выше требований. Они должны включать в себя условные стандартные изображения оборудования, трубопроводов и трубопроводной арматуры. Некоторые примеры технологических схем абсорбционных, экстракционных, адсорбционных, холодильных других установок приведены в [1].
5. Функциональные схемы автоматизации и их описание
По окончанию выполнения курсового проекта по процессам и аппаратам химической технологии студенты переходят к завершающей части инженерной подготовки при прохождении дисциплины «Системы управления химико-технологическими процессами». Для закрепление и углубление знаний по этой дисциплине студентам прививаются элементы инженерных навыков решения задач по автоматизации конкретных химикотехнологических процессов. При этом студенты должны в соответствии с заданием автоматизировать процесс, описать схему автоматизации и рассчитать схему регулирования, используя знания, полученные при прохождении указанной дисциплины. При составлении функциональных схем автоматизации химико-технологических процессов и выполнении расчетов следует пользоваться литературой [7 - 12]. Функциональные схемы автоматизации составляются студентами на аудиторных занятиях вне расписания под руководством преподавателя. Данная работа состоит из расчетнопояснительной записки и графической части.
Расчетно-пояснительная записка должна включать задание на работу, а также содержание с разделами – введение, функциональная схема установки, расчет автоматической схемы регулирования (АСР) и ее элементов, спецификацию на технические средства автоматизации, список использованных источников. Во введении к записке следует обосновать необходимость автоматизации конкретного технологического
26
http://www.mitht.ru/e-library
процесса, указать цель автоматизации процесса, привести содержание курсового проекта. Расчетно-пояснительная записка должна быть написана на листах бумаги форматом А4.
Графическая часть представляет собой функциональную схему автоматизации установки, то есть технологическую схему с указанием на ней приборов, регуляторов и других средств автоматизации. Схема выполняется на листе формата А2. На основном поле чертежа технологической схемы контурными линиями изображают оборудование, подлежащее автоматизации, и необходимые трубопроводы материальных потоков. В нижней части листа располагают два прямоугольника для условного изображения выбранных средств автоматизации. Приборы и средства автоматизации изображают на технологических схемах в соответствии с ГОСТ 21. 404-85 [12]. Стандарт устанавливает условные графические обозначения приборов и средств автоматизации, а также обозначения измеряемых величин и функциональных признаков приборов.
Описание функциональной схемы автоматизации (ФСА). В данном разделе необходимо привести описание технологической схемы автоматизации процесса со ссылками на номера позиций технологического оборудования, показанного на листе графической части. Следует проанализировать процесс, выявить определяющие технологические величины, подлежащие контролю и регулированию, а также составить и проанализировать схему информационных каналов установки.
В зависимости от поставленной задачи в основу схемы автоматизации любого химико-технологического процесса могут быть положены различные взаимосвязи между переменными. Это влечет за собой применение различных схем контроля и регулирования одного и того же процесса. Поэтому необходимо детально изучить технологическую схему процесса и ее аппаратурное оформление, выявить наиболее характерные технологические величины, определяющие нормальное протекание процесса и установить взаимосвязи между ними, выявить целесообразность контроля, стабилизации и оптимизации этих величин, а также выбрать места приложения управляющих воздействий.
При разработке схем автоматизации технологических процессов необходимо решить следующие основные задачи:
сбор и первичная обработка информации; расчет и контроль технико-экономических показателей; представление информации диспетчеру; контроль состояния оборудования;
контроль отклонений технологических параметров; программное и дистанционное управление; учет технологических параметров; учет технико-экономических показателей; учет состояния оборудования.
Приборы и средства автоматизации, встраиваемые в технологические трубопроводы, изображают на схеме непосредственно в разрыве трубопроводов (сужающие устройства, ротаметры, счетчики, датчики индукционных расходомеров, регулирующие и запорные органы). Линии связи между приборами и средствами автоматизации на схеме изображают однолинейно сплошными линиями по ГОСТ 2.2303-68 и подводят к символу прибора в любой точке окружности (сверху, снизу, сбоку). Для сложных объектов с большим количеством применяемых приборов средств автоматизации, когда изображение непрерывных линий связи затрудняет чтение схемы, допускается их разрывать. Оба конца линий связи в местах разрыва нумеруют одной и той же арабской цифрой. Допускается комбинированное выполнение линий связи: непрерывными линиями и адресным методом.
На участках линий связи со стороны приборов, изображенных на прямоугольнике «Приборы местные», слева указывают предельные рабочие значения измеряемых или регулируемых величин в Международной системе единиц. Для приборов, встраиваемых непосредственно в технологическое оборудование или трубопроводы и не имеющих
27
http://www.mitht.ru/e-library

линий связи с другими приборами, предельное значение величин указывают возле обозначений приборов. Графические обозначения приборов, средств автоматизации и линий связи приведены в таблице 5.1.
Таблица 5.1. Основные условные обозначения приборов и средств автоматизации
№ |
Наименование |
Обозначение |
1 |
Приборы, устанавливаемые вне щита (по месту): |
|
|
а) основное обозначение |
|
|
б) допускаемое обозначение |
|
|
|
|
2 |
Приборы, устанавливаемые на щите, пульте: |
|
|
а) основное обозначение |
|
|
б) допускаемое обозначение |
|
|
|
|
3 |
Исполнительный механизм. Общее обозначение |
|
|
|
|
4 |
Исполнительный механизм, который при прекращении подачи |
|
|
энергии или управляющего сигнала: |
|
|
а) открывает регулирующий орган |
|
|
б) закрывает регулирующий орган |
|
|
в) оставляет регулирующий орган в неизменном положении |
|
|
|
|
5 |
Исполнительный механизм с дополнительным ручным |
|
|
приводом |
|
|
|
|
6 |
Линии связи. Общее обозначение |
|
|
|
|
7 |
Пересечение линий связи без соединения друг с другом |
|
|
|
|
8 |
Пересечение линий связи с соединением между собой |
|
|
|
|
Отборное устройство для всех постоянно подключенных приборов изображают сплошной тонкой линией, соединяющей технологический трубопровод или аппарат с прибором (рис.5.1). При необходимости указания конкретного места расположения отборного устройства (внутри контура технологического аппарата) его обозначают кружком диаметром 2 мм.
28
http://www.mitht.ru/e-library
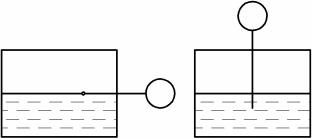
Рис.5.1. Отображение отборного устройства
Основные буквенные обозначения измеряемых величин и функциональных признаков приборов должны соответствовать обозначениям, приведенным в таблице 5.2.
Таблица 5.2. Буквенные условные обозначения
|
Измеряемая величина |
Функция, выполняемая прибором |
|||
Обозна- |
Основное |
Дополнительное |
Отображе- |
Формирование |
Дополнительное |
значение первой |
значение, |
ние |
выходного |
значение |
|
чение |
буквы |
уточняющее |
информации |
сигнала |
|
|
|
значение первой |
|
|
|
|
|
буквы |
|
|
|
А |
- |
- |
Сигнализа- |
- |
- |
|
|
|
ция |
|
|
В |
- |
- |
- |
- |
- |
С |
- |
- |
- |
Регулирование, |
- |
|
|
|
|
управление |
|
Д |
Плотность |
Разность, |
- |
- |
- |
|
|
перепад |
|
|
|
Е |
Любая |
- |
- |
- |
- |
|
электрическая |
|
|
|
|
|
величина |
|
|
|
|
F |
Расход |
Соотношение, |
- |
- |
- |
|
|
доля, дробь |
|
|
|
G |
Размер, |
- |
- |
- |
- |
|
положение, |
|
|
|
|
|
перемещение |
|
|
|
|
H |
Ручное |
- |
- |
- |
Верхний предел |
|
воздействие |
|
|
|
измеряемой |
|
|
|
|
|
величины |
I |
- |
- |
Показание |
- |
|
J |
|
Автоматическое |
- |
- |
- |
|
|
переключение, |
|
|
|
|
|
обегание |
|
|
|
K |
Время, |
- |
- |
- |
- |
|
переменная |
|
|
|
|
|
программа |
|
|
|
|
L |
Уровень |
- |
- |
- |
Нижний предел |
|
|
|
|
|
измеряемой |
|
|
|
|
|
величины |
M |
Влажность |
- |
- |
- |
- |
N |
Резервная буква |
- |
- |
- |
- |
O |
Резервная буква |
- |
- |
- |
- |
P |
Давление, вакуум |
- |
- |
- |
- |
29
http://www.mitht.ru/e-library
Q |
Величина, |
Интегрирование, |
- |
- |
- |
|
характеризующая |
суммирование |
|
|
|
|
качество, |
по времени |
|
|
|
|
концентрацию и |
|
|
|
|
|
т.п. |
|
|
|
|
R |
Радиоактивность |
- |
Регистрация |
- |
- |
S |
Скорость, частота |
- |
- |
Включение, |
- |
|
|
|
|
отключение |
|
|
|
|
|
переключение, |
|
|
|
|
|
сигнализация |
|
T |
Температура |
- |
- |
- |
- |
U |
Несколько |
- |
- |
- |
- |
|
разнородных |
|
|
|
|
|
измеряемых |
|
|
|
|
|
величин |
|
|
|
|
V |
Вязкость |
- |
- |
- |
- |
W |
Масса |
- |
- |
- |
- |
X |
Нерекомендуемая |
- |
- |
- |
- |
|
резервная буква |
|
|
|
|
Y |
+ |
- |
- |
+ |
- |
Z |
+ |
- |
- |
+ |
- |
Примечание. Буквенные обозначения, отмеченные знаком «+», являются резервными, а отмеченные знаком «-» не используются.
Размеры условных графических обозначений приборов и средств автоматизации в схемах приведены в таблице 5.3. Условные графические обозначения на схемах выполняют сплошной толстой основной линией, а горизонтальную разделительную черту внутри графического обозначения и линии связи – сплошной тонкой линией по ГОСТ 2.303-68. Шрифт буквенных обозначений принимают по ГОСТ 2.304-81 равным 2.5 мм.
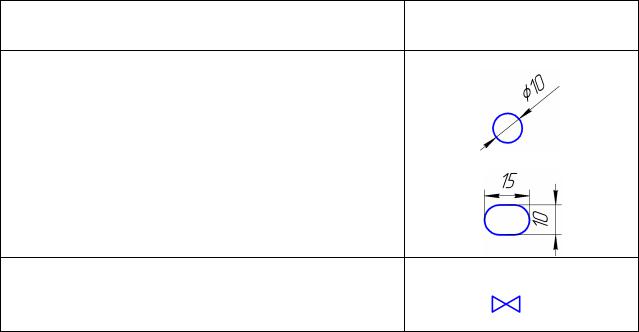
Таблица 5.3. Размеры условных графических изображений
Наименование |
Обозначение |
Датчик, прибор:
а) основное обозначение
б) допускаемое обозначение
Исполнительный механизм
30
http://www.mitht.ru/e-library