Материал: Технологические процессы и технические средства для глубинно-насосной эксплуатации нефтяных скважин
ме аппроксимации минимизировалась величина максимальной абсолютной погрешности, при этом максимальные относительные погрешности составили 72 и 102 %, а средние относительные погрешности 21 и 28 % для уравнений (1.2) и (1.3) соответственно. В графическом виде полученные зависимости представлены на рис. 1.17.
Рис. 1.17. Зависимость долговечности насосных штангот величины слояспониженнойтвердостью(hпт): 1 – насоснаяштанга, изготовитель Очёрский машзавод, г. Очёр, сталь20Н2М, режимтермообработки нормализация; 2 – насосная штанга, изготовительмашзавод
им. В.И. Ленина(г. Пермь), сталь15Х2НМФ, режимтермообработки закалка ивысокий отпуск
Из анализа графического материала, представленного на рис. 1.17, следует:
–долговечность штанг, прошедших нормализацию из стали 20Н2М, и термоулучшенных штанг из стали 15Х2НМФ, уменьшается по закону, близкому к гиперболическому, при увеличении толщины слоя с пониженной твердостью;
–вид полученных зависимостей для штанг из различных сталей практически одинаковый, следовательно, аналогичны и физические причины, вызывающие усталостное разрушение штанг;
41
–взаимное расположение кривых, изображенных на рис. 1.17, свидетельствует о влиянии на усталостную прочность материала штанг комплекса стандартных механических свойств (см. табл. 1.2), которые
утермоупроченной стали 15Х2НМФ в целом выше, чем у нормализованной стали 20Н2М;
–существенный разброс экспериментальных результатов относительно аппроксимирующих зависимостей является следствием многофакторности усталостного разрушения каждой отдельной штанги. Различные факторы, как из числа рассмотренных, так и неучтенные, действуя в самых разнообразных сочетаниях, могут ускорять или, наоборот, замедлять процесс усталостного разрушения. И тем не менее на фоне этого многообразия два фактора являются доминирующими – это местная пластическая деформация и поверхностный слой с пониженной микротвердостью, достигающий 1 мм и более у образцов (фрагментов) насосных штанг со скважин №№ 427, 975, 507, 647, 1057, 513, 2276, 399, 339, 858, 505, 694. Механические характеристики образцов (фрагментов) с данных скважин представлены в табл. 1.5.
Введенное понятие «слой с пониженной микротвердостью» не дает представление о физической природе этой аномалии материала штанг. Исходя из объема выполненных исследований, можно перечислить ряд предположений относительно появления протяженного слоя с пониженной твердостью по длине и радиусу штанги:
–первопричина появления данного слоя – внутренняя неоднородность материала штанг, связанная, например, с различной скоростью охлаждения наружной криволинейной поверхности и ее сердцевины после термической обработки;
–вторая причина появления протяженного слоя с пониженной твердостью – продольная деформация изделия, например насосной штанги, имеющей неоднородную структуру как по длине, так и в пределах поперечного сечения под воздействием растягивающей нагрузки; механизм образования протяженного слоя с пониженной твердо-
стью (hпт) под воздействием продольной растягивающей нагрузки представлен на рис. 1.18;
42
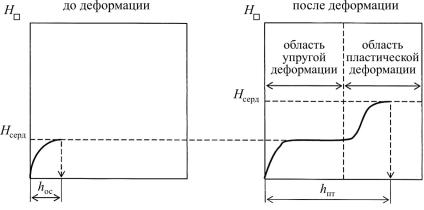
Рис. 1.18. Механизм образования протяженного слоя с пониженной твердостью: hос – глубина обезуглероженного слоя; hпт – толщина слоя с пониженной твердостью
–любая внутренняя неоднородность по длине и в пределах поперечного сечения штанг и при восстановлении ее прямолинейности может вызвать неоднородную упругопластическую деформацию ее тела, следствием чего должно стать появление поля внутренних напряжений. Например, если поверхность деформируется упруго, а центр пластически, то это должно вызвать наклеп в сердцевине и, как следствие, увеличение протяженности слоя с пониженной микротвердостью. При этом в поверхностном слое должны появиться неблагоприятные растягивающие напряжения, резко снижающие усталостную долговечность деталей [22].
Таким образом, с учетом полученных результатов для существенного повышения долговечности насосных штанг необходимо следующее:
–разработка организационных мероприятий и совершенствование технических решений, исключающих или сводящих к минимуму местную пластическую деформацию штанг, обезуглероживаение поверхности штанг и обеспечивающих формирование протяженного слоя по длине с требуемой микротвердостью;
43
–разработка и совершенствование методов упрочнения поверхности штанги, комплексно повышающих поверхностную твердость и сопротивление пластической деформации, создающих благоприятные напряжения сжатия;
–разработка и совершенствование методов, технических средств разрушающего и неразрушающего контроля при изготовлении насосных штанг и эксплуатации;
–разработка и совершенствование методов, технических средств, снижающих величину силового воздействия на колонну штанг.
Перечисленные предложения – основа для проведения исследований, выработки технических решений и совершенствования нефтепромыслового оборудования, технологических процессов для осуществления эффективной работы глубинного плунжерного насоса.
Технические и технологические методы обеспечения новых качественных показателей работы нефтепромыслового оборудования и устройств
Процесс добычи нефти осложнен условиями эксплуатации нефтепромыслового оборудования в добываемых жидкостях, содержащих:
–асфальтосмолопарафинистые отложения (АСПО);
–высоковязкие нефтяные эмульсии (ВВЭ);
–неорганические соли;
–гидратные и парафиновые образования;
–механические примеси;
–коррозионно-активные компоненты в составе добываемой жидкости.
С учетом физико-химических особенностей добываемых жидкостей установлены следующие определяющие технические предложения, направленные на повышение надежности нефтепромыслового оборудования, эффективности при его использовании и расширение его функциональных возможностей.
Термическое воздействие на материал насосной штанги:
–низкотемпературная термическая обработка насосной штанги из горячедеформированной заготовки;
44
–химико-термическое упрочнение концевых участков насосной штанги, обеспечивающее ее восстанавливаемость;
–упругопластическая деформация тела насосной штанги при нормальных условиях среды;
–холодная правка и контроль насосных штанг продольным нагружением;
–упрочнение длинномерных цилиндрических изделий, например насосных штанг, действием продольной растягивающей нагрузки и кручения;
Неразрушающий контроль и исследование технических показателей насосных штанг при изготовлении и эксплуатации:
–неразрушающий магнитолюминесцентный контроль концевых участков насосных штанг;
–неразрушающий контроль состояния поверхности и подповерхностного слоя концевого участка насосной штанги методом измерения шумов Баркгаузена при коррозионно-усталостном ее испытании;
–неразрушающий магнитоиндукционный контроль насосной штанги при напряжении в ее теле, превосходящем эксплуатационное;
–неразрушающий контроль растяжением технических показателей насосной штанги;
–неразрушающий контроль структуры металла протяженного изделия (насосной штанги) растяжением и кручением;
–неразрушающий контроль растяжением и кручением технических характеристик насосной штанги;
–неразрушающее определение предела выносливости длинномерного изделия, например насосной штанги из стали 20Н2М;
–неразрушающее определение предела пропорциональности материала насосных штанг (предела микротекучести) по кривым магнитоупругого размагничивания под действием продольной растягивающей нагрузки.
Разрушающий контроль и исследование технических показателей фрагментов насосных штанг при изготовлении и эксплуатации:
–усталостные испытания натурных фрагментов насосных штанг
вкоррозионной среде (изгиб с вращением, плоский изгиб, вибродинамическое воздействие на фрагмент);
45